Метрическая резьба
Содержание:
- Какой стандартный шаг резьбы бывает у болта
- Инструменты для нарезания
- Соответствие двух систем обозначений
- Виды резьбы и применение
- Особенности цилиндрической резьбы
- Коническая, круглая и трапецеидальная резьба
- Размеры метрических резьб
- Как определить диаметр и шаг резьбы болта
- Можно ли определить шаг резьбы по маркировке
- Как выполнить чертеж по инженерной графике: тема 7 «Резьбовые изделия»
- Прямоугольная резьба
- Резьбы мелкого шага
- Метрические резьбы
- Профиль метрической резьбы
- Классы точности и правила маркировки
- Классы точности и правила маркировки
- Дюймовые резьбы
- Параметры
- Применение дюймовой резьбы
- Методика нарезания
- Заключение
Какой стандартный шаг резьбы бывает у болта
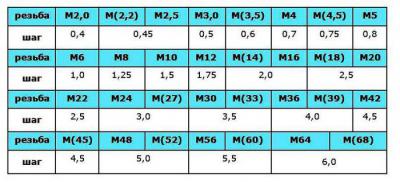
ГОСТ 8724-81 (ISO 261-98) определяет соответствие диаметров и шагов для метрических резьб, а также нормы взаимозаменяемости. Расстояние между витками резьбовой нарезки может быть как мелким, так и крупным. К примеру, для болта:
- М10 возможно наличие широкого шага размером в 1,5 мм и четыре мелких варианта – 0,5 мм, 0,75 мм, 1,0 мм и шаг 1,25 мм;
- М8 предусмотрена крупная резьба размером 1,25 мм и три мелких версии 0,5-0,75-1,0 мм;
- М12 размер широкого расстояния равен 1,75 мм, мелкого – 0,5/0,75/1,0/1,25/1,5 мм;
- М14 и М16 крупным считается дистанция между соседними вершинами профиля величиной в 2,0 мм, мелким – 0,5/0,75/1,0/1,25/1,5 мм;
- М20 широкий шаг резьбы принят в размере 2,5 мм, малый – в диапазоне от 0,5 мм до 2,2 мм.
В международных стандартах в качестве основной единицы измерения принят дюйм, величина равная 25.4 мм. Следующая таблица наглядно показывает, какие метрические параметры имеет дюймовый крепеж.
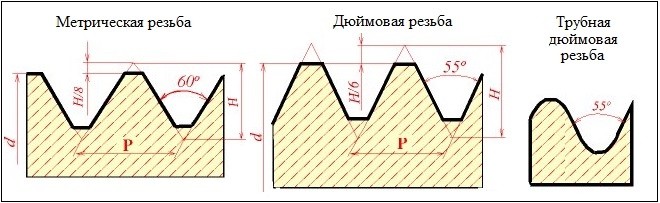
Метрическая резьба характеризуется единой величиной угла профиля. Она всегда равна 60°, тогда как у дюймовой нарезки угол может отличаться в ту или другую сторону.
Инструменты для нарезания
Для нарезания внутренней резьбы используется метчик. Это специальный винт, который имеет твёрдые режущие кромки. Состоит этот инструмент из рабочей части и хвостовика, предназначенного для фиксации в воротке. Устройство бывает ручным и машинным.
Комплектация слесарного набора:

- Метчик. Его диаметр может варьироваться и достигает 18 мм.
- Две черновых рабочих части.
- Черновой метчик другого диаметра, средний и чистовой.
Перед началом нарезания нужно обязательно сначала сделать отверстие, которое будет иметь немного меньший диаметр. Во время работы инструмент необходимо держать перпендикулярно и добавлять смазку в зону нарезания. Через каждые несколько витков метчик следует выкручивать, чтобы убрать накопившуюся металлическую стружку. Это очень удобно делать при помощи небольшого специального ёршика.
В промышленных масштабах наружная резьба делается на станке. Для домашних потребностей применяются плашки, которые бывают:
- Разрезными. Инструмент изготовлен из двух половин, из-за чего он не такой жёсткий, как другие виды. Можно использовать для нетребовательных соединений.
- Цельными круглыми. С помощью такой плашки можно нарезать высококачественную резьбу.
- Раздвижные. Применяются в клуппах. Можно изготавливать трубную резьбу.
Сама плашка внешне очень похожа на обычную гайку, внутри которой находятся режущие кромки. Инструмент может быть предназначен для нарезания метрической или дюймовой резьбы.
Соответствие двух систем обозначений
Метрическая и дюймовая резьба имеют относительно небольшое количество отличий. Примером назовем следующие признаки:
- Форма профиля резьбового гребня.
- Порядок определения диаметра и шага расположения витков.
Для обозначения основных параметров применяются различные единицы измерения. Рассматривая трубный дюйм в миллиметрах следует учитывать, что показатель не стандартный, составляет 3,324 см. Поэтому дюймовые резьбы в миллиметрах с нестандартным обозначением ¾ в пересчете на метрическое обозначение составляет 25 мм. Перевод проводится довольно часто, так как диаметральный размер важен при выборе фитингов и других элементов. Таблица дюймовых и метрических резьб встречается в специальных справочниках.
Отличия дюймовой резьбы от метрической
Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Виды резьбы и применение
Обычно на таких крепёжных деталях, как винты, шпильки, болты, штифты используют наружную дюймовую резьбу. На гайках, пробках, фасонных больших и малых частях, отдельных металлических конструкциях используют внутреннюю дюймовую резьбу. Коническая резьба применяется при необходимости создать герметическое соединение каких-либо узлов, деталей, систем и так далее. Для различия утверждены стандартные обозначения. Так d2 (D2) говорят о том, что это усреднённый диаметр резьбы гаек и болтов. Наружный диаметр болта и гайки обозначается соответственно d (D). А внутренний диаметр этих деталей обозначается d1 (D1). Символ Р обозначает резьбовой шаг. Значение α говорит о профильном угле резьбы. Для дюймовой нарезки значение α = 55°.
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
Коническая, круглая и трапецеидальная резьба

Конические детали отличаются от обычных тем, что на их поверхность наносится конусная резьба. Угол равняется 1/16. Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Круглый профиль используется при изготовлении различных трубопроводных кранов и другой запорной арматуры. Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
Особенность трапецеидальных резьб заключается в том, что они являются самонарезающими. Во время перемещения гайки создаётся очень высокая сила трения. Благодаря этому не требуется дополнительная фиксация. Изделия такого типа производятся в размерах 8−640 мм. Шаг нанесения витков варьируется от 1,5 до 12 мм. Все требования к готовым деталям прописаны в ГОСТе 24738−81.
Размеры метрических резьб
Разброс величин диаметров этой резьбы в промышленности имеет диапазон от 0,25 до 600 мм, причем при диаметре более 68 мм резьба будет только мелкой, тогда как до этой величины ― варьируется. Резьба с крупным шагом применяется в соединениях, находящихся под большой и ударной нагрузкой. Также интересно то, что у крупной резьбы шаг всегда фиксирован по отношению к диаметру, в отличии от мелкого, который может меняться, что отдельно и дополнительно указывается при маркировке.

Например, если в технических документах или чертежах в местах соединения деталей встречается «М16», это значит, что под буквой М понимается метрическая резьба. Размеры внешнего диаметра витков ― 16 мм, и крупный шаг стандартной резьбы ― 2 мм, согласно сведениям, указанным в таблице (резьба второго ряда указана в скобках). Итак, резьба метрическая: основные размеры (ГОСТ 24705-2004).
Как определить диаметр и шаг резьбы болта
09 Ноября 2018, 11:2010705
Инструкция, в большей степени, касается определения размеров метрических болтов, винтов и шпилек (далее просто болт).
Основополагающие габаритные характеристики болта — диаметр, шаг резьбы и длина.
1. Диаметр болта
Точный диаметр болта, как и любого другого предмета, измеряют штангенциркулем или микрометром. Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.



Оборачиваем меркой стержень болта в один оборот и отмечаем на шкале место соединения. Так мы выяснили длину окружности болта. Уменьшаем полученный результат на 1-2 мм, чтобы исключить влияние толщины мерки на расчеты.
Зная длину окружности, с помощью простой геометрической формулы с легкостью рассчитываем диаметр. Для этого длину окружности делим на число Пи, равное 3.14. Поскольку у большинства автомобильных болтов стандартные диаметры, то, даже с учетом погрешностей в измерениях, результат будет близок к стандартным размерам. Стандартные диаметры болтов применяемых в автомобилях: 5, 6, 7, 8, 10, 12, 14, 16 и т.д.
Справедливо заметить, что такой способ не подходит для замеров, где требуется особая точность. Например, забивную часть , где важна каждая десятая миллиметра, измеряют только штангенциркулем или микрометром.
2. Шаг резьбы болта
Другой важный параметр болта — шаг резьбы. Шаг резьбы — расстояние между двумя соседними витками. Шаг резьбы измеряется шагомером. Однако, как и в случае со штангенциркулем, шагомера может не быть. Тогда рассчитайте расстояние между витками с помощью линейки

Для этого отсчитайте 15-20 витков резьбы (чем больше витков, тем точнее результат) и измерьте линейкой расстояние между крайними витками. Путем деления длины посчитанных витков на количество витков получаем расстояние между витками, т.е шаг резьбы.
Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром. Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
| Диаметр, мм | Шаг резьбы, мм | Тип резьбы | Подсказки по маркам авто |
|---|---|---|---|
| М6М7 | 1.00 | стандарт | |
| М8 | 1.25 | стандарт | |
| М10 | 1.50 | стандарт | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel |
| М12 | 1.75 | стандарт | Ford, Renault, Peugeot, Citroen |
| М14М16 | 2.00 | стандарт | Ford, Chrisler |
| М18М20М24 | 2.50 | стандарт |
3. Длина болта
При обозначении длины болта подразумевается длина его стержня. Таким образом, высота головки не учитывается. Измерьте длину стержня — получите длину болта. Если вы ищете болт М12х40х1.5, это значит, вам нужен болт с диаметром резьбы 12 мм, шагом резьбы 1.5 и длиной стержня 40 мм. При этом общая габаритная длина изделия с учетом высоты головки болта, составляет условные 50 мм.

Часто, автомобильные болты встречаются с заостренным кончиком — направляющей болта.
Направляющая болта обеспечивает удобное и беспрепятственное проникновение в технологические отверстия деталей. Часто такие болты используются для крепления амортизаторов, рычагов, подрамников. Так вот, длиной болта считается длина с учетом этой направляющей.
Можно ли определить шаг резьбы по маркировке
В соответствии с регламентом ГОСТ 8724-81 обязательное присутствие в маркировке размера шага резьбы не предусмотрено, хотя и не возбраняется. Приведем несколько примеров:
- М22 означает, что на болт или винт нанесена крупная нарезка с номинальным диаметром 22 мм и правой нарезкой;
- М22LH – то же, но только с резьбой, направленной в левую сторону;
- М22*2 Говорит о том, что перед нами изделие с размером сечения 22 мм, мелкой резьбой, имеющей шаг в 2 мм;
- М22*3(P1) – болт диаметром 22 мм, имеющий трехзаходную насечку с ходом в 3 мм и шагом в 1 мм;
- М22*3(P1) LH – крепеж с аналогичными предыдущему варианту параметрами, но только с левой резьбой.
В маркировке крепежных изделий шаг резьбы обозначается буквой P а рядом стоящая цифра указывает на его размер. Не следует путать это понятие с ходом. В случае однозаходной резьбы эти величины совпадают. Когда же нарезка имеет многозаходный характер, то ход определяется как произведение шага на число заходов.
Как выполнить чертеж по инженерной графике: тема 7 «Резьбовые изделия»
Часто студентам задают задание по инженерной графике из книги Фролова/Бубенникова 1990 года редакции, в теме №7 необходимо выполнить вот такой чертеж — «Резьбовые изделия».
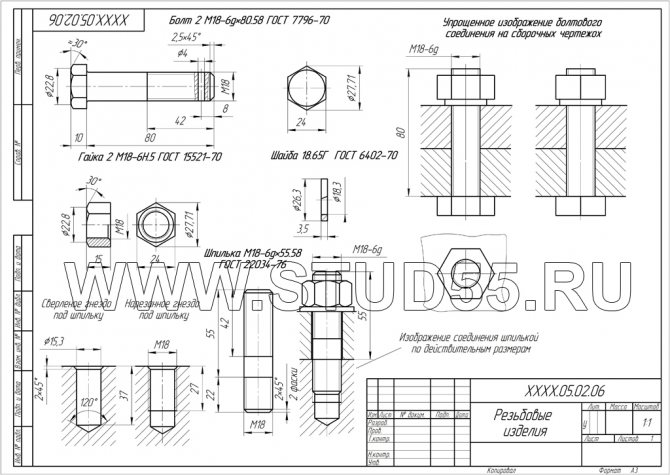
Вот полное задание Вычертить: 1) болт, гайку, шайбу по их действительным размерам, которые следует взять из соответствующих стандартов;
2) упрощенное изображение этих же деталей в сборе;
3) гнездо под резьбу, гнездо с резьбой, шпильку отдельно и шпильку в сборе с гайкой и шайбой по их действительным размерам, которые следует взять из соответствующих стандартов.
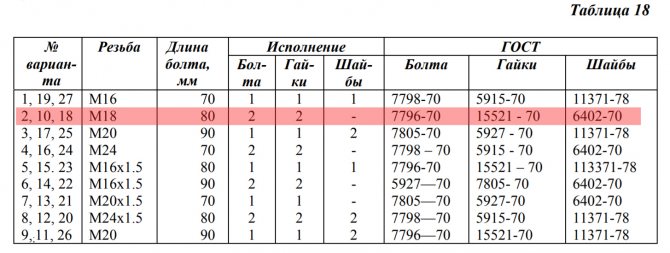
Пошаговое выполнение на примере 2-го варианта:
Прямоугольная резьба
В таблице 3 представлены данные по прямоугольной резьбе.
Прямоугольные резьбы чаще всего изготавливаются с квадратным профилем зуба. Но некоторые производители для усиления применяют прямоугольные профили с расширенной полкой горизонтальной части
Таблица 3: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d, мм | Шаг P | |||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 |
| 8 | 2,00 | 1,50 | 1,25 | |||
| 9 | 2,00 | 1,50 | ||||
| 10 | 2,00 | 1,50 | 1,25 | |||
| 11 | 3,00 | 2,00 | 1,25 | 1,00 | ||
| 12 | 3,00 | 2,00 | 1,50 | |||
| 14 | 3,00 | 2,00 | ||||
| 16 | 4,00 | 2,00 | 1,50 | 1,00 | 0,75 | |
| 18 | 4,00 | 2,00 | ||||
| 20 | 4,00 | 3,00 | 2,00 | |||
| 22 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 24 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 26 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 28 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 30 | 10,00 | 6,00 | 3,00 | |||
| 32 | 10,00 | 6,00 | 3,00 | 2,00 | ||
| 34 | 10,00 | 6,00 | 3,00 | |||
| 36 | 10,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 38 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 40 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 42 | 10 | 7 | 6,00 | 5,00 |
Резьбы мелкого шага
В маркировке мелкий шаг указывается после диаметра. Это выглядит так: «М16×0,5», где, как уже известно, М ― метрическая резьба. Размеры внешнего диаметра равны 16 мм, с величиной шага ― 0,5 мм. Интересно, что после диаметра в 2 мм разница между резьбовым шагом становится существенно заметной, приводя к разделению. Причем изделия равного диаметра имеют несколько видов шага мелкой резьбы, как у рассмотренного в 16 мм:
- 1,5 мм;
- 1,0 мм;
- 0,75 мм;
- 0,5 мм.
В качестве примера приводится часть таблицы, позволяющая понять и наглядно оценить диапазон мелких резьб, без учета крупного шага, рассмотренных ранее.
Метрические резьбы
Название (метрическая резьба) показывает, что все измерения выполняются в метрических единицах. Это самый распространённый мировой стандарт. Основные значения резьбовых соединений показаны в таблице 1. За основу взят стандартный шаг резьбы, кроме него существуют исполнения, где предусматривается и меньшие шаги.
Параметры резьбовой части: номинальный диаметр d, внутренний диаметр d₁ и шаг резьбы Р
Таблица 1: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d | Шаг Р | |||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | 3 ряд (для специальных конструкций) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 2,00 | 0,40 | 0,35 | ||||||
| 2,20 | 0,45 | 0,40 | ||||||
| 2,50 | 0,45 | 0,35 | ||||||
| 3,00 | 0,50 | 0,35 | ||||||
| – | 3,50 | -0,60 | 0,35 | |||||
| 4,00 | 0,70 | 0,50 | ||||||
| 4,50 | 0,75 | 0,50 | ||||||
| 5,00 | 0,80 | 0,50 | ||||||
| 5,50 | 0,50 | 0,40 | ||||||
| 6,00 | 1,00 | 0,75 | 0,50 | |||||
| 7,00 | 1,00 | 0,75 | 0,50 | |||||
| 8,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 9,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 10,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | |||
| 11,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||||
| 12,00 | 1,75 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 14,00 | 2,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 15,00 | 1,75 | 1,50 | 1,00 | |||||
| 16,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | |||
| 17,00 | 1,75 | 1,50 | 1,00 | |||||
| 18,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 20,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 22,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 24,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 25,00 | 2,00 | 1,50 | 1,00 | |||||
| 26,00 | 1,50 | 1,00 | ||||||
| 27,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 28,00 | 2,50 | 2,00 | 1,50 | 1,00 | ||||
| 30,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 32,00 | 2,50 | 2,00 | 1,50 | |||||
| 33,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 35,00 | 2,50 | 1,50 | 1,00 | 0,75 | ||||
| 36,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | |||
| 38,00 | 3,00 | 1,50 | 1,00 | 0,75 | ||||
| 39,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 40,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 42,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 45,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 48,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 50,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 52,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 55,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 56,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 58,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 60,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 62,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 64,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 65,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 |
Угол при вершине винтовой линии у метрических резьб составляет 60⁰
Видно, что есть несколько рядов по уровню предпочтений. Объясняется довольно просто. Типовые детали стараются делать так, чтобы их было проще заменять в случае разборки и сборки. Менее предпочтительные ряды получаются при индивидуальном проектировании отдельных деталей. Производство удорожается.
Специальные резьбы применяют весьма ограничено. Ими пользуются лишь в тех случаях, когда невозможно применить стандартные предпочтения.
Внимание! Использование специальных резьб связано с необходимостью создавать одноразовые инструменты для нарезания подобных винтовых линий.
В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах.
Например, уменьшенный шаг резьбы применяют для изготовления шпилек, в двигателях внутреннего сгорания. С их помощью крепят головку блока к самому блоку цилиндров. Эти детали испытывают значительные нагрузки. Внутри движутся поршни, происходит процесс горения газа. Давление возрастает и убывает постоянно. Поэтому требования к соединению довольно высокие.
Мелкие шаги используют при сборке лопаток на турбинах. Вал турбины современного реактивного двигателя вращается с частотой 40…50 тыс. об/мин. Центробежная сила достигает громадных значений. Поэтому требования к узлам соединений повышенные.
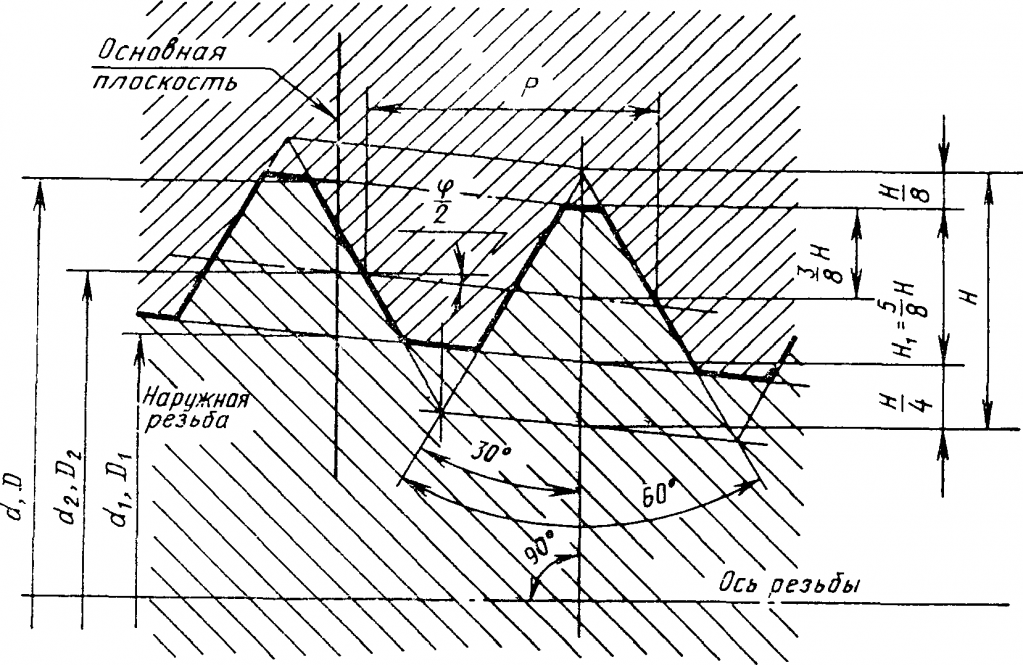
Профиль метрической резьбы
Для метрической резьбы характерен треугольный профиль. Его также называют крепежным.

Изображение №1: профиль метрической резьбы
Профиль метрической резьбы представляет собой равносторонний треугольник с углом 60°. Вершины и впадины могут быть острыми, срезанными и закругленными. Это зависит от заточки резьбонарезного инструмента и глубины обработки.
Профиль метрической резьбы имеет высоту H. Она определяется расстоянием от основания до вершины равностороннего треугольника.
Профиль метрической конической резьбы выглядит так.
Изображение №2: профиль метрической конической резьбы
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
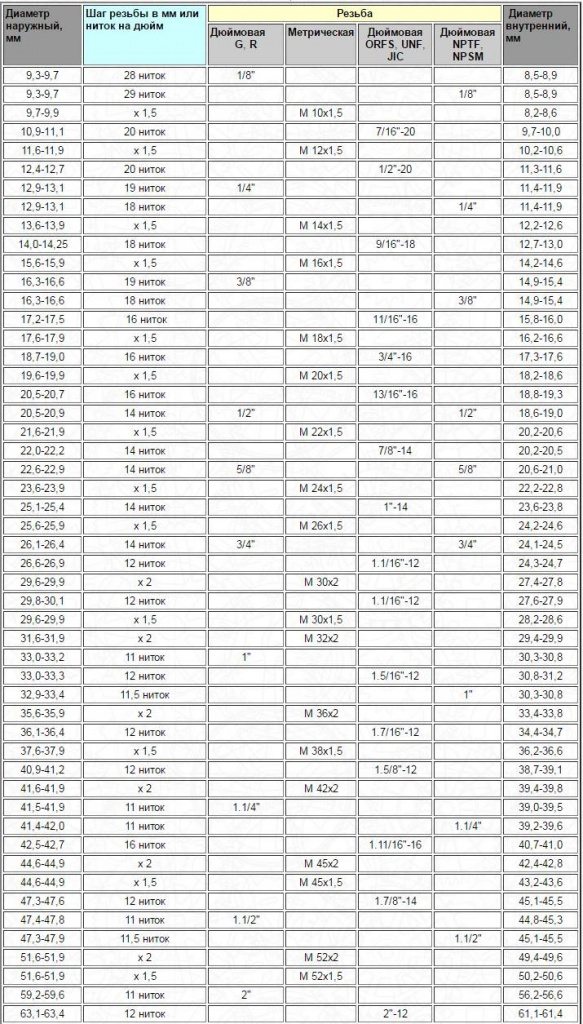
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Дюймовые резьбы
В Россию и страны СНГ поступают изделия из США и Великобритании. Поэтому приходится сталкиваться с деталями, где применяется дюймовая резьба. Еще недавно самолетостроение было в дюймовом исполнении. Только недавно многие узлы самолетов начали выпускать с метрическими стандартами. Но еще довольно много изделий выполнено в дюймовом исполнении. В таблице 2 приведены параметры резьб, с которыми возможно придется столкнуться.
Угол при вершине винтовых линий дюймовой резьбы составляет 55⁰. Шаг Р задают редко, пользуются им только для справки. Важнее количество ниток на дюйм резьбовой части изделия.
Ниже показана таблица дюймовых резьб с диаметрами и шагом.
Таблица 2: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр в дюймах | Номинальный диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм | ||||||
| нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | ||
| 1/16 “ | 1,588 | 36 | 48 | 54 | 64 | 0,706 | 0,529 | 0,470 | 0,397 |
| 1/8 “ | 3,175 | 36 | 48 | 54 | 72 | 0,706 | 0,529 | 0,470 | 0,353 |
| 3/16 “ | 4,763 | 24 | 36 | 48 | 54 | 1,058 | 0,706 | 0,529 | 0,470 |
| 1/4 “ | 6,350 | 20 | 24 | 30 | 36 | 1,270 | 1,058 | 0,847 | 0,706 |
| 5/16 “ | 7,938 | 18 | 20 | 24 | 30 | 1,411 | 1,270 | 1,058 | 0,847 |
| 3/8 “ | 9,525 | 16 | 18 | 20 | 24 | 1,588 | 1,411 | 1,270 | 1,058 |
| 7/16 “ | 11,113 | 14 | 16 | 18 | 20 | 1,814 | 1,588 | 1,411 | 1,270 |
| 1/2 “ | 12,700 | 12 | 14 | 16 | 20 | 2,117 | 1,814 | 1,588 | 1,270 |
| 9/16 “ | 14,288 | 12 | 14 | 18 | 24 | 2,117 | 1,814 | 1,411 | 1,058 |
| 5/8 “ | 15,875 | 11 | 12 | 14 | 16 | 2,309 | 2,117 | 1,814 | 1,588 |
| 3/4 “ | 19,050 | 10 | 12 | 16 | 20 | 2,540 | 2,117 | 1,588 | 1,270 |
| 7/8 “ | 22,225 | 9 | 10 | 12 | 16 | 2,822 | 2,540 | 2,117 | 1,588 |
| 1 “ | 25,400 | 8 | 10 | 16 | 18 | 3,175 | 2,540 | 1,588 | 1,411 |
| 1 1/8 “ | 28,575 | 7 | 8 | 10 | 12 | 3,629 | 3,175 | 2,540 | 2,117 |
| 1 1/4 “ | 31,750 | 7 | 8 | 9 | 10 | 3,629 | 3,175 | 2,822 | 2,540 |
| 1 3/8 “ | 34,925 | 6 | 8 | 10 | 12 | 4,233 | 3,175 | 2,540 | 2,117 |
| 1 1/2 “ | 38,100 | 6 | 9 | 12 | 16 | 4,233 | 2,822 | 2,117 | 1,588 |
| 1 5/8 “ | 41,275 | 5 | 6 | 8 | 10 | 5,080 | 4,233 | 3,175 | 2,540 |
| 1 3/4 “ | 44,450 | 5 | 6 | 10 | 12 | 5,080 | 4,233 | 2,540 | 2,117 |
| 1 7/8 “ | 47,625 | 5 | 6 | 7 | 8 | 5,080 | 4,233 | 3,629 | 3,175 |
| 2 “ | 50,800 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/4 “ | 57,150 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/2 “ | 63,500 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 2 3/4 “ | 69,850 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 3 “ | 76,200 | 3 | 4 | 6 | 10 | 8,467 | 6,350 | 4,233 | 2,540 |
Для проектирования дюймовых резьб задаются не значением конкретного шага, а количеством витков самой резьбовой канавки. Поэтому шаг нужен только для контроля. Обычно задаются количеством ниток. Отмеряют длину и считают, сколько ниток приходится на длине в 1 дюйм. Определить расстояние легко, достаточно разделить число 25,4 на число канавок.
Штуцер для соединения трубопроводов разных диаметров
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
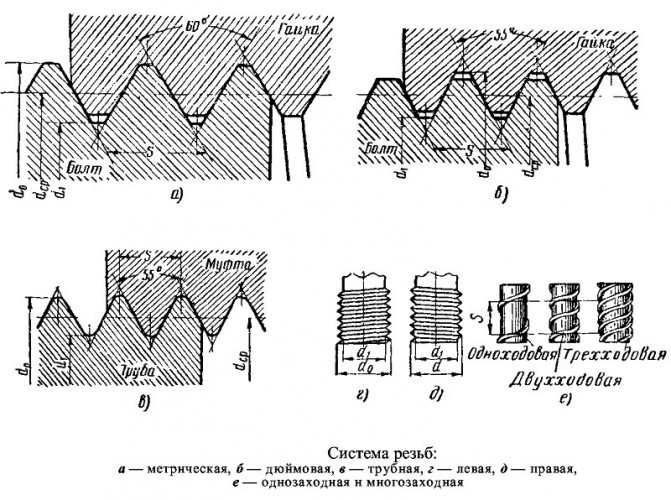
Система резьб
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки
Заключение
Дюймовая резьба — особая разновидность резьбового соединения. Эта технология распространена в некоторых западных странах (США, Великобритания, Япония и другие). В России ее применение регулируется с помощью государственного стандарта ГОСТ 6111-52. Технология обычно применяется для нарезки бетонных или железобетонных труб, а также для производства шурупов, болтов, специальных деталей для электроники. Основные технические параметры резьбы — внутренний и внешний диаметр, ширина шага, тип профиля (цилиндрический или конический).
Основное отличие дюймовой резьбы от метрической — гребни расположены под углом 54-55 градусов (а не 60). Это делает профиль более вытянутым, прямоугольным (то есть гребень будет более длинным, но менее широким у основания). Небольшая угловая разница делает невозможным вкручивание метрических деталей в дюймовые и наоборот. Для создания резьбового соединения используется ручная или токарная нарезка. Первую технологию лучше использовать в случае домашнего или мелкосерийного производства, а вторая технология подходит для крупных производств.
- Гулиа Н. В., Клоков В. Г., Юрков С. А. Детали машин. — М.: Академия, 2004.
- Богданов В. Н., Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989.