Гост 2789-73. шероховатость поверхности. параметры и характеристики (с изменением n 1)
Содержание:
- Какие параметры шероховатости существуют
- Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах. Классы шероховатости Вариант для печати.
- Что такое квалитет в системе допусков?
- Какие виды поверхностей существуют
- 7 ПРАВИЛА ПРИЕМКИ
- Классификация поверхностей
- Варианты обозначения шероховатости поверхности
- Описание
- Какие параметры шероховатости существуют
- Поверхность почвы
- Практические эффекты
- ПРАВИЛА НАНЕСЕНИЯ ОБОЗНАЧЕНИЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
- 1 Высотные параметры
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
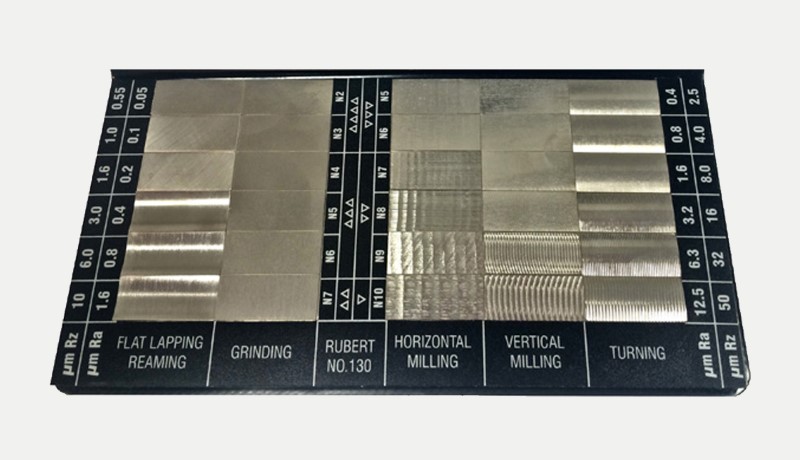
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах. Классы шероховатости Вариант для печати.
- Базовая длина — длина базовой линии l, длина линиии, используемой для выделения неровностей.
- Средняя линия — средняя линия профиля (m-на рисунке), линия, имеющая форму номинального профиля, с минимальным среднеквадратическим отклонением профиля, от этой линии и отсчитывают все числовые значения для шероховатости:
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля — не обязательно прямая, см. определение выше.
Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
| Условное обозначение параметра шероховатости | Наименование параметра шероховатости | Определение параметра шероховатости +См. рисунок выше |
| Ra | Среднее арифметическое отклонение профиля | Среднее арифметическое абсолютных значений (значений по модулю) отклонений профиля в пределах базовой длины. Интегральная величина. |
| Rz | Высота неровностей профиля по 10 точкам | Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. |
| Rmax | Наибольшая высота поверхностей профиля | Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины. |
| Sm | Средний шаг неровностей профиля | Среднее арифметическое значение шага неровностей профиля в пределах базовой длины. |
| S | Средний шаг неровностей профиля по вершинам | Среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины. |
| tp | Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине, где «p» — значение уровня сечения профиля. |
Если Вам встретился класс шероховатости, то используйте таблицу ниже:
Значения параметров шероховатости указывают на чертежах нижеследующим образом:
- — Ra указывается без символа, а другие параметры с символом.
- — При указании диапазона параметров записывают пределы в 2 сроки:
| 1,25 1,00 |
Rz 0,080 0,063 |
t60 50 80 |
- — Номинальное значение параметра записывается с предельным отклонением
- — При указании нескольких параметров шероховатости их значения записывают в столбик, сверху вниз в следующием порядке: параметр высоты неровностей (Ra, Rz, Rmax), параметр шага неровностей (Sm,S), относительная опорная длина профиля (tp).
- — Если шероховатость нормируется параметром Ra или Rz из числа приведенных в таблице «Значения параметров Ra и Rz для указанных классов шероховатости» выше, то базовую длину в обозначении шероховатости не указывают.
Что такое квалитет в системе допусков?
Квалитет в системе допусков определяет то минимальное значение точности, которого будет вполне достаточно для надёжного функционирования предмета.
- Сэкономить на производстве;
- Оптимизировать процесс;
- Добиться допустимого уровня надёжности;
- Не выполнять «лишнюю» работу.
Теоретически, всё должно быть идеально. Но добиться таких результатов в суровой реальности невозможно. Поэтому приходится мириться с действительностью и определяться, какой уровень качества нас устроит.
Это ни в коем случае не значит, что производитель не стремится сделать всё в лучшем виде. Нет, просто в ходе долгих исследований были уточнены параметры, которые соответствуют допустимому уровню точности.
Успокоить себя можно тем, что ни один производитель не рискнёт пустить в продажу некачественные изделия – удар по репутации и финансовые потери.
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
7 ПРАВИЛА ПРИЕМКИ
7.1 Для проверки
соответствия образцов шероховатости поверхности требованиям настоящего
стандарта проводят приемочный контроль и периодические испытания.
7.2 При
приемочном контроле каждый образец шероховатости должен быть проверен на
соответствие требованиям 5.2 и 5.5; на соответствие требованиям 5.3 проверяют выборочно. Объем выборки
определяют по нормативно-технической документации, утвержденной в установленном
порядке.
7.3 При приемке
образцы подвергаются следующим испытаниям:
7.3.1 При
проверке влияния транспортной тряски используют ударный стенд, создающий тряску
с ускорением 30 м/с при частоте 80-120 ударов в минуту.
Образцы в
упаковке крепят к стенду и испытывают при общем числе ударов 15000. Допускается
проводить испытания образцов транспортированием на грузовой машине со скоростью
от 20 до 40 км/ч, на расстояние 100 км по грунтовой дороге.
После испытаний
образцы по внешнему виду должны соответствовать 5.2.
7.3.2 Воздействие
климатических факторов внешней среды проверяют в климатических камерах.
Испытания образцов в упаковке проводят в следующем режиме: сначала при
температуре минус (50+3)°С, а затем плюс
(50±3)°С и далее при относительной влажности (95±3)% при температуре 35°С.
Выдержка в климатической камере по каждому виду испытаний — не менее 2 ч. После
испытаний образцы по внешнему виду должны соответствовать 5.2.
7.4
Периодические испытания на соответствие всем требованиям настоящего стандарта
проводят не реже одного раза в три года, а для образцов, изготовленных
гальванопластическим методом, — не реже одного раза в пять лет.
Если при
испытаниях обнаружено, что изделие соответствует всем требованиям настоящего
стандарта, результаты периодических испытаний считают удовлетворительными.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т.д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2.5-0.16 мкм, Rz=10-0.8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2.5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т.д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2.5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5.0-1.25 мкм, Rz=20-6.3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0.63-0.08 мкм, Rz=3.2-0.4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
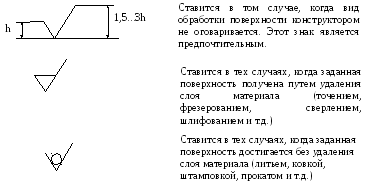
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т.д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Варианты обозначения шероховатости поверхности
Как
и многие вопросы в конструировании, обозначение шероховатостей поверхности
строго регламентируется соответствующим ГОСТом в единой системе конструкторской
документации (ЕСКД). В данном конкретном случае это ГОСТ 2.309-73 –
«Обозначение шероховатостей поверхностей».
При
механической обработке изделия, будь то деталь, целиком изготавливаемая из
материала, или дообработка сборочной единицы в сборке, на обрабатываемые
поверхности наносится в обязательном порядке обозначение шероховатости. Это
сделано для того, чтобы рабочие, изготавливающие вашу деталь, знали, какой
чистоты должна быть поверхность детали, а не оставили вам криво и косо
отрубленный кусок железа в нужных габаритных размерах.
Обозначение шероховатости производится строго регламентированным значком, его можно видеть на рисунке ниже.
Отличительной особенностью знака является тот факт, что в случае применения оного без определенной характеристики, как, например, в случае не обработки поверхности (будет рассказано чуть далее), допускается изображать его без полки, просто в виде галочки.
Виды значка делятся на три типа:
— устанавливается в случае, когда конструктор
не указывает конкретный способ обработки поверхности, требуя только конечный
результат в виде определенной шероховатости поверхности.
—
устанавливается в том случае, когда указанная шероховатость должна быть
обязательно достигнута с удалением слоя материала с поверхности. Например,
когда деталь явно берется с запасом по габаритам, оставляя допуск на обработку.
—
устанавливается в тех случаях, когда поверхность не должна быть обработана с
удалением слоя материала. Он же в простонародье именуется «не обработка».
Обычно устанавливают на поверхности, которые не обрабатываются – внутренние и
внешние диаметры труб, поверхности листов гнутых деталей, или определенные
стороны листов металла, чистота поверхности которых не играет роли в
изготовлении изделия. Подразумевается, что чистота этой поверхности указана в
ГОСТе или ТУ на материал, указанные в поле «Материал» основной надписи, и
должна ей соответствовать.
Габариты значка шероховатости имеют определенные заданные ГОСТом размеры, они показаны на рисунке ниже.
Высота
маленькой полки h
должна быть приблизительно равна высоте букв шрифта на поле чертежа, H больше h в от 1,5 до 5 раз, и зависит от того,
что записано под полкой знака. Толщина линий примерно половина толщины от
основной линии на чертеже.
Основные
правила обозначение шероховатостей поверхностей:
Значение параметра шероховатости берется из ГОСТ 2789-73
Это значение записывается под полкой значка после соответствующего обозначения, описанного так же в ГОСТ 2789-73. Пример – Ra1,6; Rz50.
При указании наибольшего значения шероховатости указывается только это значение — Ra1,6
Допускается указывать наименьшее значение шероховатости — Ra6,3min
Допускается указывать диапазон шероховатостей от минимального до максимального значения, в таком случае пределы указывается в две строки после обозначения типа шероховатости
Допускается указывать несколько диапазонов разных типов шероховатостей под одним знаком. Показано на рисунке далее.
Условные обозначение направления неровностей должны соответствовать обозначениями их ГОСТ 2789-73, но приводятся они только при необходимости. Ниже приведена таблица соответствия условных обозначений направлениям неровностей.
В случае, когда достигнуть необходимой чистоты поверхности можно только конкретным способом, либо конструкция изделия подразумевает использование только одного способа обработки поверхности, этот способ указывается над полкой значка.
На чертежах допускается упрощенное изображение шероховатостей поверхностей. В таком случае нужная шероховатость обзывается одной из свободных букв, не использованных на чертеже, а полное ее обозначение расшифровывается в технических требованиях.
В случае, если направление для измерения шероховатости определенной поверхности отличается от предусмотренного ГОСТ, это отображается на чертеже при помощи специальной двунаправленной стрелки.
Описание
Принцип действия заключается в сравнении с образцом визуально или на ощупь. Для этого подбирается образец соответствующего вида обработки, номинальное числовое значение параметра шероховатости поверхности которого соответствует числовому значению параметра шероховатости поверхности контролируемой детали. Визуальное сравнение образцов с параметрами Ra 0,10 и 0,20 мкм рекомендуется проводить с помощью лупы или микроскопа. В результате сравнения делается заключение о том, что параметр шероховатости контролируемой детали не превышает номинальное значение подобранного образца сравнения.
Образцы шероховатости выпускаются поштучно или набором определенного вида обработки: точение (условное обозначение способа обработки — Т), расточка (Р), фрезерование цилиндрическое (ФЦ), строгание (С), шлифование периферией круга (плоское — ШП, цилиндрическое выпуклое — ШЦ, цилиндрическое вогнутое — ШЦВ), точение торцевое (ТТ), фрезерование торцевое (ФТ и ФТП), шлифование торцевое (ШТ), шлифование чашеобразным кругом (ШЧ).
Образцы шероховатости изготавливаются из стали, алюминия и титана и поставляются в виде отдельных образцов, а также могут быть укомплектованы в наборы от двух до пяти образцов шероховатости с различными номинальными значениями параметра Ra. Поверхность образца может дополнительно оцениваться параметром шероховатости Rz, Rmax, Sm, S, tp, значения которого не нормируется и приводится как справочное по результатам измерений.
— Товарный знак «РИК» наносится на паспорт образцов шероховатости типографским методом, на нерабочую поверхность образца методом лазерной маркировки и на металлический шильдик на футляре.
Общий вид образцов шероховатости показан на рисунках 1 -3. ___
Рисунок 3 — Общий вид образцов шероховатости из титана
Таблица 1 — Способы обработки, воспроизводимые образцами, форма образца и основное направление неровностей поверхностей образца
Способы
обработки
Форма образца
Расположение неровностей
описание
условное
обозначение
Условное
обозначение
способа
обработки
Точение
Цилиндрическая
выпуклая
Т
прямолинейное
Расточка
Цилиндрическая
вогнутая
Р
Фрезерование
цилиндрическое
Плоская
ФЦ
Строгание
С
Плоская
Плоская,
Шлифование периферией круга
ШП
ШЦ
ТТТТТВ
цилиндрическая
выпуклая,
цилиндрическая
вогнутая
дугообразное
Точение торцевое
Плоская
ТТ
Фрезерование
торцевое
Плоская
ФТ
Фрезерование
торцевое
Плоская
ФТП
Перекрещивающееся
дугообразное
Шлифование
Плоская
ШТ
торцевое
Шлифование
Плоская
ШЧ
чашеобразным
кругом
Примечание: Образцы шероховатости воспроизводимого способа обработки
характеризуют особенности только
Таблица 2 — Ряды номинальных значений параметра шероховатости Ra поверхности образца в зависимости от воспроизводимого способа обработки и базовые длины для оценки шероховатости___
|
Способ обработки |
Параметр шероховатости Ra, мкм |
Базовая длина l, мм |
|
Шлифование |
0,10 |
0,25 |
|
0,20 |
0,25 |
|
|
0,40 |
0,80 |
|
|
0,80 |
0,80 |
|
|
1,60 |
0,80 |
|
|
Точение и расточка |
0,8 |
0,8 |
|
1,6 |
0,8 |
|
|
3,2 |
2,5 |
|
|
6,3 |
2,5 |
|
|
Фрезерование |
0,4 |
0,8 |
|
0,8 |
0,8 |
|
|
1,6 |
2,5 |
|
|
3,2 |
2,5 |
|
|
6,3 |
8,0 |
|
|
Строгание |
1,6 |
0,8 |
|
3,2 |
2,5 |
|
|
6,3 |
2,5 |
|
|
12,5 |
8,0 |
Примечания:
1. Поверхность образца может дополнительно оцениваться параметрами шероховатости Rz, Rmax, Sm, S, tp, значения которых не нормируются и приводятся как справочные по результатам измерений.
2. Средний шаг неровностей поверхности образца не превышает 1/3 базовой длины.
Таблица 3 — Допускаемое отклонение среднего значения параметра Ra от номинального и допускаемое среднее квадратическое отклонение от среднего значения Ra_
|
Способ обработки |
Допускаемое отклонение среднего значения Ra от номинального, % |
Допускаемое среднее квадратическое отклонение о, %, не более |
|
Шлифование |
+12 -17 |
9 |
|
Точение |
4 |
|
|
Расточка |
4 |
|
|
Фрезерование |
9 |
|
|
Строгание |
3 |
Примечание: Допускаемое среднее квадратическое отклонение указано для длины оценки, содержащей 5 базовых длин. Для другого количества n базовых длин в длине оценки отклонение on определяют по формуле
[5
|
Наименование характеристики |
Значение |
|
Радиус кривизны цилиндрических образцов, мм |
от 20 до 40 |
|
Размеры рабочей поверхности образца, мм, не менее: |
|
|
— длина при: |
|
|
Ra от 0,1 до 12,5 мкм на базовой длине до 2,5 мм |
20 |
|
Ra от 6,3 до 12,5 мкм на базовой длине 8 мм |
30 |
|
— ширина |
20 |
|
Габаритные размеры, мм, не менее: |
|
|
— длина при: |
|
|
Ra от 0,1 до 12,5 мкм на базовой длине до 2,5 мм |
22,0 |
|
Ra от 6,3 до 12,5 мкм на базовой длине 8 мм |
32,0 |
|
— ширина |
30,0 |
|
— толщина для: |
|
|
плоских и вогнутых образцов |
3,5 |
|
выпуклых образцов |
5,5 |
|
Масса, кг, не более, для образцов из: |
|
|
— стали |
0,04 |
|
— алюминия |
0,01 |
|
— титана |
0,02 |
|
Средний срок службы, лет |
5 |
|
Диапазон рабочих температур, °С |
От +10 до +30 |
|
Относительная влажность воздуха, %, не более |
80 |
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Поверхность почвы
Шероховатость поверхности почвы (SSR) относится к вертикальным изменениям, присутствующим в микро- и макрорельефе поверхности грунта, а также к их стохастическому распределению. Существует четыре различных класса SSR, каждый из которых представляет характерную вертикальную шкалу длины:
- первый класс включает изменения микрорельефа от отдельных зерен почвы до агрегатов порядка 0,053–2,0 мм;
- второй класс состоит из вариаций почвенных комков от 2 до 100 мм;
- третий класс шероховатости поверхности почвы — это систематические перепады высот из-за обработки почвы, называемые ориентированной шероховатостью (ОШ), в диапазоне от 100 до 300 мм;
- четвертый класс включает в себя планарную кривизну или макромасштабные топографические особенности.

Два первых класса объясняют так называемую микрошероховатость, которая, как было показано, в значительной степени влияет на событие и сезонную шкалу в зависимости от количества осадков и обработки почвы соответственно. Микрошероховатость чаще всего определяется количественно с помощью случайной шероховатости, которая, по сути, является стандартным отклонением данных о возвышении поверхности слоя вокруг среднего значения высоты после коррекции на уклон с использованием плоскости наилучшего соответствия и устранения эффектов обработки почвы в отдельных показаниях высоты. Воздействие осадков может привести к ухудшению или увеличению микрошероховатости, в зависимости от начальных условий и свойств почвы.
На шероховатых поверхностях грунта действие отрыва дождевых брызг имеет тенденцию сглаживать края шероховатости поверхности почвы, что приводит к общему снижению RR. Однако недавнее исследование, в котором изучалась реакция гладких поверхностей почвы на количество осадков, показало, что RR может значительно увеличиться при малых начальных масштабах микрошероховатости порядка 0-5 мм. Также было показано, что увеличение или уменьшение согласовано между различными показателями SSR.
Практические эффекты
Структура поверхности играет ключевую роль в управлении механикой контакта , то есть механическое поведение, проявляемое на границе раздела между двумя твердыми объектами, когда они приближаются друг к другу и переходят от состояния бесконтактности к полному контакту. В частности, нормальная контактная жесткость определяется преимущественно структурой неровностей (шероховатость, наклон поверхности и фрактальность) и свойствами материала.
Что касается инженерных поверхностей, считается, что шероховатость ухудшает характеристики детали. Как следствие, большинство производственных отпечатков устанавливают верхний предел шероховатости, но не нижний предел. Исключение составляют отверстия цилиндров, где масло остается в профиле поверхности и требуется минимальная шероховатость.
Структура поверхности часто тесно связана со свойствами трения и износа поверхности. Поверхность с более высокой фрактальной размерностью , большим значением или положительным значением обычно будет иметь несколько более высокое трение и быстро изнашиваться. Пики на профиле шероховатости не всегда являются точками соприкосновения. Также необходимо учитывать форму и волнистость (т.е. как амплитуду, так и частоту).
ра{\ displaystyle Ra}рsk{\ displaystyle Rsk}
ПРАВИЛА НАНЕСЕНИЯ ОБОЗНАЧЕНИЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
2.1. Обозначения шероховатости
поверхностей на изображении изделия располагают на линиях контура, выносных
линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать
обозначения шероховатости на размерных линиях или на их продолжениях, на рамке
допуска формы, а также разрывать выносную линию (черт.
7).
Черт. 7
(Измененная редакция, Изм. № 3).
2.2. На линии невидимого контура допускается наносить
обозначение шероховатости только в случаях, когда от этой линии нанесен размер.
2.3. Обозначения шероховатости
поверхности, в которых знак имеет полку, располагают относительно основной
надписи чертежа так, как показано на черт. 8 и 9.
2.4. Обозначения шероховатости
поверхности, в которых знак не имеет полки, располагают относительно основной
надписи чертежа так, как показано на черт. 10.
2.5. При изображении изделия с
разрывом обозначение шероховатости наносят только на одной части изображения,
по возможности ближе к месту указания размеров (черт. 11).
2.6. При указании одинаковой шероховатости для всех
поверхностей изделия обозначение шероховатости помещают в правом верхнем углу
чертежа и на изображении не наносят (черт. 12).
Черт. 8
Черт. 9
Черт. 10
Черт. 11
Черт. 12
Размеры и толщина линий знака в обозначении
шероховатости, вынесенном в правый верхний угол чертежа, должны быть
приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на
изображении.
Примечание. При расположении поверхности в заштрихованной зоне
обозначение наносят только на полке линии-выноски.
2.7. Обозначение шероховатости.
одинаковой для части поверхностей изделия, может быть помещено в правом верхнем
углу чертежа (черт. 13, 14) вместе с условным обозначением . Это
означает, что все поверхности, на которых на изображении не нанесены
обозначения шероховатости или знак , должны иметь шероховатость, указанную перед условным
обозначением .
Размеры знака, взятого в скобки, должны быть
одинаковыми с размерами знаков, нанесенных на изображении.
Примечание. Не допускается обозначение шероховатости или знак выносить в
правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость
которых не нормируется.
Черт. 13
Черт. 14
2.4 — 2.7. (Измененная
редакция. Изм. № 2, ).
2.8. Обозначение шероховатости поверхностей
повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество
которых указано на чертеже, а также обозначение шероховатости одной и той же
поверхности наносят один раз, независимо от числа изображений.
Обозначения шероховатости симметрично расположенных
элементов симметричных изделий наносят один раз.
2.9. Если шероховатость одной и
той же поверхности различна на отдельных участках, то эти участки
разграничивают сплошной тонкой линией с нанесением соответствующих размеров и
обозначений шероховатости (черт. 15а). Через заштрихованную зону линию границы между
участками не проводят (черт. 15б).
Черт. 15
2.10. Обозначение шероховатости
рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если
на чертеже не приведен их профиль, условно наносят на линии делительной
поверхности (черт. 16а, б, в), а для глобоидных червяков и
сопряженных с ними колес — на линии расчетной окружности (черт. 16г).
Черт. 16
2.11. Обозначение шероховатости
поверхности профиля резьбы наносят по общим правилам при изображении профиля
(черт. 17а) или условно на выносной линии для указания размера
резьбы (черт. 17б, в,
г, д), на размерной линии или на ее продолжении (черт. 17е).
Черт. 17
2.9 — 2.11. (Измененная
редакция, Изм. № 2, ).
2.12. Если шероховатость
поверхностей, образующих контур, должна быть одинаковой, обозначение
шероховатости наносят один раз в соответствии с черт. 18. Диаметр
вспомогательного знака — 4 … 5 мм.
Черт. 18
В обозначении одинаковой шероховатости поверхностей,
плавно переходящих одна в другую, знак не приводят (черт. 19).
Черт. 19
(Измененная редакция, Изм. № 1, 2, ).
2.13. Обозначение одинаковой
шероховатости поверхности сложной конфигурации допускается приводить в
технических требованиях чертежа со ссылкой на буквенное обозначение
поверхности, например: «шероховатость поверхности А — ». При
этом буквенное обозначение поверхности наносят на полке линии-выноски,
проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на
расстоянии 0,8 … 1 мм от линии контура (черт. 20).
Черт. 20
(Измененная редакция, Изм. № 2, ).
|
1. 2. |
1 Высотные параметры
Ra
— среднее
арифметическое отклонение профиля,
представляющее собой среднее арифметическое
абсолютных значений отклонений профиля
в пределах базовой длины, т.е.
или
где
x— абсцисса
профиля, отсчитываемая по базовой длине;
y(x)
— функция, описывающая профиль;
yi
— ординаты отсчитываемых точек;
n— число точек.
Эта
формула реализуется в своем точном виде
интегральным устройством профилометра
— прибора для измерения шероховатости.
Среднее
арифметическое отклонение профиля —
это характеристика средней высоты всех
неровностей.
Rz
— высота неровностей профиля по 10 точкам.
Определяется как сумма средних абсолютных
пяти наибольших выступов профиля и пяти
наибольших глубин впадин в пределах
базовой длины.
Выступ
и впадина есть часть профиля, соединяющая
две соседние точки пересечения его со
средней линией профиля, направленная
соответственно из тела и в тело.
Высота
неровностей профиля по 10 точкам — это
характеристика средней высоты наибольших
неровностей. Можно принимать Rz(4…5,5)
Ra.
Rmax
— наибольшая высота неровностей профиля,
определяемая как расстояние между
линией выступов профиля и линией впадин,
проходящих соответственно через высшую
и низшую точки профиля в пределах базовой
длины.
2 Шаговые параметры
Sm
— средний шаг неровностей по средней
линии.
где
n—
числошагов в
пределах базовой длины;
Smi
— шаг неровностей по средней линии
S
— средний шаг местных неровностей по
вершинам, т.е.
шаг местных выступов профиля.
tp
— относительная опорная длина,
определяемая в процентах по формуле:
где
bi
— длина
отрезков, отсекаемых в материале выступов
линией, проведенной на расстоянии p
от линии выступов.
Расстояние
p
называется уровнем сечения и выбирается
в пределах от 5% до 90% от Rmax
Перечисленные
параметры шероховатости выбираются в
зависимости от эксплуатационных свойств
поверхности. Предпочтительно даже для
самых грубых поверхностей нормировать
параметр Ra,,
который более полно чем Rz или Rmax,
отражает отклонения профиля, поскольку
определяется по достаточно большему
числу точек профиля. Параметр Ra,
наиболее удобен для измерения
профилометрами и получил распространение
в зарубежной документации.
Параметры
Rz или Rmax
нормируют в тех случаях, когда по
функциональным требованиям необходимо
ограничить полную высоту неровностей
профиля или шероховатость рыхлого
поверхностного слоя, а также, когда
прямой контроль параметра Ra
с помощью профилометра или образцов
сравнения не представляется возможным
ввиду малых размеров поверхностей или
сложной их конфигурации.
Параметр
tpкомплексно
характеризует высоту и форму неровностей,
позволяет судить о фактической площадке
контакта шероховатых поверхностей. С
ним связаны такие важные эксплуатационные
свойства как износоустойчивость трущихся
поверхностей, герметичность соединений
и т.д.
При
Ra
=
const

16.2
Нормирование допусков шероховатости
поверхности на
машиностроительных чертежах
Шероховатость
поверхности указывается на всех
поверхностях деталей. В соответствии
с ГОСТ 2.309-73 (СТ СЭВ 1632-79) для обозначения
шероховатости поверхности используют
один из следующих знаков:
Над
знаком пишутся численные значения
параметров. Все числовые значения
параметров проставляются со своими
индексами (кроме Ra):
высотные в микрометрах, шаговые — в
миллиметрах и относительная опорная
длина в процентах. Шероховатость
поверхности можно указать в виде
предельного возможно допустимого
значения, например:
—
Ra
0,63 мкм
— Rz
20 мкм
Шероховатость
поверхности можно указать и в виде
диапазона значений или в виде номинального
значения с отклонениями 10 %, 20% или 40 %,
например:

Записи
о значениях шероховатости делаются в
правом верхнем углу чертежа (рис.80).
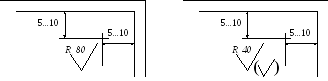
а
б
Рисунок 80 –
Указание шероховатости на машиностроительных
чертежах:
а – при одинаковой
шероховатости всех поверхностей;
б — при шероховатости
части поверхностей, которые не оговорены.
В
обозначении шероховатости указывают
тип направления неровностей с помощью
обозначений:
параллельное
направление неровностей
перпендикулярное
перекрещивающееся
произвольное
кругообразное
радиальное