Допуски, посадки, отклонения. точность размеров и формы при обработке деталей
Содержание:
- ОСНОВНЫЕ ПОЛОЖЕНИЯ
- Технология
- § 6. Отклонения и допуски на размеры деталей
- ГОСТ 4541-70. Машины электрические вращающиеся. Обозначения буквенные установочно-присоединительных и габаритных размеров
- Классы точности.
- Действительный размер — годная деталь
- Определение — действительный размер
- Допуск размера. Поле допуска. Квалитет точности Основные понятия
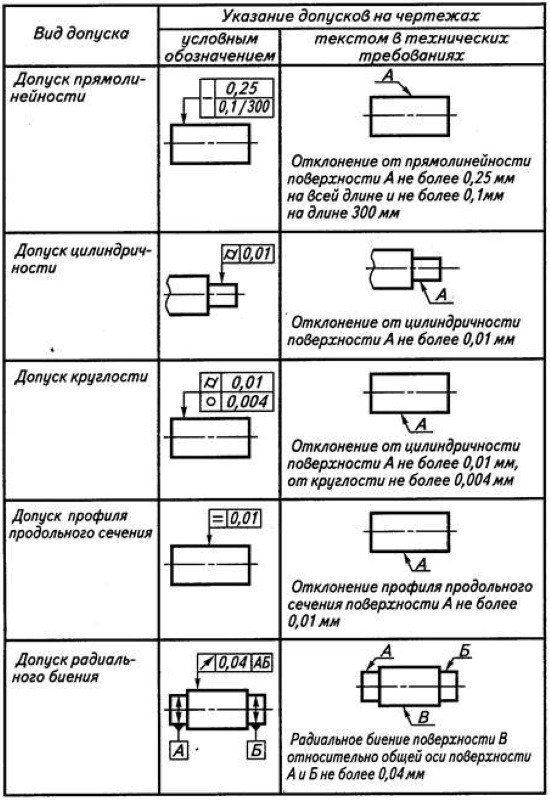
- Таблица 2. Условные обозначения допусков расположения поверхностей
- Размеры длина, ширина, высота
ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Определенная величина обозначается буквой латинского или греческого алфавита без индексов или с индексами, служащими для уточнения различных характеристик этой величины.
1.2. Прописные и строчные буквы «О, о» латинского алфавита не должны употребляться в обозначениях. Буквы греческого алфавита следует принимать по табл. 1.
1.3. Буквенные обозначения необходимых величин, не приведенных в настоящем стандарте СЭВ, устанавливают по принципу, указанному в табл. 2.
Сила, произведение силы на длину, длина в степени, не равной единице
Прописные латинского алфавита
Длина, отношение длины ко времени в какой-либо степени, отношением усилия к единице длины или площади
Строчные латинского алфавита
Строчные греческого алфавита
1.4. Индексы подразделяются на цифровые и буквенные. Буквенные дополнительно подразделяются на одно-, двух- и трехбуквенные. Для обозначения цифровых индексов используются арабские цифры, а для обозначения буквенных индексов — буквы латинского алфавита.
1.5. Цифровые индексы применяются для выражения порядкового номера данного обозначения.
1.6. Однобуквенные индексы применяются для обозначения осей координат, расположения, вида материала, напряженного состояния, действующей нагрузки и других характеристик.
1.7. Двухбуквенные и трехбуквенные индексы применяются в том случае, когда использование однобуквенных индексов может привести к неясностям. Они отделяются от однобуквенных индексов запятыми.
1.8. Индексы располагаются с правой стороны букв внизу. При печатании на пишущей машинке букву и индекс допускается печатать на одной строчке.
1.9. Если в настоящем стандарте отсутствует необходимый индекс, его следует устанавливать из строчных букв латинского алфавита.
1.10. Обозначение, выражающее геометрическую величину, допускается дополнять вертикальным штрихом справа, если необходимо обозначить, что имеется ввиду сжатая часть сечения или элемента.
Технология
§ 6. Отклонения и допуски на размеры деталей
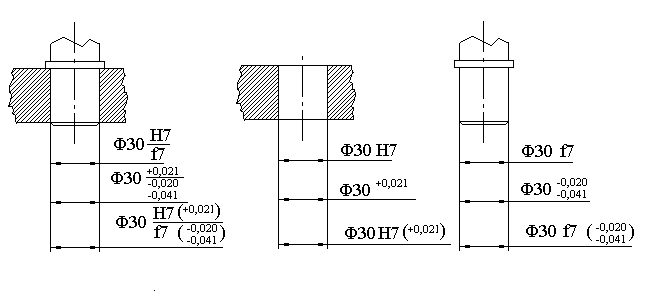
Соединяемые между собой детали, например вал и отверстие (рис. 18), имеют определенные размеры. Однако ни одну деталь невозможно изготовить с абсолютно точным размером. Поэтому на чертежах размеры деталей указывают с допустимыми отклонениями, которые проставляют рядом с номинальным размером вверху и внизу. Номинальным размером называют общий для соединяемого вала и отверстия размер, например 20 мм.
Стандартом установлены обозначения: валов — d, отверстий — D номинального размера для вала и отверстия — также D.
Пусть необходимо изготовить вал с наибольшим допустимым размером dmax = 20,5 мм (20+0,5) и наименьшим допустимым размером dmin = 19,8 мм (20-0,2).
Размеры 20+0,5 и 20-0,2 — это номинальный размер 20 с верхним +0,5 и нижним -0,2 предельными отклонениями. Отклонения могут быть положительными и отрицательными.
Отсчитывают отклонения от номинального размера.
Рис. 18. Обозначение номинального и предельных размеров, верхних и нижних отклонений, допусков: а — вала; б — отверстия
Верхнее отклонение равно алгебраической (с учетом знака) разности между наибольшим допустимым размером и номинальным. Верхнее отклонение обозначают и вычисляют:
для валов (рис. 18, a) es = dmax — D;
для отверстий (рис. 18, б) ES = Dmax — D.
В нашем примере es = dmax — D = 20,5 — 20 = 0,5 (мм).
Нижнее отклонение равно алгебраической разности между наименьшим допустимым размером и номинальным. Нижнее отклонение обозначают и вычисляют:
для валов (рис. 18, а)
еi = Omin — D;
для отверстий (рис. 18, б)
EI = Dmin — D.
В нашем примере еi= dmin — D = 19,8 — 20 = -0,2 (мм).
Верхнее отклонение вала +0,5 мм означает, что наибольший размер вала должен быть 20 + 0,5 = 20,5 мм. Нижнее отклонение вала -0,2 мм означает, что наименьший размер вала должен быть 20 мм — 0,2 мм = 19,8 мм.
Разность между наибольшим и наименьшим допустимыми (предельными) размерами называют допуском. Для вала допуск обозначают Тd, а для отверстия — TD (рис. 18):
Td = dmax — dmin
TD = Dmax — Dmin.
Эти допуски можно вычислить и через отклонения, определив разность между верхним и нижним отклонениями:
Td = es — ei;
TD = ES — ЕI.
Действительный dr размер вала в пределах допуска может быть любым. Его можно измерить штангенциркулем или микрометром. И если этот действительный размер вала будет находиться между его допустимыми предельными размерами dmax и dmin, то этот вал будет годным. А если действительный размер вала окажется больше dmax или меньше dmin, то вал будет бракованным.
То же можно сказать и об отверстии.
Отклонения и допуски проставляют в миллиметрах.
Соединение (посадка) вала с отверстием может быть с зазором (подвижным) и с натягом (неподвижным).
Чтобы соединение вала и отверстия было с зазором, нужно чтобы диаметр отверстия всегда был больше диаметра вала (рис. 19, а). Для этого конструктор на чертеже может задать, например, диаметр отверстия ∅ 20+0,5 мм, а диаметр вала ∅ 20
Чтобы соединение вала и отверстия было с натягом, нужно, чтобы диаметр отверстия всегда был меньше диаметра вала (рис. 19, б). Такое соединение можно получить, например, при диаметре отверстия ∅ 20+0,5 мм и при диаметре вала ∅ 20
В рассмотренном нами примере при размере вала ∅ 20 и размере отверстия ∅ 20 посадка будет с зазором, так как размер отверстия всегда будет больше размера вала.
Рис. 19. Образование зазора (а) и натяга (б) в соединяемых деталях
Практическая работа № 8
Расчет отклонений и допусков на размеры вала и отверстия
Определение вида посадки
-
Получите у учителя чертежи (эскизы) соединяемых деталей, на которых указаны номинальные размеры и предельные отклонения.
-
Определите наибольшие и наименьшие допустимые размеры вала и отверстия. Рассчитайте допуски на размер вала и отверстия.
- Определите, с натягом или с зазором будет соединение вала с отверстием.
Новые слова и понятия
Номинальный размер, допустимые размеры (наибольший, наименьший), предельные отклонения (верхнее, нижнее), допуск, соединение (посадка) с зазором (подвижное) и с натягом (неподвижное).
Проверяем свои знания
- Какой размер называют номинальным?
- Что называют верхним и нижним отклонением?
- Что такое допуск?
- Как проставляют размеры вала и отверстия на чертежах?
- Как вычислить допуск без отклонения?
ГОСТ 4541-70. Машины электрические вращающиеся. Обозначения буквенные установочно-присоединительных и габаритных размеров
(текст документа с изменениями и дополнениями на ноябрь 2014 года)
Утвержден и введен в действие Постановлением Госстандарта СССР от 26 февраля 1970 г. N 235
Взамен ГОСТ 4541-48
Срок введения с 1 января 1971 года
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 26 февраля 1970 г. N 235. Проверен в 1984 г.
Переиздание (ноябрь 1984 г.) с Изменением N 1, утвержденным в сентябре 1984 г. (ИУС 12-84).
1. Настоящий стандарт распространяется на вновь проектируемые и модернизируемые вращающиеся электрические машины и преобразовательные агрегаты и устанавливает буквенные обозначения установочно-присоединительных и габаритных размеров.
2. Номера чертежей с примерами буквенных обозначений установочно-присоединительных и габаритных размеров электрических машин и концов валов указаны в табл. 1.
(Измененная редакция, Изм. N 1).
3. Буквенные обозначения установочно-присоединительных и габаритных размеров отдельных видов электрических машин и агрегатов с иными конструктивными разновидностями монтажных поверхностей и форм исполнения, не предусмотренных табл. 1, рекомендуется устанавливать аналогично приведенным в настоящем стандарте.
4. Для обозначений установочно-присоединительных и габаритных размеров электрических машин и преобразовательных агрегатов следует применять строчные буквы латинского и греческого алфавитов с подстрочными индексами:
b — для ширины (в направлении, перпендикулярном к оси вала),
d — для диаметров,
l — для длины (в направлении оси вала),
r — для радиусов,
t — для размеров в шпоночных соединениях,
— для угловых размеров.
Примечание. Высоту оси вращения (h) проставляют без подстрочного индекса.
5. Подстрочные индексы к буквенным обозначениям следует устанавливать в зависимости от следующего их назначения:
1 — 9 — для концов валов,
10 — 19 — для размеров лап и фундаментных плит (рам),
20 — 29 — для размеров фланца,
30 — 80 — для остальных установочно-присоединительных размеров,
80 и более — для размеров агрегатов и специальных машин.
6. Буквенные обозначения установочно-присоединительных и габаритных размеров должны соответствовать указанным на черт. 1 — 12 и в табл. 2.
Электрическая машина группы 1М1
Электрическая машина группы 1М2
Электрическая машина группы 1М3
Электрическая машина группы 1М4
Электрическая машина группы 1М5
Электрическая машина группы 1М6
Электрическая машина группы 1М7
Агрегаты преобразовательные двухмашинные
Агрегаты преобразовательные трехмашинные
Выступающий конец вала электрической машины
Второй выступающий конец вала электрической машины
Участок вала под посадку шкива
В чертежах и каталогах проставлять один из размеров или , или .
Чертежи служат лишь для пояснения размеров, приведенных в табл. 2.
Количество размеров, проставляемых в чертежах конкретных исполнений машин, устанавливается применительно к каждому исполнению.
(Измененная редакция, Изм. N 1).
7. При простановке обозначений размеров на рабочих чертежах и в каталогах следует избегать образования замкнутых размерных цепочек, например (см. черт. 8) один из размеров , или должен быть опущен.
8. В случае одинаковых по форме и размерам обоих выступающих концов вала следует устанавливать обозначения, принятые для первого выступающего конца вала.
9. Буквенные обозначения размеров вентиляционных каналов настоящим стандартом не устанавливаются.
10. Буквенные обозначения на чертежах следует выполнять с наклоном. Допускается применение в обозначениях прямых букв и цифр. Форма и размеры букв латинского и греческого алфавитов и арабских цифр должны соответствовать ГОСТ 2.304-81.
Классы точности.
Точность изготовления характеризуется величиной допускаемых отклонений от заданных размеров и формы. Для разных машин требуются детали с различной точностью обработки. Очевидно, что детали плуга, дорожного катка и других сельскохозяйственных и дорожных машин могут быть изготовлены менее точно, чем детали фрезерного станка, а детали фрезерного станка требуют меньшей точности, чем детали измерительного прибора. В связи с этим в машиностроении детали разных машин изготовляют по разным классам точности. В СССР (были) приняты десять классов точности.
- пять из них: 1-й, 2-й, 2а, 3-й, За — требуют наибольшей точности обработки;
- два других: 4-й и 5-й — меньшей;
- три остальных: 7-й, 8-й, 9-й — еще меньшей.
Применение классов точности в различных областях
- 1-й класс точности применяют при изготовлении особо точных изделий. Вследствие очень малых допусков работа по 1-му классу точности требует высокой квалификации рабочего и точного оборудования, приспособлений и инструмента.
- 2-й и 2а классы точности применяют наиболее часто. По ним изготовляют ответственные детали станков, автомобильных, тракторных, авиационных и электрических двигателей, текстильных и других машин.Наряду с этим в отраслях машиностроения, выпускающих указанные машины, детали менее ответственных соединений изготовляют по 3-му, 4-му, 5-му и другим более грубым классам точности.
- 3-й и За классы точности применяют главным образом в тяжелом машиностроении при производстве турбин, паровых машин, двигателей внутреннего сгорания, трансмиссионных деталей и т. д.
- По 4-му классу точности изготовляют детали сельскохозяйственных машин, паровозов, железнодорожных вагонов и т. д.
- 5-й класс точности применяют в машиностроении для неответственных деталей менее точных механизмов.
- 7-й, 8-й и 9-й классы точности применяют при изготовлении более грубых деталей и особенно при заготовительных операциях: литье, штамповке, медницко-слесарных работах и т. д.
- Свободные размеры деталей выполняют обычно по 5-му или 7-му классам точности.
Чтобы показать, с какой посадкой и по какому классу точности нужно изготовить деталь, в чертежах на номинальных сопрягаемых размерах ставится буква, обозначающая посадку, и цифра, соответствующая классу точности. Например, С4 означает: скользящая посадка 4-го класса точности; Х3 — ходовая посадка 3-го класса точности и т. п. Для посадок 2-го класса точности (особенно широко распространенных) цифра 2 не ставится. Поэтому, если в чертеже на сопрягаемом размере рядом с буквой посадки нет цифры, то это значит, что деталь надо изготовить по 2-му классу точности. Например, Л означает легкоходовая посадка 2-го класса точности.
Действительный размер — годная деталь
Предельными размерами называются наибольшее и наименьшее допустимые значения размера, между которыми должен находиться действительный размер годной детали. Больший из них называется наибольшим предельным размером, меньший — наименьшим предельным размером. Сравнение действительного размера с предельными дает возможность судить о годности детали.
Предельные размеры — наибольшее и наименьшее допустимые значения размера, между которыми должен находиться действительный размер годной детали, определенный измерением с допустимой погрешностью.
Предельными размерами называются наибольшее и наименьшее допустимые значения размера, между которыми должен находиться действительный размер годной детали. Больший из них называется наибольшим предельным размером, меньший — наименьшим предельным размером. Сравнение действительного размера с предельными дает возможность сузить о годности детали.
Наименьшим предельным размером ( dOM, dBM) называется такой размер, меньше которого не должен быть действительный размер годной детали.
Наибольшим предельным размером ( d0g; dgg) называется такой размер, больше которого не должен быть действительный размер годной детали.
|
Поля допусков отверстия и вала при посадке с зазором ( отклонения отверстия положительны, отклонения вала отрицательны. |
Предельные размеры детали — два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший — наименьшим предельным размером. Сравнение действительного размера с предельными дает возможность судить о годности детали.
Предельные размеры детали — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший — наименьшим предельным размером. Сравнение действительного размера с предельными дает возможность судить о годности детали.
Предельные размеры детали — два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Сравнение действительного размера с предельными дает возможность судить о годности деталей.
Наименьшим предельным размером ( d0M; d u) называется такой размер, меньше которого не должен быть действительный размер годной детали.
|
Графическое изображение размеров и отклонений допусков ( а, пример обозначения ( б. |
Действительным размером называется размер, полученный в результате непосредственного измерения с допустимой погрешностью. Действительный размер годной детали должен быть не больше наибольшего и не меньше наименьшего допускаемых предельных размеров.
Наибольший размер, который может быть допущен при изготовлении, называют наибольшим предельным размером. Больше его не может быть действительный размер годной детали.
Он определяет допускаемое поле рассеивания действительных размеров годных деталей в партии, т.е. заданную точность изготовления. Чем меньше допуск, тем выше требуемая точность детали, при этом стоимость изготовления увеличивается.
Два предельных значения размера, между которыми должен находиться действительный размер. Большее из них называется наибольшим предельным размером, меньшее — наименьшим предельным размером, Предельными размерами ограничиваются действительные размеры годных деталей. Разность между наибольшим и наименьшим предельными размерами называется допуском размера.
Определение — действительный размер
Определение годных действительных размеров следует проводить на различных примерах: и в том случае, когда оба предельных отклонения с разными знаками и когда они с одинаковыми знаками. В последнем случае недоумение часто вызывает то обстоятельство, что номинальный размер не является годным
На это нужно обратить внимание.
Определение действительных размеров деталей может производиться электроиндуктивными, электроемкостными и электроболометрическими методами. Для цеховых измерений, а также для точных измерений в контрольно-измерительных лабораториях рекомендуется применять в первую очередь индуктивные способы.
Определение действительных размеров деталей в цеховых измерениях рекомендуется проводить электроиндуктивными методами.
Вместо определения действительных размеров часто проверяют, находится ли действительный размер или какой-либо другой показатель качества изделия в установленных пределах.
Вместо определения действительных размеров часто проверяют, находится ли действительный размер или другой какой-либо показатель качества изделия в установленных пределах. Процесс установления соответствия действительных размеров или других показателей качества изделия предписанным называется контролем.
|
Шероховатость поверхности. |
Для определения действительных размеров деталей нужны надежные средства измерения и контроля.
Для определения действительного размера элемента детали замеренный с помощью циркуля размер, например диаметр втулки D, откладывают по оси х от точки О.
Для определения действительных размеров рабочего колеса в свету, т.е. для нахождения размеров, по которым можно осуществить контроль изготовления колеса, строят конформное отображение сечений лопасти на плоскость.
|
Индикаторная скоба. |
Для определения действительного размера диаметра режущего инструмента с нечетным числом зубьев применяются специальные индикаторные скобы.
При определении действительного размера внешнего долга данной страны необходимо учитывать облигации ее займов, фактически находящиеся за рубежом — у иностранных держателей. Имеют место и обратные процессы: иностранные об-ва или граждане приобретают облигации на внутреннем денежном рынке страны-должника и впоследствии вывозят их за границу, что увеличивает сумму внешнего долга и еще больше затрудняет уравновешивание платежного баланса ( см.) страны-должника. Многие страны-должники испытывают огромные трудности в накоплении золота или иностранной валюты, необходимой для перевода ( трансферта, см.) за границу процентов, причитающихся кредиторам, а также для резервирования сумм на погашение займов. Это еще больше усиливает их эконо-мич.
|
Измерение условной длины дефеша.| Схемы искусственных отражателей. |
Поэтому для определения действительных размеров длины и высоты дефекта на основе коэффициентов выявляемости нужно вносить соответствующие поправки. Коэффициент выявляемости дефектов необходимо определять экспериментально.
|
Распределение пузырьков газа по диаметру ( о 2600 мин 1, 3 0 02. |
Допуск размера. Поле допуска. Квалитет точности Основные понятия
Размеры на чертежах
деталей оценивают количественно величину
геометрических форм детали. Размеры
подразделяют на номинальные, действительные
и предельные (рис. 3).
Номинальный
размер –
это основной рассчитанный размер детали
с учетом ее назначения и требуемой
точности.
Номинальный
размер соединения – это
общий (одинаковый) размер для отверстия
и вала, составляющих соединение.
Номинальные размеры деталей и соединений
выбирают не произвольно, а по ГОСТ
6636-69 «Нормальные линейные размеры». В
реальном производстве при изготовлении
деталей номинальные размеры не могут
быть выдержаны и поэтому введено понятие
действительных размеров.
Действительный
размер –
это размер, полученный при изготовлении
детали. Он всегда отличается от
номинального в большую или меньшую
сторону. Допустимые пределы этих
отклонений устанавливаются посредством
предельных размеров.
Предельными
размерами
называют два граничных значения, между
которыми должен находиться действительный
размер. Большее из этих значений называют
наибольшим
предельным размером,
меньшее – наименьшим
предельным размером.
В повседневной практике на чертежах
деталей предельные размеры принято
указывать посредством отклонений от
номинального.
Предельное
отклонение
– это алгебраическая разность между
предельными и номинальными размерами.
Различают верхнее и нижнее отклонения.
Верхнее
отклонение –
это алгебраическая разность между
наибольшим предельным размером и
номинальным размером. Нижнее
отклонение
– это
алгебраическая разность между наименьшим
предельным размером и номинальным
размером.
Номинальный размер
служит началом отсчета отклонений.
Отклонения могут быть положительными,
отрицательными и равными нулю. В таблицах
стандартов отклонения указывают в
микрометрах (мкм). На чертежах отклонения
принято указывать в миллиметрах (мм).
Действительное
отклонение
– это алгебраическая разность между
действительным и номинальным размерами.
Деталь считают годной, если действительной
отклонение проверяемого размера
находится между верхним и нижним
отклонением.
Допуск размера
– это разность между наибольшим и
наименьшим предельными размерами или
абсолютная величина алгебраической
разности между верхним и нижним
отклонениями.
Под квалитетом
понимают совокупность допусков,
изменяющихся в зависимости от величины
номинального размера. Установлено 19
квалитетов, соответствующих различным
уровням точности изготовления детали.
Для каждого квалитета построены ряды
полей допуска
Поле допуска
– это
поле, ограниченное верхним и нижним
отклонениями. Все поля допуска для
отверстий и валов обозначаются буквами
латинского алфавита: для отверстий –
прописными буквами (H,
K,
F,
G
и т. д.); для валов – строчными (h,
k,
f,
g
и т. д.).
Рис. 3. Пояснения
к терминам
Таблица 2. Условные обозначения допусков расположения поверхностей
|
Отклонение расположения |
Условный знак допуска по СТ С ЭВ 368-76 |
|
|
От соосности |
Соосности |
|
|
Биение: радиальное |
Радиального биения |
|
|
торцовое |
Торцового биения |
|
|
Отклонение |
||
|
от параллельности |
Параллельности |
½½ |
|
от перпендикулярности |
Перпендикулярности |
^ |
|
от пересечения осей |
Пересечения осей |
|
|
от симметричности |
Симметричности |
7.3. ВОЛНИСТОСТЬ И ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
Волнистость возникает при обработке деталей резанием как следствие вибрации технологической системы (станок, приспособление, инструмент, деталь). Под волнистостью поверхности понимают совокупность периодически повторяющихся неровностей, шаг которых превышает базовую длину. При волнистости отношение шага волны Sw к высоте неровностей Wz
(12)
За Wz принимают среднее арифметическое из пяти значений точек профиля; за Wmax — наибольшую высоту волнистости; за Sw — средний шаг волнистости.
Шероховатость поверхности — это совокупность неровностей с относительно малыми шагами, т. е.
(13)
Шероховатость и волнистость поверхности наряду с точностью формы служат основными характеристиками качества. От них в значительной степени зависит износ трущихся поверхностей, а следовательно, и качество. Шероховатость нормируется по ГОСТ 25142 — 82 (СТ СЭВ 1156—78).
Средняя линия профиля m (рис. 9) — это базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратичсское отклонение профиля до этой линии минимально. Практически ее проводят таким образом, чтобы площади на профилограмме по обеим сторонам от этой линии до контура профиля были равны.
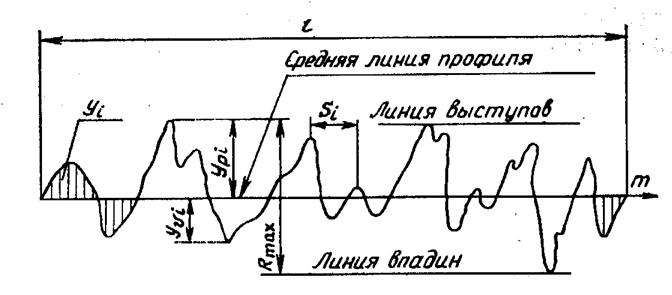 Рис. 9. Профилограмма поверхности.
Рис. 9. Профилограмма поверхности.
Базовая линия — это линия заданной геометрической формы, определенным образом проведенная относительно профиля и служащая для оценки геометрических параметров поверхности. Стандартом установлены следующие значения базовой длины: 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8 и 25 мм.
Количественно шероховатость оценивается следующими критериями: средним арифметическим отклонением профиля Ra, высотой неровностей Rz, наибольшей высотой неровностей профиля Rmax, средним шагом неровностей Sm, опорной длиной профиля hр, относительной опорной длиной профиля tp, уровнем сечения профиля р.
Размеры длина, ширина, высота
Производство асбоцементных профилей организовано в соответствии госстандартами: 3034095 для волновых и 1812495 для плоских.
Волновые АЦЛ
Хотя состав стройматериала одинаковый, по размерам изделия могут разниться. Это также касается толщины изделия. Как правило, она изменяется в промежутке от 5 до 9 мм. Что же касается ширины, то она определяется количеством волн.
Профиль АЦЛ зависит от формы поперечного сечения и расстояния между волнами. Форма поперечного сечения бывает двух типов – 40 на 150 и 54 на 200. Первое число этого показателя (40 или 54) указывает на высоту волны, а второе (150 или 200), соответственно, на ее шаг. Высота шифера есть не что иное, как длина отрезка, связывающее верх волны и низ без учета толщины профиля.
|
Вариант шифера |
Высота | Ширина | Длина | Шаг волны | ||
| 7-ми волн. | 8-ми волн. | 6-ти волн. | ||||
|
40/150/1750 |
40 | 980 | 1130 | 1750 | 150 | |
|
54/200/1750 |
54 | 1125 | 1750 | 200 |
На заметку
Отечественные производители имеют право на производство нестандартных АЦЛ на основе собственных ТУ.
Листы с различными профилями классифицируют в три группы:
- ВО – обычный профиль;
- УВ – унифицированный;
- ВУ – усиленный.
- для обычных – 1,2 на 0,68 м;
- для унифицированных – 1,75 на 1,125 м;
- для усиленных длина шифера равна 2,80 м.
- волн современных асбоцементных листов – шесть, семь и восемь. К примеру, стандартный шифер 8 ми волнового – 1,75х1,13 м при толщине – 5,2 или 5,8 мм, величина площади – 1,977 кв. м. У 7-ми и 8-ми — одинаковая высота, ширина же отличается, поскольку количество волн не совпадает.
Плоские АЦЛ
Определенные качества плоских и волновых профилей схожи, тем не менее между ними есть определенные различия. К примеру, плоские могут быть непрессованными, а это значит, что они будут отличаться по своим техническим характеристикам. Следует отметить, что плоские АЦЛ более прочные по сравнению с волновыми. К примеру, их прочность на сжатие и изгиб достигает, соответственно, 90-130 и 20-50 Мпа.
Главное достоинство этого материала, скорее всего, в разнообразии его использования. Всего несколько примеров:
- достаточно малый вес позволяет использовать плоские профили при устройстве перекрытия, причем дополнительные элементы укрепления при этом не используют.
- довольно часто используется в качестве внутренней и внешней отделки зданий;
- с их помощью возводят перегородки различного типа и вертикальные ограждения.
- длина может быть 2,5, 3,0 и 3,5 м;
- ширина – 1,2 и 1,5 м;
- толщина – 0,6, 0,8 и 1,0 см.
На строительном рынке можно встретить также плоские листы промышленного производства меньших габаритов (длина – 0,6 м, ширина – 0,4 м), которые подходят для устройства кровли.
Следует отметить, что производители изготавливают на заказ профили других габаритов и оттенков. Разработанные красители отличаются устойчивостью не только к воздействиям атмосферы, но и к выгоранию.
2019 stylekrov.ru