Гост 2.308-79 единая система конструкторской документации (ескд). указание на чертежах допусков формы и расположения поверхностей (с изменением n 1)
Содержание:
- Общие положения
- Допуск — круглость
- ПРИЛОЖЕНИЕ А (обязательное)
- ОБОЗНАЧЕНИЕ ЗАВИСИМЫХ ДОПУСКОВ
- Допуски плоскостности, прямолинейности и параллельности в зависимо от квалитета допуска размера
- 1 Область применения
- 1. ОБЩИЕ ТРЕБОВАНИЯ
- Допуски формы
- ПРИЛОЖЕНИЕ 1
- ПРИЛОЖЕНИЕ 2
- 5 Общие допуски формы
- 4 Общие положения
- Виды допусков расположения
- Зависимые допуски
- Допуски плоскостности, прямолинейности и параллельности в зависимо от квалитета допуска размера
Общие положения
4.1.
Допуски формы и расположения поверхностей в графических документах указывают с
использованием условных обозначений (графических символов) или текстом в
технических требованиях в случае отсутствия таких символов.
4.2.
Графические символы (знаки) для указания допуска формы и расположения
поверхностей приведены в таблице 1.
Формы
и размеры знаков приведены в приложении А.
Примеры
указания допусков формы и расположения поверхностей приведены в приложении Б и
ИСО 1101 .
Таблица 1
|
Группа допусков |
Вид допуска |
Знак |
|
Допуск |
Допуск |
|
|
Допуск |
||
|
Допуск круглости |
||
|
Допуск |
||
|
Допуск профиля |
||
|
Допуск |
Допуск |
|
|
Допуск |
||
|
Допуск наклона |
||
|
Допуск соосности |
||
|
Допуск |
||
|
Позиционный допуск |
||
|
Допуск пересечения |
||
|
Суммарные |
Допуск Допуск Допуск |
|
|
Допуск |
||
|
Допуск |
||
|
Допуск |
||
|
Примечание — Суммарные допуски Например: — знак суммарного — знак суммарного допуска — знак суммарного |
4.3.
Допуски формы и расположения поверхностей и их значения в электронных моделях
изделий указывают в плоскостях обозначений и указаний в соответствии с ГОСТ
2.052.
4.4.
Числовые значения допусков формы и расположения поверхностей — по ГОСТ
24643.
4.5.
Допуски формы и расположения поверхностей допускается указывать текстом в
технических требованиях, как правило, в том случае, если отсутствует знак вида
допуска.
4.6.
При указании допуска формы и расположения поверхностей в технических
требованиях текст должен содержать:
—
вид допуска;
—
указание поверхности или другого элемента, для которого задается допуск (для этого
используют буквенное обозначение или конструктивное наименование, определяющее
поверхность);
—
числовое значение допуска в миллиметрах;
—
указание баз, относительно которых задается допуск (для допусков расположения и
суммарных допусков формы и расположения);
—
указание о зависимых допусках формы или расположения (в соответствующих
случаях).
4.7.
При необходимости нормирования допусков формы и расположения, не указанных в
графическом документе числовыми значениями и не ограничиваемых другими
указанными в графическом документе допусками формы и расположения, в
технических требованиях должна быть приведена общая запись о неуказанных
допусках формы и расположения со ссылкой на ГОСТ
30893.2.
Например:
«Общие
допуски формы и расположения — по ГОСТ
30893.2 — К» или «ГОСТ
30893.2 — К» (К — класс точности общих допусков формы и расположения по ГОСТ
30893.2).
Допуск — круглость
Термины, определения и условные обозначения, относящиеся к отклонениям и допускам формы номинально цилиндрических поверхностей, приведены в табл. 2.16. При нормировании в основном должны применяться допуски, комплексно ограничивающие совокупность отклонений формы либо всей поверхности ( допуск цилиндричности), либо отдельных ее сечений ( допуск круглости, допуск профиля продольного сечения), либо отдельных геометрических элементов поверхности ( допуск прямолинейности образующей или оси) независимо от того, какова будет форма реальной поверхности.
Допуск круглости Т — наибольшее допускаемое значение отклонения от круглости.
|
Примеры условного обозначения требований к плоскостности. |
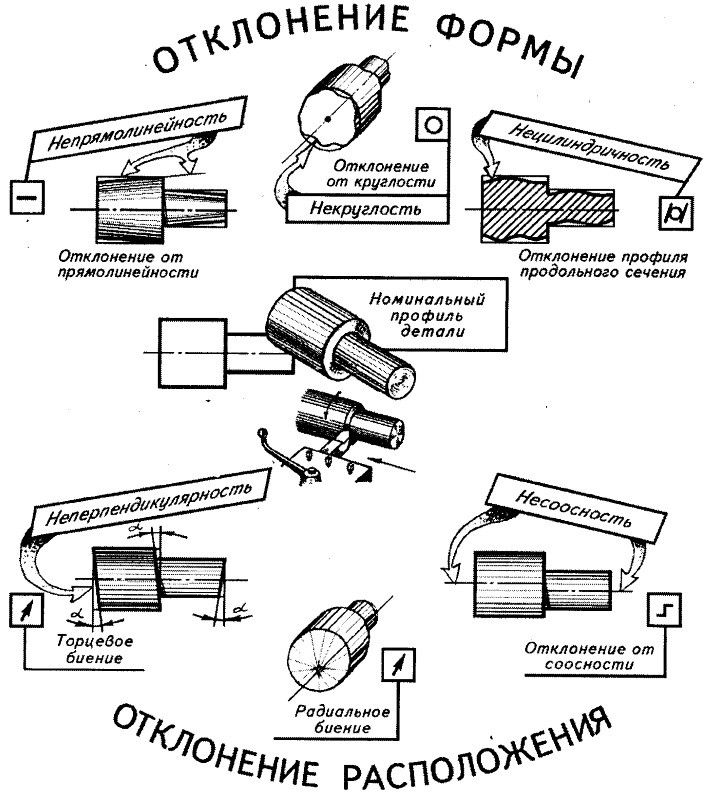
Отклонением от круглости ( рис. 3.10, а) называется наибольшее расстояние А от точек реального профиля до прилегающей окружности. Допуск круглости Т — наибольшее допускаемое значение отклонения от круглости.
|
Отклонения формы цилиндрических поверхностей в поперечном сечении. |
Допуск круглости Т — наибольшее допускаемое значение отклонения от круглости.
Поле допуска круглости — область на плоскости, перпендикулярной оси поверхности вращения или проходящая через центр сферы, ограниченная двумя концентрическими окружностями, отстоящими одна от другой на расстоянии, равном допуску круглости.
|
Схемы контроля зубчатых колес. |
Допуск циликдричности и круглости отверстий проверяют индикаторным нутромером, измеряя в трех сечениях, равномерно расположенных по длине отверстия. При этом в каждом сечении измеряют в двух взаимно-перпендикулярных направлениях допуск круглости. Деталь устанавливают на оправке без зазора, а оправку в центровом приспособлении, на котором помещен индикатор.
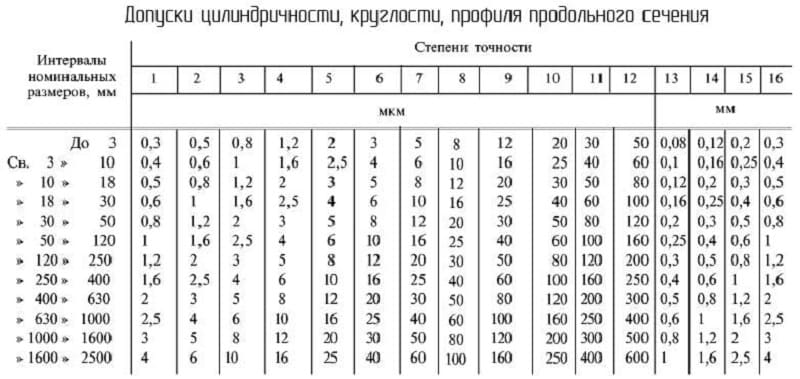
Числовые значения допусков ( предельных отклонений) формы цилиндрических поверхностей даны в табл. 2.18. Ряды допусков распространяются на все виды допусков как для поверхности, так и для сечений и на частные виды отклонений. Необходимые различия в допусках цилиндричности и допусках формы в сечениях ( например, допуске круглости) для одной и той же поверхности обеспечиваются выбором их из различных степеней точности.
Поле допуска круглости — область на плоскости, перпендикулярной оси поверхности вращения или проходящая через центр сферы, ограниченная двумя концентрическими окружностями, отстоящими одна от другой на расстоянии, равном допуску круглости.
У размера 010Н7 заданы три допуска формы расположения, обозначенные в виде трех рамок. Допуск круглостя указан во второй части рамки и равен 0 05 мм. При этом указание базы не требуется. Несмотря на то, что отклонения от круглости входят составной частью в отклонение от цилиндричности, в данном случае для 010Н7 задаются тот и другой допуск, так как отклонения от круглости не могут быть допущены более 0 05 мм, в то время как допуск цилиндричности может быть равен 0 08 мм. Допуск дифференцированного показателя может задаваться наравне с допуском комплексного тогда, когда его значение меньше значения комплексного показателя.
У размера 0 10 / / 7 заданы три допуска формы расположения, обозначенные в виде трех рамок. Значение допуска круглости указано во второй части рамки и равно 0 05 мм. Указание базы, как и с допуском цилиндричности, не требуется. Несмотря на то, что отклонения от круглости входят составной частью в отклонение от цилиндричности, в данном случае для ф 10Я7 задаются тот и другой допуск, так как отклонения от круглости не могут быть допущены более 0 05 мм, в то время как допуск цилиндричности может иметь величину 0 08 мм. Вообще допуск дифференциального показателя может задаваться наравне с допуском комплексного в том случае, когда его величина меньше величины комплексного показателя.
На чертежах допуск круглости обозначается знаком О.
По второму способу устанавливают допуск TDs только в заданном сечении конуса. Этот допуск не органичивает отклонения угла и формы конуса. Допуск формы FT есть сумма допусков круглости поперечного сечения конуса и прямолинейности его образующих.
ПРИЛОЖЕНИЕ А (обязательное)
Отклонения формы, ограничиваемые полем допуска размера или допусками ориентации
А.1 Для элементов с указанными на чертеже предельными отклонениями размеров и неуказанными допусками формы допускаются любые отклонения формы в пределах поля допуска размера рассматриваемого элемента.
Условия, ограничивающие отклонения формы, соответствуют определению предельных размеров по ГОСТ 25346.
А.2 Отклонения формы, ограничиваемые полем допуска размера, и наибольшие значения этих отклонений, возможные при полном использовании допуска размера, приведены в .
Таблица А.1
|
Вид отклонения формы |
Допуск размера, ограничивающий отклонение формы |
Рисунок |
EFmax |
|
1 Отклонение от цилиндричности, круглости и профиля продольного сечения |
Допуск диаметра цилиндрической поверхности ITd |
EFmax = ITd |
|
|
2 Отклонение от плоскостности и прямолинейности |
а) Допуск размера (ширины, толщины) рассматриваемого элемента ITh, |
EFmax = ITh |
|
|
б) Допуск размера между рассматриваемой плоскостью (прямой) и другой плоскостью ITh |
|||
|
Примечание— В таблице приняты следующие обозначения: ЕFтах— наибольшее значение отклонения формы, возможное при полном использовании допуска размера; IT с индексом — допуск размера, указанного индексом. |
A3 Ограничение отклонений формы допуском размера возможно при следующих условиях контроля размера:
— для цилиндрических и плоских элементов (пункты 1 и 2, перечисление а) ) размер элемента (d или h) должен контролироваться по пределу максимума материала (проходному пределу) средством, измерительная поверхность которого имеет форму парной соединяемой детали и длину, равную длине соединения, по пределу минимума материала (непроходному пределу) — двухточечным средством во всех1) точках поверхности или линии;
— для плоских поверхностей (пункт 2, перечисление б) ) размер h (между рассматриваемой поверхностью (прямой) и другой поверхностью, принимаемой за базу) должен контролироваться во всех1) точках рассматриваемой поверхности или линии. Отклонения формы поверхности, принятой за базу при контроле, не выявляются, т.к. эта поверхность заменяется прилегающей плоскостью. При необходимости ее отклонения формы нормируют отдельно.
________
1) Допускается контроль в некоторых характерных точках.
А.4 Для частных видов отклонений формы, указанных в пункте 1 , таких как овальность, огранка с четным числом граней, кону сообразность, бочкообразность и седлообразность, наибольшее возможное отклонение формы равно 0,5 ITd.
А.5 Приведенные в наибольшие отклонения формы учитываются при анализе их влияния на работу изделия и оценке необходимости в назначении отдельного, более жесткого допуска формы. Однако они не должны использоваться изготовителем в качестве допуска формы, т.к. при этом не будет запаса на другие составляющие допуска размера (смещение настройки станка на размер, температурные изменения размера и др.).
А.6 Для элементов, для которых индивидуально указаны допуски ориентации (параллельности, перпендикулярности, наклона), общий допуск плоскостности или прямолинейности равен допуску ориентации, но не должен превышать значений .
А.7 На зарубежных чертежах и в другой технической документации требования по ограничению отклонений формы, установленные в , предполагаются в следующих случаях:
— на чертежах, содержащих ссылку на стандарт ИСО 8015 типа «Tolerancing ISO 8015» («Нанесение допусков по ИСО 8015»):
для элементов, у которых размер с указанными предельными отклонениями дополнен символом (Е), например 40 Н7(Е);
для всех элементов с указанными отклонениями размеров и неуказанными допусками формы, если ссылка на общие допуски дополнена буквой Е, например:
|
«Tolerancing ISO 8015 |
(Нанесение допусков по ИСО 8015 |
|
General tolerances ISO 2768-тК-Е»; |
Общие допуски по ИСО 2768 тК-Е) |
— на чертежах, не содержащих ссылку на стандарт ИСО 8015, для элементов с указанными предельными отклонениями размеров и неуказанными допусками формы.
ОБОЗНАЧЕНИЕ ЗАВИСИМЫХ ДОПУСКОВ
5.1. Зависимые допуски формы и расположения обозначают условным знаком , который помещают:
после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента (черт. а);
после буквенного обозначения базы (черт. б) или без буквенного обозначения в третьей части рамки (черт. г),если зависимый допуск связан с действительными размерами базового элемента;
после числового значения допуска и буквенного обозначения базы (черт. в) или без буквенного обозначения (черт. д),если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов.
5.2. Если допуск расположения или формы не указан как зависимый, то его считают независимым.
Черт. 32
Допуски плоскостности, прямолинейности и параллельности в зависимо от квалитета допуска размера
Допуски в мкм
Интервалы номинальных размеров, мм |
Квалитеты допуска размера |
||||||||||||||||||||||||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||||||||||||
Относительная геометрическая точность |
|||||||||||||||||||||||||||
| А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | |
| ≤ 3 |
2 |
1,2 |
0,8 |
2,5 |
1,6 |
1 |
4 |
2,5 |
1,6 |
6 |
4 |
2,5 |
10 |
6 |
4 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
25 |
|
> 3 ≤ 6 |
2,5 |
1,6 |
1 |
3 |
2 |
1,2 |
5 |
3 |
2 |
8 |
5 |
3 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
|
> 6 ≤ 10 |
2,5 |
1,6 |
1 |
4 |
2,5 |
1,6 |
5 |
3 |
2 |
8 |
5 |
3 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
|
> 10 ≤ 18 |
3 |
2 |
1,2 |
5 |
3 |
2 |
6 |
4 |
2,5 |
10 |
6 |
4 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
25 |
100 |
60 |
40 |
|
> 18 ≤ 30 |
4 |
2,5 |
1,6 |
5 |
3 |
2 |
8 |
5 |
3 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
|
> 30 ≤ 50 |
4 |
2,5 |
1,6 |
6 |
4 |
2,5 |
10 |
6 |
4 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
25 |
100 |
60 |
40 |
160 |
100 |
60 |
|
> 50 ≤ 80 |
5 |
3 |
2 |
8 |
5 |
3 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
|
> 80 ≤ 120 |
6 |
4 |
2,5 |
10 |
6 |
4 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
|
> 120 ≤ 180 |
8 |
5 |
3 |
10 |
6 |
4 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
25 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
|
> 180 ≤ 250 |
8 |
5 |
3 |
12 |
8 |
5 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
25 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
|
> 250 ≤ 315 |
10 |
6 |
4 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
|
> 315 ≤ 400 |
10 |
6 |
4 |
16 |
10 |
6 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
|
> 400 ≤ 500 |
12 |
8 |
5 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
30 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
400 |
250 |
160 |
|
> 500 ≤ 630 |
12 |
8 |
5 |
20 |
12 |
8 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
30 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
400 |
250 |
160 |
|
> 630 ≤ 800 |
16 |
10 |
6 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
500 | 300 | 200 |
|
> 800 ≤ 1000 |
20 |
12 |
8 |
25 |
16 |
10 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
500 | 300 | 200 |
|
> 1000 ≤ 1250 |
20 |
12 |
8 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
30 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
400 |
250 |
160 |
600 | 400 | 250 |
|
> 1250 ≤ 1600 |
25 |
16 |
10 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
500 | 300 | 200 | 800 | 500 | 300 |
|
> 1600 ≤ 2000 |
30 |
20 |
12 |
40 |
25 |
16 |
60 |
40 |
30 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
400 |
250 |
160 |
600 | 400 | 250 | 1000 | 600 | 400 |
|
> 2000 ≤ 2500 |
30 |
20 |
12 |
50 |
30 |
20 |
60 |
40 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
500 | 300 | 200 | 800 | 500 | 300 | 1200 | 800 | 500 |
1 Область применения
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, и устанавливает общие допуски формы и расположения для тех элементов, для которых на чертеже эти допуски не указаны индивидуально (неуказанные допуски формы и расположения).
Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием, если они не предусмотрены другими стандартами и пригодны для этих деталей.
Дополнительные требования, отражающие потребности экономики страны, выделены курсивом (см. ).
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями.
Вид допуска формы и расположения поверхностей должен быть обозначен на чертеже знаками (графическими символами), приведенными в таблице.
|
Группа допусков |
Вид допуска |
Знак |
|
Допуск формы |
Допуск прямолинейности |
|
|
Допуск плоскостности |
||
|
Допуск круглости |
||
|
Допуск цилиндричности |
||
|
Допуск профиля продольного сечения |
||
|
Допуск расположения |
Допуск параллельности |
|
|
Допуск перпендикулярности |
||
|
Допуск наклона |
||
|
Допуск соосности |
||
|
Допуск симметричности |
||
|
Позиционный допуск |
||
|
Допуск пересечения, осей |
||
|
Суммарные допуски формы и расположения |
Допуск радиального биения Допуск торцового биения Допуск биения в заданном направлении |
|
|
Допуск полного радиального биения Допуск полного торцового биения |
||
|
Допуск формы заданного профиля |
||
|
Допуск формы заданной поверхности |
Формы и размеры знаков приведены в обязательном приложении .
Примеры указания на чертежах допусков формы и расположения поверхностей приведены в справочном приложении .
Примечание. Суммарные допуски формы и расположения поверхностей, для которых не установлены отдельные графические знаки, обозначают знаками составных допусков в следующей последовательности: знак допуска расположения, знак допуска формы.
Например:
— знак суммарного допуска параллельности и плоскостности;
— знак суммарного допуска перпендикулярности и плоскостности;
— знак суммарного допуска наклона и плоскостности.
1.2. Допуск формы и расположения поверхностей допускается указывать текстом в технических требованиях, как правило, в том случае, если отсутствует знак вида допуска.
1.3. При указании допуска формы и расположения поверхностей в технических требованиях текст должен содержать:
вид допуска;
указание поверхности или другого элемента, для которого задается допуск (для этого используют буквенное обозначение или конструктивное наименование, определяющее поверхность);
числовое значение допуска в миллиметрах;
указание баз, относительно которых задается допуск (для допусков расположения и суммарных допусков формы и расположения);
указание о зависимых допусках формы или расположения (в соответствующих случаях).
1.4. При необходимости нормирования допусков формы и расположения, не указанных на чертеже числовыми значениями и не ограничиваемых другими указанными в чертеже допусками формы и расположения, в технических требованиях чертежа должна быть приведена общая запись о неуказанных допусках формы и расположения со ссылкой на ГОСТ 25069-81 или другие документы, устанавливающие неуказанные допуски формы и расположения.
Например: 1. Неуказанные допуски формы и расположения — по ГОСТ 25069-81.
2. Неуказанные допуски соосности и симметричности — по ГОСТ 25069-81.
(Введен дополнительно, Изм. № 1).
Допуски формы
Этот вид разрешённых отклонений вызван неточностями обработки, которые происходят из-за реальных возможностей обрабатывающего оборудования.
К ним относятся:
- прямолинейности;
- плоскости;
- не совпадения формы окружности (к ним относятся: круглости; допуск овальности);
- изменение формы цилиндра — допуск цилиндричности.
К первой категории относятся следующие отклонения:
- формы обработанной поверхности (нарушается плоскостная картина, изменяется величина радиуса выточенного вала, нарушается геометрия фигур имеющих плоские грани);
- нарушается параллельность и перпендикулярное расположение поверхностей между собой или соседними деталями;
- проявляется разная шероховатость по длине, поперечному сечению, окружности.
Оценка величины параметров производится сравнением номинальной поверхности (обозначенной на чертеже) и реальной (полученной на станках заданного класса точности). Полученные отклонения и позволяют рассчитать величину требуемого допуска.
Изменение величины радиуса готового изделия по отношению к заданному на чертеже, называется нарушение круглости. Для предотвращения возможных негативных последствий при эксплуатации вводят допуск круглости. При рассмотрении детали в одной из плоскостей определяют необходимый допуск профиля продольного сечения.
Характер взаимного искривления расположения плоскостей подразделяется на следующие виды:
- общей параллельности (сравнивается с линией направленной вдоль поверхности);
- перпендикулярности и пересечения осей (проверяется сохранение прямого угла на всём протяжении поверхностей);
- наклона;
- симметрии (по отношению к выбранной оси).
Допуск плоскостности определяет величину разрешённого отклонения от обозначенного уровня. Основной характеристикой служит так называемое поле допуска. Его обозначают в выбранной области, которая расположена между плоскостями, для которых необходимо соблюдать строгие параметры параллельности. Расстояние до поверхности определяется существующими стандартами. Контроль отклонения этих параметров от заданных на чертеже обозначается на профилограмме.
ПРИЛОЖЕНИЕ 1
Справочное
ОСНОВНЫЕ
ЗАКОНОМЕРНОСТИ ПОСТРОЕНИЯ РЯДОВ ЧИСЛОВЫХ ЗНАЧЕНИЙ
ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
1. В качестве
основного ряда числовых значений допусков формы и расположения (табл. 1)
принят ряд предпочтительных чисел R10 с округлением некоторых
значений (3,2 округлено до 3 и 6,3 до 6) до чисел, удобных для отсчета по
шкалам измерительных приборов.
2. Ряды числовых
значений отдельных видов допусков формы или расположения по степеням точности
образованы из числовых значений основного ряда.
3. Для каждого
вида допусков формы или расположения (для которых предусмотрены степени
точности) установлено 16 степеней точности.
4. Числовые
значения допусков формы и расположения от одной степени к другой изменяются с
коэффициентом возрастания 1,6, соответствующим ряду R5, а в пределах
одной степени точности — от одного интервала номинальных размеров к другому по
ряду R10.
5. Числовые
значения допусков плоскостности и прямолинейности (табл. 2) в пределах одной
степени точности изменяются пропорционально ,
где L — среднее
геометрическое крайних значений интервала номинальных размеров (длин). Для
обеспечения этой закономерности интервалы номинальных размеров приняты по ряду R5.
6. Числовые
значения допусков цилиндричности, круглости, профиля продольного сечения (табл.
3) в
пределах одной степени точности изменяются пропорционально для размеров до 250 мм и
пропорционально для размеров
свыше 400 мм, где D — среднее
геометрическое крайних значений интервала номинальных размеров (диаметров).
Принятые закономерности близки к установленным формулами единицам допусков
размеров по ГОСТ
25346-89, что облегчает увязку допусков формы с допусками размера. С этой
же целью границы интервалов номинальных размеров в табл. 3
согласованы с интервалами номинальных размеров, принятыми в системе допусков на
размеры (при размерах до 50 мм интервалы табл. 3 соответствуют интервалам,
принятым в ГОСТ
25346-89, а при размерах свыше 50 мм получены попарным объединением
интервалов по ГОСТ
25346-89).
7. Числовые
значения допусков параллельности, перпендикулярности, наклона, торцевого биения
и полного торцевого биения (табл. 4) в пределах одной степени точности изменяются
пропорционально . Для
обеспечения этой закономерности интервалы номинальных размеров приняты по ряду R5 и полностью
соответствуют интервалам номинальных длин, принятым в ГОСТ 8909-81 на допуски
углов. Они совпадают также с интервалами номинальных размеров по табл. 2,
что облегчает взаимную увязку допуском формы и расположения плоских элементов.
8. Числовые
значения допусков радиального биения и полного радиального биения, а также
допусков соосности, симметричности, пересечения осей в диаметральном выражении
(табл. 5)
в пределах одной степени точности изменяются пропорционально для размеров до 250 мм и
пропорционально для размеров
свыше 250 мм. Границы интервалов номинальных размеров в табл. 5 согласованы с
интервалами номинальных размеров и табл. 3, что облегчает взаимную увязку
допусков формы, расположения и допуска размера цилиндрических элементов.
Назначение
допусков в диаметральном выражении является предпочтительным.
9. Числовые
значения допусков соосности, симметричности, пересечения осей в радиусном
выражении (табл. 6) получены делением пополам числовых значений
табл. 5 с последующим
округлением их до ближайшего числа из основного ряда числовых значений допусков
по табл. 1.
10. Числовые
значения для отдельных видов допусков формы и расположения при одинаковых
степенях точности, указанные в одной таблице или в разных таблицах,
непосредственно не связаны между собой.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
РЕКОМЕНДУЕМЫЕ
СООТНОШЕНИЯ МЕЖДУ ДОПУСКАМИ ФОРМЫ
И РАСПОЛОЖЕНИЯ И ДОПУСКОМ РАЗМЕРА
1. Настоящее
приложение содержит рекомендуемые соотношения между допуском формы или
расположения и допуском размера для тех видов допусков формы и расположения,
которые являются составной частью допуска размера на основе истолкования
предельных размеров по ГОСТ
25346-89.
2. Допуски
цилиндричности, круглости, профиля продольного сечения, плоскостности,
прямолинейности и параллельности назначаются в тех случаях, когда они должны
быть меньше допуска размера.
Исключение
составляют случаи, когда истолкование предельных размеров отличается от
установленного в ГОСТ
25346-89,
например, для поверхностей несопрягаемых или легкодеформируемых элементов. В
этих случаях допуск формы или расположения может и не быть составной частью
допуска размера, а его числовое значение может превышать допуск размера.
3. Рекомендуются
следующие уровни относительной геометрической точности, которые характеризуются
соотношением между допуском формы или расположения и допуском размера:
А — нормальная
относительная геометрическая точность (для допуска формы или расположения
используется примерно 60 % от допуска; размера):
B — повышенная
относительная геометрическая точность (для допуска формы или расположения
используется примерно — 25 % от допуска размера):
С — высокая
относительная геометрическая точность (для допуска формы или расположения
используется примерно 25 % от допуска размера).
Указанные уровни
относительной геометрической точности не исключают возможности в обоснованных
случаях назначать допуск формы или расположения, для которого используется
менее 25 % от допуска размера.
4. Допуски
цилиндричности, круглости и профиля продольного сечения, соответствующие
уровням A, В и С
относительной геометрической точности в зависимости от квалитета допуска
размера, приведены в табл. 1.
Примечание. Допуски формы цилиндрических
поверхностей, соответствующие уровням A,
В и С относительной геометрической точности, составляют примерно 30, 20 и 12 %
от допуска размера, т.к. допуск формы ограничивает отклонение радиуса, а допуск
размера — отклонение диаметра поверхности.
5 Общие допуски формы
5.1 Отклонения формы для элементов с указанными на чертеже предельными отклонениями размеров в соответствии с ГОСТ 25346 должны быть ограничены в пределах поля допуска размера ().
5.2 Общие допуски прямолинейности и плоскостности для элементов с не указанными на чертеже предельными отклонениями (общими допусками) размеров приведены в .
Дополнительные требования по ограничению общего допуска прямолинейности и плоскостности для элементов с указанными на чертеже допусками ориентации (параллельности, перпендикулярности, наклона) приведены в .
Размеры в миллиметрах
|
Класс точности |
Общие допуски прямолинейности и плоскостности для интервалов номинальных длин |
|||||
|
до 10 |
св. 10 до 30 |
св. 30 до 100 |
св. 100 до 300 |
св. 300 до 1000 |
св. 1000 до 3000 |
|
|
Н |
0,02 |
0,05 |
0,1 |
0,2 |
0,3 |
0,4 |
|
К |
0,05 |
0,1 |
0,2 |
0,4 |
0,6 |
0,8 |
|
L |
0,1 |
0,2 |
0,4 |
0,8 |
1,2 |
1,6 |
|
Примечание — Допуск прямолинейности выбирается исходя из длины элемента, а плоскостности — по длине большей стороны поверхности или ее диаметру, если поверхность ограничена круговым контуром. |
5.3 Общий допуск круглости для элементов с не указанными на чертеже предельными отклонениями размеров равен допуску на диаметр, но не должен превышать общего допуска на радиальное биение (6.4).
4 Общие положения
4.1 Общие допуски формы и расположения поверхностей по настоящему стандарту применяются, если на чертеже или в другой технической документации имеется ссылка на настоящий стандарт в соответствии с .
Принципы назначения общих допусков формы и расположения изложены в .
4.2 Общие допуски формы и расположения установлены по трем классам точности. При выборе класса точности следует учитывать обычную точность соответствующего производства. Если необходимы меньшие допуски или допустимы и экономически выгодны большие допуски, то эти допуски должны быть указаны непосредственно для соответствующих элементов согласно ГОСТ 2.308.
4.3 Значения общих допусков формы и расположения применяются независимо от действительных размеров рассматриваемых и базовых элементов (допуски являются независимыми).
4.4 Общие допуски цилиндричности, профиля продольного сечения, наклона, перекоса осей, позиционные, полного радиального и полного торцового биения, формы заданного профиля и формы заданной поверхности не устанавливаются. Отклонения этих видов косвенно ограничиваются допусками на линейные и угловые размеры или другими видами допусков формы и расположения, в том числе и общими. Если такого ограничения недостаточно, то перечисленные виды допусков должны указываться на чертеже непосредственно для соответствующих элементов.
Виды допусков расположения
Соблюдение всех размеров, разрешённых отклонений, указанных на рабочих чертежах, определяет качественную и долговечную работу собранного агрегата. С этой целью задают допуски расположения. Они определяют взаимное ориентирование и расстояния между отдельными плоскостями соседних деталей. К ним относятся следующие параметры:
- параллельности и перпендикулярности;
- угла наклона образованного поверхностями двух соседних деталей;
- соосности (стабильность расстояний между валами);
- пересечение осей;
- симметричности (степень сохранения симметрии одной части детали относительно другой).
Допуск расположения необходим при сборке отдельных деталей устанавливаемых в готовый агрегат. Его делят на две категории: зависимый и независимый.
Отклонения и допуски расположения
От точного места взаимного расположения отдельных деталей зависит его правильное и длительное функционирование. Обеспечение правильности сборки определяет допуск расположения. Он устанавливает приемлемое ограничение параметров соседних поверхностей. Это ограничение задаётся специально выделенным полем. Отклонения расположения соседних поверхностей могут быть независимы друг от друга.
Суммарные допуски
Все виды разрешённых отклонений, указываются для конкретной части изделия. Отмеченные данные суммируются. Полученный результат называется суммарным допуском. К нему относятся:
- параметры различных биений (радиального, торцового);
- результирующие характеристики формы обработанной заготовки.
Итоговое значение определяется как расположение контрольных точек вдоль заданной прямой или линии более высокого порядка.
Зависимые допуски
Эта категория объединяет разрешённые отклонения, для которых допускается их превышение на определённую величину. Величина этого превышения должна соответствовать разрешённой разнице параметра между реальной поверхностью и выбранной базой. Зависимый допуск расположения вычисляется на основании разработанных формул, на основании указанных значений. Альтернативой этому параметру является независимый допуск. Его значение всегда является постоянной величиной, не зависит от других параметров. Обозначение обоих видов отклонений производится на соответствующих сносках.
Допуски плоскостности, прямолинейности и параллельности в зависимо от квалитета допуска размера
Допуски в мкм
Интервалы номинальных размеров, мм |
Квалитеты допуска размера |
||||||||||||||||||||||||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||||||||||||
Относительная геометрическая точность |
|||||||||||||||||||||||||||
| А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | А | В | С | |
| ≤ 3 |
2 |
1,2 |
0,8 |
2,5 |
1,6 |
1 |
4 |
2,5 |
1,6 |
6 |
4 |
2,5 |
10 |
6 |
4 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
25 |
|
> 3 ≤ 6 |
2,5 |
1,6 |
1 |
3 |
2 |
1,2 |
5 |
3 |
2 |
8 |
5 |
3 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
|
> 6 ≤ 10 |
2,5 |
1,6 |
1 |
4 |
2,5 |
1,6 |
5 |
3 |
2 |
8 |
5 |
3 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
|
> 10 ≤ 18 |
3 |
2 |
1,2 |
5 |
3 |
2 |
6 |
4 |
2,5 |
10 |
6 |
4 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
25 |
100 |
60 |
40 |
|
> 18 ≤ 30 |
4 |
2,5 |
1,6 |
5 |
3 |
2 |
8 |
5 |
3 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
|
> 30 ≤ 50 |
4 |
2,5 |
1,6 |
6 |
4 |
2,5 |
10 |
6 |
4 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
25 |
100 |
60 |
40 |
160 |
100 |
60 |
|
> 50 ≤ 80 |
5 |
3 |
2 |
8 |
5 |
3 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
|
> 80 ≤ 120 |
6 |
4 |
2,5 |
10 |
6 |
4 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
|
> 120 ≤ 180 |
8 |
5 |
3 |
10 |
6 |
4 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
25 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
|
> 180 ≤ 250 |
8 |
5 |
3 |
12 |
8 |
5 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
25 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
|
> 250 ≤ 315 |
10 |
6 |
4 |
12 |
8 |
5 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
|
> 315 ≤ 400 |
10 |
6 |
4 |
16 |
10 |
6 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
|
> 400 ≤ 500 |
12 |
8 |
5 |
16 |
10 |
6 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
30 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
400 |
250 |
160 |
|
> 500 ≤ 630 |
12 |
8 |
5 |
20 |
12 |
8 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
30 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
400 |
250 |
160 |
|
> 630 ≤ 800 |
16 |
10 |
6 |
20 |
12 |
8 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
500 | 300 | 200 |
|
> 800 ≤ 1000 |
20 |
12 |
8 |
25 |
16 |
10 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
500 | 300 | 200 |
|
> 1000 ≤ 1250 |
20 |
12 |
8 |
25 |
16 |
10 |
40 |
25 |
16 |
60 |
40 |
30 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
400 |
250 |
160 |
600 | 400 | 250 |
|
> 1250 ≤ 1600 |
25 |
16 |
10 |
30 |
20 |
12 |
50 |
30 |
20 |
80 |
50 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
500 | 300 | 200 | 800 | 500 | 300 |
|
> 1600 ≤ 2000 |
30 |
20 |
12 |
40 |
25 |
16 |
60 |
40 |
30 |
100 |
60 |
40 |
160 |
100 |
60 |
250 |
160 |
100 |
400 |
250 |
160 |
600 | 400 | 250 | 1000 | 600 | 400 |
|
> 2000 ≤ 2500 |
30 |
20 |
12 |
50 |
30 |
20 |
60 |
40 |
30 |
120 |
80 |
50 |
200 |
120 |
80 |
300 |
200 |
120 |
500 | 300 | 200 | 800 | 500 | 300 | 1200 | 800 | 500 |