Допуски формы и расположения поверхностей
Содержание:
- Назначения допусков формы и расположения
- 6 Задачи к теме 7(шпоночные соединения)
- Зависимые допуски
- Посадки
- 7.5 Образование полей допусков
- ПРИЛОЖЕНИЕ 1 (справочное). ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ПОСТРОЕНИЯ РЯДОВ ЧИСЛОВЫХ ЗНАЧЕНИЙ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
- Размеры, допуск.
- 8.3 Основные положения есдп сэв
- Определение — допустимый размер
- 7.4 Ряд основных отклонений
- Технология
- § 6. Отклонения и допуски на размеры деталей
- Основное отклонение — вал
Назначения допусков формы и расположения
Основные положения, поясняющие назначение каждого из них, приведены в ГОСТ 24643-81. Допуски формы и расположения поверхностей позволяют выбрать способ, инструмент, порядок для обработки. Кроме этого допуски формы и расположения поверхностей определяют условия эксплуатации отдельных изделий составляющих конкретный механизм, его надёжность и долговечность.
Числовые значения допусков формы
В современном стандарте для точности обработки утверждено 16 классов. Их числовые значения возрастают от одного класса к другому. Прирост точности происходит в 1,6 раза. Стандарт определяет три основных уровня, которые обозначаются заглавными буквами латинского алфавита: «А», «В» и «С». Каждый из уровней определяет следующие положения:
- первой (литера А) признаётся нормальная точность, которая составляет не менее 60 % от погрешностей всех указанных размеров;
- вторая геометрическая точность (литера В) относится к категории повышенной точности (обычно она равна около 40% допусков для всех применяемых деталей);
- наивысшей степенью точности является третий уровень (литера С), которая не превышает 25% от всех использованных погрешностей.
Числовые значения допусков формы цилиндрических поверхностей, устанавливаются для каждого из трёх уровней. Согласно стандарту они не должны превышать 30% для первого уровня, 20% для второго и 12% для третьего. Это связано с применяемыми ограничениями при отклонении радиуса изделия, с помощью указания места расположения установленного размера.
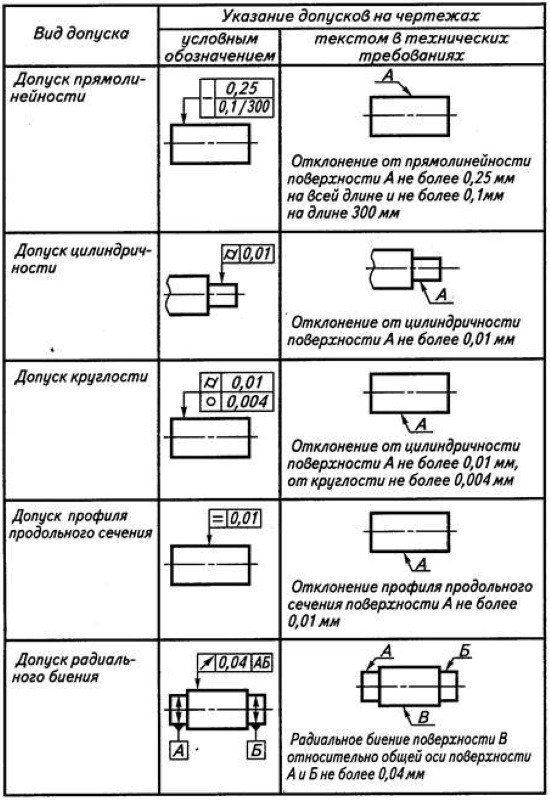
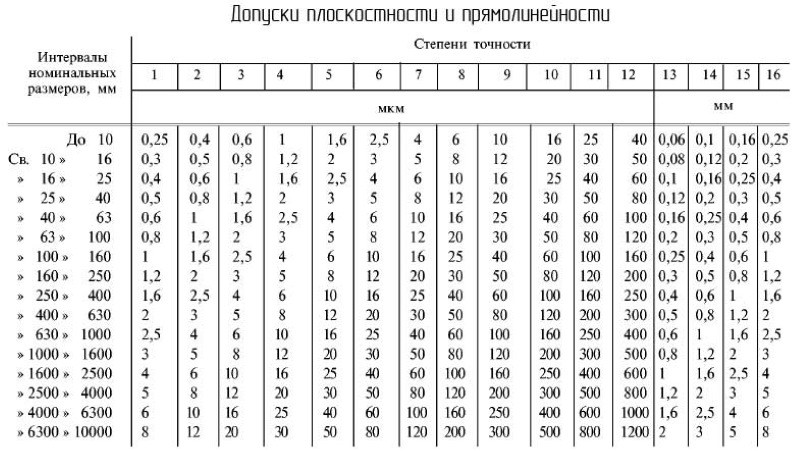
Допуски плоскости и прямолинейности
Оценка соблюдения параметров плоскости осуществляется путём сравнения с характеристиками выбранной базой. Базой служит отдельный элемент детали, которые однозначно считают плоскими. Характер и расположение прямолинейного участка уточняется по результатам сравнения со своей базой. Каждый из разрешённых изменений обозначается установленным значком. В сноске к этому знаку указывают расположение и величину установленного отклонения. Допуск устанавливается для линий и плоскостей различного порядка. Все разрешённые изменения размеров объединяют единым полем. Общепризнанными изменения характера прямолинейности считаются выпуклость и вогнутость. Расположение и параметры отклонения от заданной плоскости обозначаются аббревиатурой (EFE). Для описания характеристик прямолинейности приняты показатели, входящие в единый комплект, обозначаемый (EFL).

Допуски круглости, цилиндричности профиля продольного сечения
Под понятием цилиндричности понимают сходство изготовленного изделия с параметрами аналогичного цилиндра. Его диаметр, длина, расположение должны соответствовать указанным в технической документации. Для сравнения выбирают цилиндр с прилегающей (контрольной) поверхностью, имеющей меньший диаметр. Он может быть свободно вписан в реальную внутреннюю поверхность. Установленные отклонения от цилиндричности позволяют установить соответствие обработанной детали заданной форме. Расположение указанных отклонений определяют конечный вид изделия, её место установки в агрегате после сборки. Это служит главным отличием от изменений профиля продольного сечения и так называемой круглости. Они задают только один параметр отклонения от точек расположенных на заготовке. Под отклонением от так называемой круглости понимают наибольшее расстояние, задающее расположение точек на поверхности детали по отношению к прилегающей окружности. Под этой окружностью понимают окружность с большим радиусом, описанную вокруг наружной поверхности вращения, с минимальным диаметром, который устанавливает самое близкое расположение между точками этих окружностей. Наиболее встречаемыми отклонениями являются овальность и огранка.
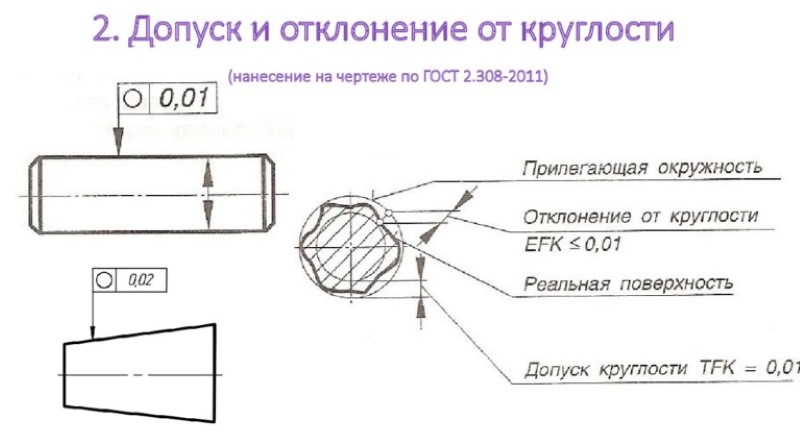
Контроль величины этих изменений производится с помощью специальных измерительных устройств. К ним относятся: специальные шаблоны, координатно-измерительные машины, так называемые «кругломеры».
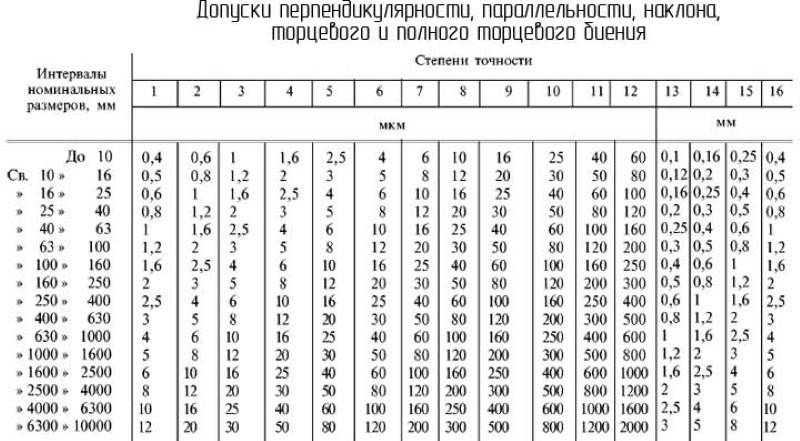
Допуски перпендикулярности, параллельности, наклона торцевого биения
В процессе эксплуатации элементов конструкции агрегата, имеющего цилиндрическую форму, наблюдается эффект так называемого торцевого биения. Предотвращения негативных последствий устраняется установлением разрешённых отклонений от утверждённых размеров. Эти значения наносятся на протяжении всей заготовки.
Допуск устанавливает величину и характер торцевого биения. Для отдельных случаев его величину задают относительно наибольшего диаметра торцевой поверхности, расположенной в готовом агрегате.
6 Задачи к теме 7(шпоночные соединения)
Для шпоночных соединений с
призматическими шпонками подобрать номинальные размеры шпонок и пазов под них.
Назначить посадки и предельные отклонения на все детали соединения. Определить
предельные зазоры и натяги между деталями. Построить схемы полей допусков.
|
Вариант |
Диаметр вала, мм |
Длина шпонки L, мм |
Поле допуска шпонки |
Поле допуска паза |
Поле допуска паза |
|
10 |
100 |
220 |
h9 |
P9 |
P9 |
1) По
таблицам ГОСТ 23360 – 78 находим размеры:
ширина шпонки b = 28 мм;
высота шпонки h = 16 мм; глубина паза на валу t1
= 10 мм; глубина паза во втулке t2 = 6,4 мм.
2) По таблице для призматических
шпонок при нормальном соединении
Зависимые допуски
Эта категория объединяет разрешённые отклонения, для которых допускается их превышение на определённую величину. Величина этого превышения должна соответствовать разрешённой разнице параметра между реальной поверхностью и выбранной базой. Зависимый допуск расположения вычисляется на основании разработанных формул, на основании указанных значений. Альтернативой этому параметру является независимый допуск. Его значение всегда является постоянной величиной, не зависит от других параметров. Обозначение обоих видов отклонений производится на соответствующих сносках.
Посадки
Соединяя вал и отверстие одного и того же номинального размера, можно получить в зависимости от величины зазора или натяга различный характер соединения, называемый посадкой.
«Посадка определяет характер соединения двух вставленных одна в другую деталей и обеспечивает в той или иной степени, за счёт разности фактических размеров, свободу их относительного перемещения или прочность их неподвижного соединения»
Таким образом посадка в зависимости от того, будет ли зазор или натяг и в зависимости от их величин даёт возможность валу свободно двигаться в отверстии или, наоборот, даёт неподвижное соединение вала с отверстием. Все посадки в связи с этим разделяют на две основные группы:
1) посадки подвижные, обеспечивающие возможность относительного перемещения соединённых деталей во время их работы; эта возможность обеспечивается наличием зазоров;
2) посадки неподвижные, при которых соединённые детали во время их работы не должны перемещаться одна относительно другой, что достигается наличием натягов.
Каждая из этих двух основных групп подразделяется на ряд отдельных посадок, характеризующихся большим или меньшим натягом (посадки неподвижные), или большим или меньшим зазором (посадки подвижные); соответственно характеру, им и даны названия. Располагая посадки в таком порядке, что первая в группе неподвижных будет с наибольшим натягом, а последняя в группе подвижных с наибольшим зазором, получим ряд, в который входит двенадцать посадок:
Неподвижные посадки
1) горячая посадка,
2) прессовая посадка,
3) легко-прессовая посадка,
4) глухая посадка,
5) тугая посадка,
6) напряжённая посадка,
7) плотная посадка.
Подвижные посадки
1) посадка скольжения,
2) посадка движения,
3) ходовая посадка,
4) легко-ходовая посадка,
5) широко-ходовая посадка.
К группе подвижных относится посадка скольжения, которая по своему характеру находится на границе посадок неподвижных и подвижных; у ней наименьший зазор равен нулю. В нашей системе эта посадка отнесена к подвижным потому, что в среднем у неё имеется зазор.
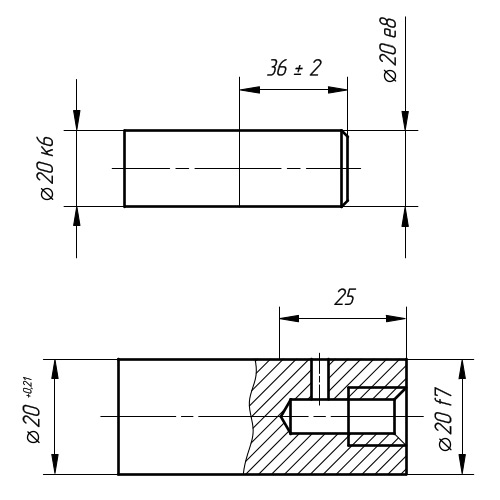
7.5 Образование полей допусков
Поля допусков
образуются комбинированием основного
отклонения и номера квалитета точности.
ПРИМЕР:
40F7
40 — номинальный
размер;
F7
— поле допуска (поле допуска отверстия
7 — го квалитета точности с основным
отклонением F).
Комбинация
буквы и цифры является своеобразным
шифром, который позволяет в очень
компактной форме задавать границы
годности размеров.
Зная шифр по таблице полей допусков
ГОСТ 25347-82 можно отыскать величины
предельных отклонений.
ПРИМЕР:
установить границы годности для поля
допуска 36e7.
По ГОСТ 25347 — 82
es
= — 0,050 мм
ei
= — 0.075 мм
dmax
= dN
+
es = 36 + (- 0,050) = 36 — 0,050 = 35,950 мм
dmin
= dN
+
ei = 36 + (- 0,075) = 36 — 0,075 = 35,925 мм
Единая
система допусков и посадок позволяет
создать около 500 полей допусков, как
отверстий, так и валов. Такое многообразие
полей является положительным явлением
с точки зрения конструктора. Однако
может привести к неоправданному
увеличению ассортимента технологической
оснастки.
Из
всего многообразия возможных сочетаний
основных отклонений и квалитетов
точности был произведен ограничительный
отбор полей допусков, который подразделяется
на:
— поля допусков
предпочтительного применения;
— поля допусков
основного отбора;
— поля допусков
дополнительного отбора.
Конструкторам
при проектировании предписывается
использовать поля предпочтительного
и основного отбора и лишь в исключительных,
технически обоснованных случаях поля
дополнительного отбора, причем такое
решение должно быть обязательно
согласовано с технологической службой
предприятий.
В
случае необходимости разрешается
создавать нестандартное поле допуска,
то есть не вошедшее ни в один из выше
перечисленных.
ПРИМЕР:
Определить предельные отклонения для
нестандартного поля допуска детали,
имеющего размер 2,2
А 13.
|
Размер |
Основн. |
Допуск |
|
1…3 |
+270 |
140 мкм |
Так
как
IT
= ES — EI, то
ES = IT + EI
ES
= 140 + 270 = + 410 мкм
ПРИЛОЖЕНИЕ 1 (справочное). ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ПОСТРОЕНИЯ РЯДОВ ЧИСЛОВЫХ ЗНАЧЕНИЙ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
ПРИЛОЖЕНИЕ 1Справочное
ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ПОСТРОЕНИЯ РЯДОВ ЧИСЛОВЫХ ЗНАЧЕНИЙ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
1. В качестве основного ряда числовых значений допусков формы и расположения (табл.1) принят ряд предпочтительных чисел R10 с округлением некоторых значений (3,2 округлено до 3 и 6,3 до 6) до чисел, удобных для отсчета по шкалам измерительных приборов.
2. Ряды числовых значений отдельных видов допусков формы или расположения по степеням точности образованы из числовых значений основного ряда.
3. Для каждого вида допусков формы или расположения (для которых предусмотрены степени точности) установлено 16 степеней точности.
4. Числовые значения допусков формы и расположения от одной степени к другой изменяются с коэффициентом возрастания 1,6, соответствующим ряду R5, а в пределах одной степени точности — от одного интервала номинальных размеров к другому по ряду R10.
5. Числовые значения допусков плоскостности и прямолинейности (табл.2) в пределах одной степени точности изменяются пропорционально , где — среднее геометрическое крайних значений интервала номинальных размеров (длин). Для обеспечения этой закономерности интервалы номинальных размеров приняты по ряду R5.
6. Числовые значения допусков цилиндричности, круглости, профиля продольного сечения (табл.3) в пределах одной степени точности изменяются пропорционально для размеров до 250 мм и пропорционально для размеров свыше 400 мм, где — среднегеометрическое крайних значений интервала номинальных размеров (диаметров). Принятые закономерности близки к установленным формулами единицам допусков размеров по ГОСТ 25346-89, что облегчает увязку допусков формы с допусками размера. С этой же целью границы интервалов номинальных размеров в табл.3 согласованы с интервалами номинальных размеров, принятыми в системе допусков на размеры (при размерах до 50 мм интервалы табл.3 соответствуют интервалам, принятым в ГОСТ 25346-89, а при размерах свыше 50 мм получены попарным объединением интервалов по ГОСТ 25346-89).
7. Числовые значения допусков параллельности, перпендикулярности, наклона, торцевого биения и полного торцевого биения (табл.4) в пределах одной степени точности изменяются пропорционально . Для обеспечения этой закономерности интервалы номинальных размеров приняты по ряду R5 и полностью соответствуют интервалам номинальных длин, принятым в ГОСТ 8909-81 на допуски углов. Они совпадают также с интервалами номинальных размеров по табл.2, что облегчает взаимную увязку допусков формы и расположения плоских элементов.
8. Числовые значения допусков радиального биения и полного радиального биения, а также допусков соосности, симметричности, пересечения осей в диаметральном выражении (табл.5) в пределах одной степени точности изменяются пропорционально для размеров до 250 мм и пропорционально для размеров свыше 250 мм. Границы интервалов номинальных размеров в табл.5 согласованы с интервалами номинальных размеров в табл.3. что облегчает взаимную увязку допусков формы, расположения и допуска размера цилиндрических элементов.Назначение допусков в диаметральном выражении является предпочтительным.
9. Числовые значения допусков соосности, симметричности, пересечения осей в радиусном выражении (табл.6) получены делением пополам числовых значений табл.5 с последующим округлением их до ближайшего числа из основного ряда числовых значений допусков по табл.1.
10. Числовые значения для отдельных видов допусков формы и расположения при одинаковых степенях точности, указанные в одной таблице или в разных таблицах, непосредственно не связаны между собой.
Размеры, допуск.
Размер
—
это числовое значение линейной величины
(диаметра, длины и т. д.) в выбранных
единицах измерения.
Нулевая
линия
— линия, соответствующая номинальному
размеру
Действительный
размер —
размер
элемента, установленный измерением с
допускаемой
погрешностью измерения.
Предельные
размеры —
два
предельно допустимых размера элемента,
между которыми должен находиться (или
которым может быть равен) действительный
размер.
Номинальный
размер —
размер,
относительно которого определяются
отклонения, и который
служат точкой отсчета отклонений.
Допуск
размера (T)
–
алгебраическая разность между наибольшим
и наименьшим предельными размерами. T
– определяет величину рассеивания
годных деталей в партии.
Поле
допуска —
поле, ограниченное наибольшим и наименьшим
предельными размерами и определяемое
величиной допуска и его положением
относительно номинального размера.
Поле допуска определяется его величиной
и положением относительно номинального
размера.
Квалитет
— совокупность допусков,
соответствующих одинаковой степени
точности для всех номинальных размеров.
Чем больше номер квалитета, тем меньше
точность.
Выбор
квалитета точности
При
выборе квалитета точности кроме
эксплуатационных требований следует
учитывать производственные возможности,
себестоимость изготовления деталей.
Назначение высоких квалитетов точности
требует серьезного обоснования
8.3 Основные положения есдп сэв
Единая
система допусков и посадок в СССР
представлена стандартами ГОСТ 25346—82
(СТ СЭВ 145—75) и ГОСТ 25347-82 (СТ СЭВ 144—75).
В состав ЕСДП СЭВ входит три группы
посадок: с зазором, с натягом и переходные
(рис. 12).
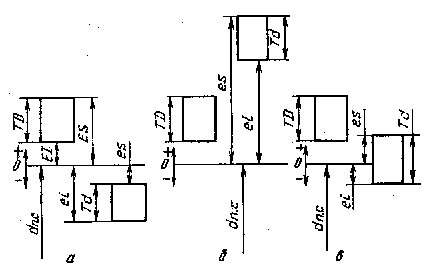
Рис.
12. Группы посадок:
а
— с зазором; б
— с натягом; в
— переходная.
В
посадках с зазором поле допуска
отверстия расположено над полем допуска
вала, в посадках с натягом поле допуска
вала расположено над полем допуска
отверстия. В переходных посадках поля
допусков отверстия и вала перекрываются.
Посадки
с зазором
должны обеспечивать наименьший зазор
между валом и отверстием. Такой зазор
обусловливает создание жидкостного
трения в процессе эксплуатации соединения,
а в прецизионных парах — также точное
центрирование и равномерное вращение
вала.
Посадки
с натягом
позволяют точно центрировать детали и
передавать в процессе длительной
эксплуатации заданный крутящий
момент или осевое усилие.
Переходные
посадки
дают возможность получить в соединении
как зазоры, так и натяги в зависимости
от предельных размеров сопрягаемых
деталей.
Посадки всех трех
групп получают, изменяя положение
полей допусков сопрягаемых деталей.
Однако в экономическом и техническом
отношениях удобнее получать посадки
изменением положения поля допуска или
вала или отверстия.
Основная
— это такая деталь, поля допуска которой
зависят от вида посадки. В системе
допусков и посадок СЭВ основными
деталями служат отверстия и валы. Поле
допуска основной детали является
базовым для образования посадок.
Основное
— это отверстие, нижнее отклонение
которого равно нулю, т. е. EI
= 0.
Основной
— это вал, верхнее отклонение которого
равно нулю, т. е. es
= 0.
Характеристикой
расположения поля допуска ЕСДП СЭВ
служит знак и числовое значение основного
отклонения.
Основное
отклонение
— одно из двух предельных отклонений
размера (верхнего или нижнего), находящееся
ближе к нулевой.
В
ЕСДП СЭВ входит два ряда посадок: в
системе отверстия и в системе вала.
Система
отверстия
— система, в которой посадки образуются
соединением различных валов с основным
отверстием (рис. 13, /).
Система
вала
— система, в которой посадки образуются
соединением различных отверстий с
основным валом (рис. 13, II).
Системой
допусков и посадок СЭВ устанавливается
четыре диапазона номинальных размеров:
до 1 мм, 1…500, 500. ..3150, 3150. ..10000 мм. Благодаря
такому делению учитываются специфические
особенности образования посадок в
различных диапазонах размеров
соединений. Группы размеров состоят из
основных и промежуточных интервалов.
Размеры 1…500 мм делятся на 13 интервалов
(1…3, 3.. .6, 6. ..10 и т. д.). Начиная с 10 мм,
основные интервалы разбиты на
промежуточные (10.. .14, 14.. .18 и т. д.).
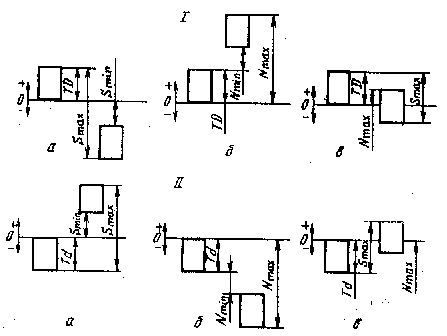
Рис.
13. Различные посадки:
I
– в системе отверстия; // — в системе
вала; а
— с зазором;
б
— с натягом; в
— переходная.
Единица
допуска
выражает зависимость допуска от
номинального размера. Для размеров до
500 мм
 (16)
(16)
где
Di
— среднее геометрическое граничных
значений интервала, в котором находится
данный размер.

(17)
Квалитет
(от немецкого Qualitat
— качество) — это степень точности.
Всего в ЕСДП СЭВ предусмотрено 19
квалитетов, обозначаемых порядковым
номером, возрастающим с увеличением
допуска: 01, 0, 1, 2, 3,…, 17 (номера 01 и 0
соответствуют двум наиболее точным
квалитетам, введенным в систему ИСО
после введения 1-го квалитета). Сокращенно
допуск по одному из квалитетов
обозначают латинскими буквами и номером
квалитета, например IT9
— допуск по 9-му квалитету.
Допуск
выражается определенным, постоянным
для данного квалитета числом единиц
допуска а:IT=ia
(для размеров до 500 мм).
В
таблицах 4 и 5 приведены значения Di,
i
и
а.
Таблица
4. Значения Di
и i
|
Интервалы свыше до |
3 |
3 6 |
6 10 |
10 18 |
18 30 |
30 50 |
50 80 |
80 120 |
120 180 |
180 250 |
250 315 |
315 400 |
400 500 |
|
Di, |
1,73 |
4,24 |
7,75 |
13,4 |
23,2 |
38,7 |
63,2 |
97,8 |
147 |
212 |
281 |
355 |
447 |
|
i, |
0,54 |
0,73 |
0,89 |
1,09 |
1,3 |
1,54 |
1,84 |
2,2 |
2,5 |
2,9 |
3,2 |
3,5 |
3,84 |
Таблица
5. Значения а
|
Квалитет |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
а |
7 |
10 |
16 |
25 |
40 |
64 |
100 |
160 |
250 |
400 |
640 |
1000 |
1600 |
При
данном квалитете и интервале номинальных
размеров значение допуска постоянно
для размеров любых элементов (валов,
отверстий, уступов и т. п.) и в любых полях
допусков.
Начиная
с пятого квалитета, допуски при переходе
к следующему более грубому квалитету
увеличиваются на 60 %. Через каждые
пять квалитетов допуски возрастают
примерно в 10 раз. Это позволяет развить
систему в сторону более грубых квалитетов,
например IT8=10IT
3; IT
9= 10IT
44.
Определение — допустимый размер
Определение допустимых размеров неукреплен — ных отверстий и расчет их укрепления.
Методика определения допустимых размеров сопряжения, например вал — отверстие, сводится к следующему.
При определении допустимых размеров дефектов для условий невозникновения трещины ( стали сорта G) был принят предельный размер дефекта 20 мм, а для недопустимости условий катастрофического распространения трещины ( стали сорта А) — 200 мм. Некоторое снижение жесткости требований возможно для стали сорта G при условии применения термообработки для снятия остаточных напряжений или при отсутствии сварочных дефектов. Спецификация предусматривает лист толщиной от 5 до 50 мм и рабочую температуру до — 170 С.
|
Распределение окружных напряжений в вершине, острой царапины ( риски. |
Далее рассмотрим методику определения допустимых размеров царапин ( рисок) в металле труб.
В качестве примера рассмотрим определение предельных и допустимых размеров или других контрольных показателей технического состояния деталей, сопряжений или целых механизмов, которые необходимы при дефектовке ремонтируемых машин.
Наибольшую сложность при разработке технических требований на дефектацию деталей представляет определение допустимых размеров деталей.
Поэтому практически важной с точки зрения обеспечения эксплуатационной надежности РВС задачей является определение допустимых размеров хлопунов и установление таких режимов эксплуатации резервуаров, при которых отрицательное влияние эксплуатационных нагрузок на работу хлопунов будет минимальным.
В общем случае задача продления срока эксплуатации элемента конструкции с дефектом сплошности сводится к определению допустимого размера дефекта методами механики разрушения ( см. разд. Это связано с тем, что методы механики разрушения позволяют вскрыть значительные резервы прочности и ресурсоспо-собности конструкции.
В связи с этим проблема оценки допустимой дефектности газопроводов сводится к решению двух задач: разработке как расчетных методик по определению допустимых размеров дефектов трубопроводов с учетом их реальной нагруженности, так и экспериментальных методов и средств оценки напряженного состояния в стенке трубопровода.
Линде , для условий автомобильного движения допустимое ( комфортное) значение яркости резко уменьшается с увеличением угловых размеров фонаря. По этим данным получена зависимость яркости L от телесного угла о, которая использована для определения допустимых размеров фонаря.
При достаточно больших размерах начальной трещины разрушение может произойти в течение нескольких циклов на ру-жения или даже при первом же нагружении. Если же размеры начальной трещины достаточно малы, то конструкция выдерживает много циклов нагружения при значительных напряжениях, прежде чем трещина вырастет до критических размеров и произойдет окончательное разрушение
Поэтому задача определения допустимых размеров исходных трещин и допустимого уровня рабочих нагрузок при заданных условиях работы конструкции ( определение ресурса прочности) является очень важной при проектировании конструкции.
|
Схема нивелирования площади днища. |
Высота хлопунов днища резервуара не должна превышать 200 мм при площади 3 м3 для резервуаров высотой до 12 м, а для резервуаров высотой более 12 м при предельной площади хлопуна 5м2 — 290 мм. Эти параметры установлены априорно, без необходимых расчетов и учета толщины листов днища. Нами получена расчетная формула для определения допустимых размеров хлопуна с учетом их геометрических параметров ( см. форм.
Весьма полезным будет применение методов физики твердого тела -, так как процессы абразивного разрушения локализованы в тонких приповерхностных слоях. В этой связи становится необходимым и применение теорий микроупругости и микропластичности. Объективно существующий разброс в результатах испытаний делает целесообразным статистический подход к проблеме абразивного разрушения. При этом надо избегать установившегося подхода, который проблему абразивного разрушения сводит к неограниченному накоплению экспериментальных данных. Одной ил целей исследования в этой области является развитие надежной процедуры переноса результатов из области испытаний в область конструктивных применений для определения допустимых размеров элементов конструкций, работающих в условиях абразивного изнашивания и оптимального выбора коэффициента запаса.
7.4 Ряд основных отклонений
Основное
отклонение — это одно из двух предельных
отклонений (верхнее или нижнее), меньшее
по абсолютной величине, т.е. отклонение,
которое расположено ближе к нулевой
линии.
Основное
отклонение является координирующим
параметром, определяющим положение
поля допуска относительно нулевой
линии. Основные отклонения в ЕСДП принято
обозначать буквами латинского алфавита:
большими — для отверстий, маленькими
для валов.
Для
обозначения основных отклонений
отверстий: A,
B,
C,
D,
E,
F,
G,
H,
JS,
K,
M,
N,
P,
R,
S,
T,
U,
V,
X,
Y,
Z.
Для
обозначения основных отклонений валов:
a,
b,
c,
d,
e,
f,
g,
h,
js,
k,
m,
n,
p,
r,
s,
t,
u,
v,
x,
y,
z.
Каждая буква условно показывает на
сколько и в какую сторону от нулевой
линии отстоит ближайшая к ней граница
поля допуска (рис. 27).
Основные
отклонения отверстий равны по величине
и противоположны по знаку основным
отклонениям валов, обозначаемым той же
буквой. Общее правило определения
основных отклонений отверстий выражается
как EI
= — es
для A…H
и ES
= — ei
для Js…Z.
Но существуют исключения.
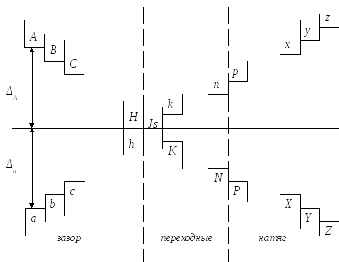
Рисунок 27 — Схема
расположения основных отклонений.
Для
одного и того же интервала номинальных
размеров каждое основное отклонение
остается постоянным, а меняется лишь
величина допуска IT(рис.
28).
Рисунок 28 — Графическое
изображение полей допусков
Технология
§ 6. Отклонения и допуски на размеры деталей
Соединяемые между собой детали, например вал и отверстие (рис. 18), имеют определенные размеры. Однако ни одну деталь невозможно изготовить с абсолютно точным размером. Поэтому на чертежах размеры деталей указывают с допустимыми отклонениями, которые проставляют рядом с номинальным размером вверху и внизу. Номинальным размером называют общий для соединяемого вала и отверстия размер, например 20 мм.
Стандартом установлены обозначения: валов — d, отверстий — D номинального размера для вала и отверстия — также D.
Пусть необходимо изготовить вал с наибольшим допустимым размером dmax = 20,5 мм (20+0,5) и наименьшим допустимым размером dmin = 19,8 мм (20-0,2).
Размеры 20+0,5 и 20-0,2 — это номинальный размер 20 с верхним +0,5 и нижним -0,2 предельными отклонениями. Отклонения могут быть положительными и отрицательными.
Отсчитывают отклонения от номинального размера.
Рис. 18. Обозначение номинального и предельных размеров, верхних и нижних отклонений, допусков: а — вала; б — отверстия
Верхнее отклонение равно алгебраической (с учетом знака) разности между наибольшим допустимым размером и номинальным. Верхнее отклонение обозначают и вычисляют:
для валов (рис. 18, a) es = dmax — D;
для отверстий (рис. 18, б) ES = Dmax — D.
В нашем примере es = dmax — D = 20,5 — 20 = 0,5 (мм).
Нижнее отклонение равно алгебраической разности между наименьшим допустимым размером и номинальным. Нижнее отклонение обозначают и вычисляют:
для валов (рис. 18, а)
еi = Omin — D;
для отверстий (рис. 18, б)
EI = Dmin — D.
В нашем примере еi= dmin — D = 19,8 — 20 = -0,2 (мм).
Верхнее отклонение вала +0,5 мм означает, что наибольший размер вала должен быть 20 + 0,5 = 20,5 мм. Нижнее отклонение вала -0,2 мм означает, что наименьший размер вала должен быть 20 мм — 0,2 мм = 19,8 мм.
Разность между наибольшим и наименьшим допустимыми (предельными) размерами называют допуском. Для вала допуск обозначают Тd, а для отверстия — TD (рис. 18):
Td = dmax — dmin
TD = Dmax — Dmin.
Эти допуски можно вычислить и через отклонения, определив разность между верхним и нижним отклонениями:
TD = ES — ЕI.
Действительный dr размер вала в пределах допуска может быть любым. Его можно измерить штангенциркулем или микрометром. И если этот действительный размер вала будет находиться между его допустимыми предельными размерами dmax и dmin, то этот вал будет годным. А если действительный размер вала окажется больше dmax или меньше dmin, то вал будет бракованным.
То же можно сказать и об отверстии.
Отклонения и допуски проставляют в миллиметрах.
Соединение (посадка) вала с отверстием может быть с зазором (подвижным) и с натягом (неподвижным).
Чтобы соединение вала и отверстия было с зазором, нужно чтобы диаметр отверстия всегда был больше диаметра вала (рис. 19, а). Для этого конструктор на чертеже может задать, например, диаметр отверстия ∅ 20+0,5 мм, а диаметр вала ∅ 20
Чтобы соединение вала и отверстия было с натягом, нужно, чтобы диаметр отверстия всегда был меньше диаметра вала (рис. 19, б). Такое соединение можно получить, например, при диаметре отверстия ∅ 20+0,5 мм и при диаметре вала ∅ 20
В рассмотренном нами примере при размере вала ∅ 20 и размере отверстия ∅ 20 посадка будет с зазором, так как размер отверстия всегда будет больше размера вала.
Рис. 19. Образование зазора (а) и натяга (б) в соединяемых деталях
Практическая работа № 8
Расчет отклонений и допусков на размеры вала и отверстия
Определение вида посадки
-
Получите у учителя чертежи (эскизы) соединяемых деталей, на которых указаны номинальные размеры и предельные отклонения.
-
Определите наибольшие и наименьшие допустимые размеры вала и отверстия. Рассчитайте допуски на размер вала и отверстия.
- Определите, с натягом или с зазором будет соединение вала с отверстием.
Новые слова и понятия
Номинальный размер, допустимые размеры (наибольший, наименьший), предельные отклонения (верхнее, нижнее), допуск, соединение (посадка) с зазором (подвижное) и с натягом (неподвижное).
Проверяем свои знания
- Какой размер называют номинальным?
- Что называют верхним и нижним отклонением?
- Что такое допуск?
- Как проставляют размеры вала и отверстия на чертежах?
- Как вычислить допуск без отклонения?
Основное отклонение — вал
Всего в системе ЕСДП СЭВ предусмотрено 28 рядов или типов основных отклонений, каждый из которых обозначается латинской буквой — малой для основного отклонения вала и большой — для отверстия.
Все посадки в системе отверстия для заданных номинальных размеров сопряжений и их квалитетов образуются полями допусков отверстий с неизменными основными отклонениями Я и различными основными отклонениями валов.
Для образования посадок с различными зазорами и натягами в системе ИСО и в Единой системе допусков и посадок ( ЕСДП) для размеров до 500 мм предусмотрено 27 вариантов основных отклонений валов и отверстий. Основное отклонение — это одно из двух отклонений ( верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. Основные отклонения отверстий обозначают прописными буквами латинского алфавита, валов — строчными. Отклонения А — Н ( а — h) предназначены для образования полей допусков в посадках с зазорами; отклонения Js-N ( js — n) — в переходных посадках, отклонения Р — ZC ( р — zc) — в посадках с натягом.
Для образования посадок с различными зазорами и натягами в системе ИСО и в Единой системе допусков и посадок ( ЕСДП) для размеров до 500 мм предусмотрено 27 вариантов основных отклонений валов и отверстий. Основное отклонение — это одно из двух отклонений ( верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. Основные отклонения отверстий обозначают прописными буквами латинского алфавита, валов — строчными. Отклонения А — Н ( а — h) предназначены для образования полей допусков в посадках с зазорами; отклонения Js-N ( js — n) — в переходных посадках, отклонения Р — ZC ( р — zc) — в посадках с натягом.
Для обеспечения образования посадок в системе вала, аналогичных посадкам в системе отверстия, существует общее правило построения основных отклонений, заключающееся в том, что основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенным той же буквой. Из этого правила сделано исключение. Для получения идентичных зазоров и натягов в системе вала и в системе отверстия у переходных и прессовых посадок, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, основные отклонения рассчитываются по специальной зависимости и поэтому становятся несимметричными.
Для каждого основного отклонения вала ( верхнего es для валов a — h или нижнего ei для валов j — zc) величина и знак определяются по эмпирическим формулам. Основное отклонение вала не зависит от квалитета.
Для каждого основного отклонения вала ( верхнего es для валов а — h или нижнего ei для валов j — zc) величина и знак определяются по эмпирическим формулам. Основное отклонение вала не зависит от квалитета.
|
Поля допусков валов и отверстий. |
Основные отклонения обозначаются одной или двумя буквами латинского алфавита: малыми — основные отклонения валов, большими — отверстий. Основные отклонения валов от и до А и отверстий от А до Я используются для образования полей допусков, предназначенных для посадок с зазором соответственно в системе отверстия и в системе вала.
При одном и том же буквенном обозначении числовое значение основного отклонения изменяется в зависимости от номинального размера. Исходными при построении системы были приняты основные отклонения валов.