Основные параметры резьбы
Содержание:
- Что такое диаметр, шаг круглой и прямоугольной резьбы?
- Государственные стандарты
- Положительные и отрицательные свойства
- Особенности трапецеидальной резьбы
- Способы изготовления
- Виды резьбы по металлу. Назначение и применение.
- История резного дела
- Трубная цилиндрическая, трубная коническая и коническая дюймовая
- Анализ основного механизированного инструмента
- История
- Метрическая резьба
- Применение
Что такое диаметр, шаг круглой и прямоугольной резьбы?
На определение каждого профиля влияет их геометрическая форма. У круглого и прямоугольного выступа он имеет соответствующий вид.
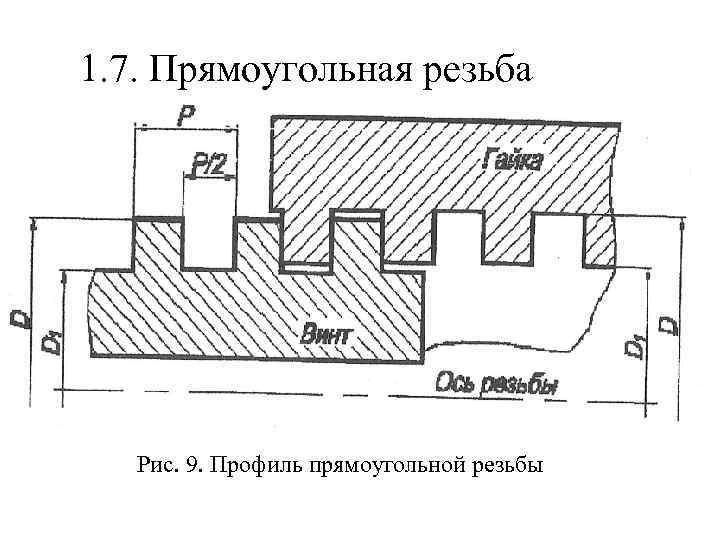
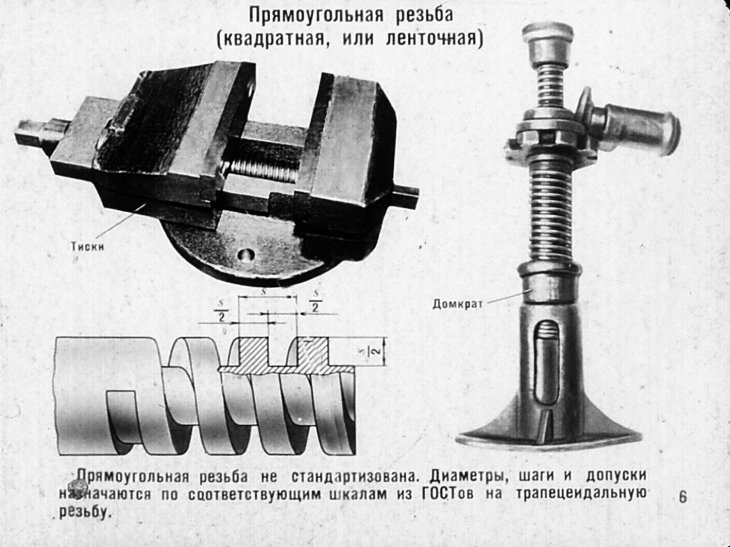
Выступы в форме прямоугольников или квадратов способны поддерживать движение соединений, находящихся под большой нагрузкой. Используются при изготовлении, например, грузовых винтов. Резьбовой шаг и размер сечения рекомендуется принимать таким же, как у трапецеидальной нарезки.
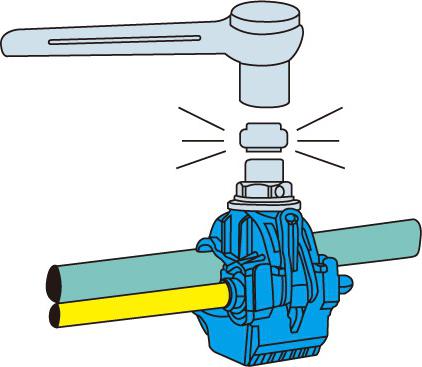
Круглый профиль отличается долговечностью и способен создавать большое сопротивление при существенных нагрузках. Его создают на изделиях, предназначенных для работы в грязной среде. Это вентили, различные шпиндели. Шаг круглой нарезки стандартизирован и имеет четыре размера. Минимальное значение составляет 2,54 мм, а максимальное — 6,35 мм. Промежуточные величины равны 3,175 мм и 4,233 мм. При этом внешний диаметр имеет размер — 5,46-40,05 мм
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 54415.05.2020
Государственные стандарты
Изготовление такого сложного элемента металлообработки как многозаходная резьба выполняется на основании установленных государственных и международных стандартов. Они дополняют друг друга и позволяют привести в соответствие системы маркировки, которые применяются в Российской Федерации и производителями других стран. Это справедливо для метрической и дюймовой систем измерений.
К таким стандартам относятся:
- Единая система конструкторской документации;
- ГОСТ 24739-81. В нём приведены нормы, описывающие трапециевидную многозаходную конструкцию.
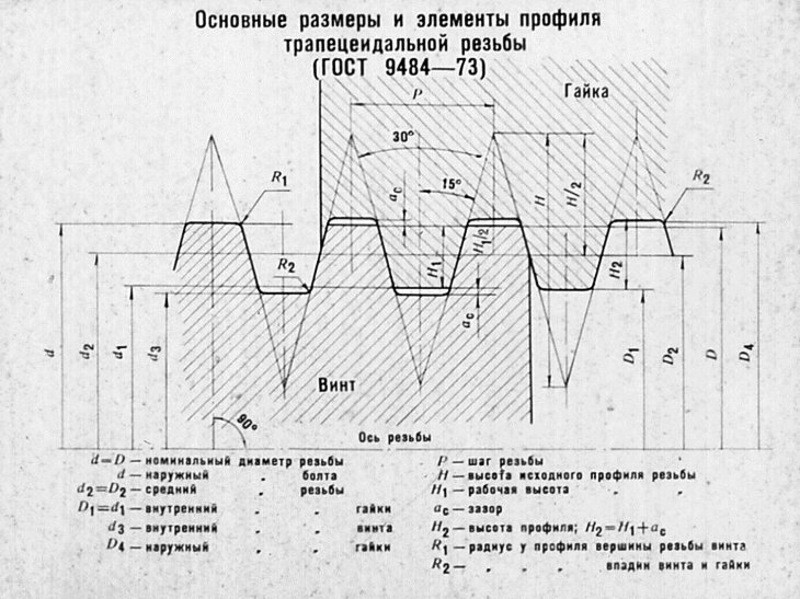
- ГОСТ 9484-81. Этот стандарт утверждает возможные профили, какого вида и размеров должна быть резьба трапецеидальная многозаходная;
- ГОСТ 25347-82. Стандарт устанавливает разрешённые допуски необходимые для нарезания и сборки готовых конструкций.
Перечисленные стандарты позволяют определить наружный и внутренний диаметр, форму элементов, шаг, ход, число заходов, требуемый диаметр сверла для подготовки отверстий под будущую резьбу.
Положительные и отрицательные свойства
Резьбовые соединения получили большое распространение благодаря большому количеству эксплуатационных свойств. Важнейшими считаются:
- Долговечность.
- Надёжность.
- Контроль силы сжатия.
- Крепление детали в нужном положении.
- Эффект самоторможения.
- Возможность монтажа большим количеством различных инструментов.
- Простая конструкция.
- Большой сортамент.
- Невысокая стоимость.
При всех положительных качествах спираль имеет ряд характерных недостатков. Нагрузка распределяется неравномерно. Первый виток испытывает 50% общего давления.
Классификация резьбовых соединений
Профиль может иметь несколько видов. Он разбивает резьбу на определённые группы, которые применяются для создания различных соединений:
- Дюймовая.
- Метрическая.
- Трубная.
- Упорная.
- Трапецеидальная.
- Круглая.
Коническая резьба отличается наличием конусности 1:16. Такая конструкция позволяет создать герметичные стыки без применения стопорных гаек.
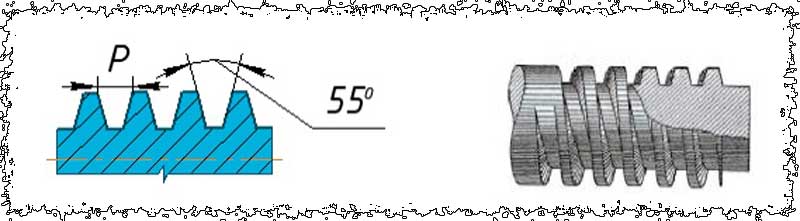
 Для дюймовой резьбы не существует отечественного стандарта. Профиль такой резьбы имеет вид треугольника. Угол 55 градусов. Число витков на одном дюйме определяет шаг профиля. Стандартизация конструкции затрагивает наружные диаметры 3/16″ — 4″ с витками на 3—28″.
Для дюймовой резьбы не существует отечественного стандарта. Профиль такой резьбы имеет вид треугольника. Угол 55 градусов. Число витков на одном дюйме определяет шаг профиля. Стандартизация конструкции затрагивает наружные диаметры 3/16″ — 4″ с витками на 3—28″.
Резьба дюймовая коническая сделана с конусом 1:16. Угол профиля равен 60 градусам. Это изделие создаёт высокую герметичность, причём без установки специальных уплотнений. Применяется для гидравлических систем, а также трубопроводов небольшого диаметра.
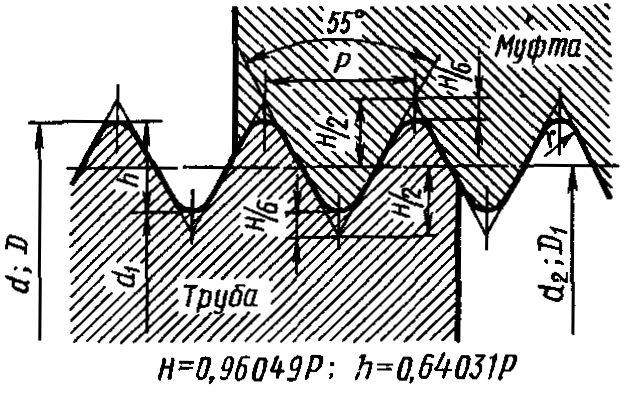
Цилиндрическая трубная резьба ГОСТ 6357–81 используется как одновременный крепёж и уплотнение. Форма профиля сделана в виде равнобедренного треугольника, имеющего угол наклона 55 градусов. Чтобы достичь высокой герметичности, профиль имеет верхние грани закруглённого типа. Чтобы не повредить стенки конструкции, такая резьба отличается сокращённым шагом. Её используют в системах отопления, создании водопроводных коммуникаций.
Трапецеидальная резьба изготавливается по ГОСТ 9481 −81. Она применяется в крепёжных соединениях вида винт-гайка. Внешний вид профиля напоминает равностороннюю трапецию с углом наклона 30 градусов. В червячных передачах значение угла увеличивается до 40 градусов. Применяется для крепежа деталей диаметром 10−640 мм.
Упорная резьба стандартизируется ГОСТом 24737−81. Её используют в крепеже, который во время эксплуатации подвергается мощным осевым нагрузкам, направленным в определённую сторону. Профиль имеет форму разносторонней трапеции. Одна грань наклонена под углом 3 градуса, противоположная — 30 градусов. Такой резьбой соединяют детали диаметром 10—600 мм. Шаг профиля находится в диапазоне 2—25 мм.
Круглая резьба ГОСТ 6042–83 формируется соединением дуг. Угол наклона между ними составляет 30 градусов. Основным преимуществом этой конфигурации считается высокая устойчивость к повышенному износу. Поэтому её широко используют в создании трубопроводной системы.
Особенности трапецеидальной резьбы
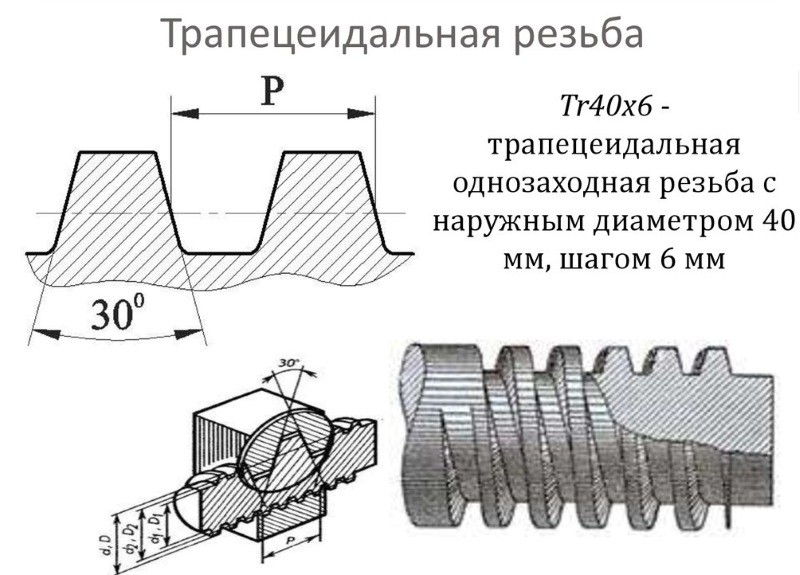
Угол профиля трапецеидальной резьбы составляет 15–40° и образует форму трапеции. Угол подъема равняется 30°. Угловой коэффициент профиля, тип смазки и материал влияют на показатели трения. Трапецеидальная резьба, благодаря свойству самоторможения, позволяет заготовке не деформироваться при сильных нагрузках. Она обладает лучшей износоустойчивостью, в отличие от трубной резьбы.
Наибольшим эффектом обладают трапецеидальные резьбы, обладающие средним шагом. Они способны обеспечить умеренные показатели точности осевых перемещений и износостойкости обрабатываемой детали. Измерение среднего шага производится при помощи штангенциркуля. Для проведения расчетов достаточно посчитать количество и провести замер протяженности стержня. Результат деления этих величин будет являться значением усредненного шага.В связи с тем, что трапецеидальная резьба является метрической, величина шага указывается в миллиметрах.
На чертеже она имеет следующую маркировку:
- обозначение латинскими буквами “Tr”;
- указание значений диаметра и шага в мм;
- обозначение левой однозаходной при помощи латинских символов “LH”.
Пример маркировки: Tr25x5LH – резьба с профилем в форме трапеции, однозаходная левая, длина диаметра составляет 25 мм, величина шага равняется 5 мм. Определить основные размерные параметры возможно также при помощи ГОСТ 9484-81.
Трапецеидальная резьба обладает следующими преимуществами:
- Радиальные зазоры возможно выявить при помощи размещения резьбы посередине диаметра.
- В отличие от дюймовой резьбы, она обладает преобразовательной функцией, превращая вращение изделия в поступательные движение. Преобразование осуществляется посредством гайки и винта. От этой функции зависит производительность и устойчивость рабочих инструментов.
- Предоставляется возможность конструировать и демонтировать более комплексные устройства и предметы неограниченное количество раз.
- Облегчает процесс сбора и разбора деталей, благодаря самостоятельному регулирования силы сжатия.
- Упрощенный процесс изготовления заготовок в различных вариациях. Качество разработанных деталей определяется от материала исходной заготовки.
Несмотря на большое количество достоинств, она имеет несколько недостатков:
- В результате сильного трения возникает большое напряжение на впадинах резьбы.
- Этот вид нарезания нельзя использовать при обработке механизмов, обладающих высокими показателями вибрации. В противном случае это может привести к самостоятельному выкручиванию винтов.
- Высокая стоимость. Многозаходные резьбы стоят дороже однозаходных. Цена зависит от материалов, количества затраченного времени, технологической базе и объема используемой электроэнергии.
Из-за данных особенностей трапецеидальная резьба используется в узконаправленных отраслях производства в небольшом количестве.
Способы изготовления
Применяются следующие способы получения резьб:
- лезвийная обработка резанием;
- абразивная обработка;
- накатывание;
- выдавливание прессованием;
- литьё;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся:
- нарезание наружных резьб плашками;
- нарезание внутренних резьб метчиками;
- точение наружных и внутренних резьб резьбовыми резцами и гребёнками;
- резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами;
- нарезание наружных и внутренних резьб резьбонарезными головками;
- восстановление повреждённых наружных и внутренних резьб обычным либо специализированным напильником;
- вихревая обработка наружных и внутренних резьб.
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
- накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей;
- накатывание наружных и внутренних резьб резьбонакатными головками;
- накатывание наружных резьб плоскими плашками;
- накатывание наружных резьб инструментом ролик-сегмент;
- накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном, ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твёрдостью и хрупких материалов, например, твёрдых сплавов, керамики и т. п.
Виды резьбы по металлу. Назначение и применение.
В данном разделе мы рассмотрим основные виды резьбы по металлу. Постараюсь максимально подробно и доступно вам донести эту информацию. Оставайтесь со мной будет интересно.
1. Метрическая резьба.
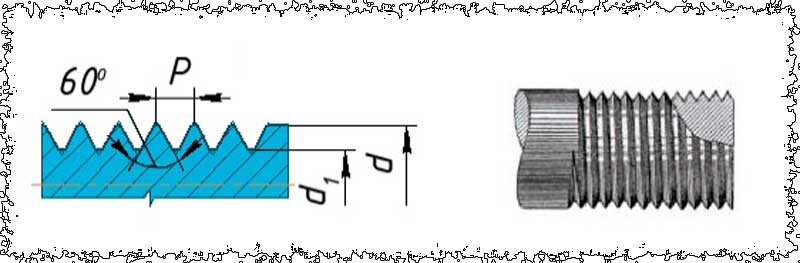
Самый пожалуй распространенный вид резьбы в постсоветском пространстве и в европейском союзе. Все наши изделия как и европейские соединяются резьбовыми изделиями с метрическим исполнением. Как ее часто называют на заводе «нормальная» резьба. Как видите угол между гранями витка тут равен 60 градусов. Шаг соответственно может менять свое значение при необходимости. Но не забывайте, что в основном используют стандартные значения в зависимости от наружного диаметра.
2. Дюймовая резьба. Коническое исполнение.
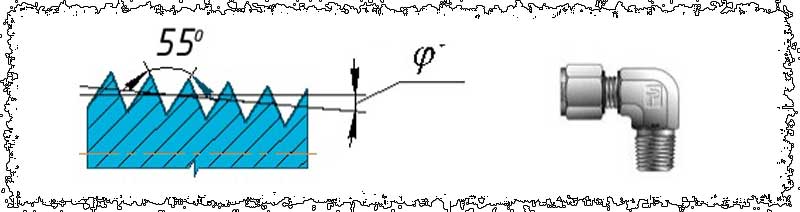
Дюймовое исполнение как мы видим на рисунке выше имеет угол между гранями резьбы 55 градусов. Это далеко не все различия. Например стандартная резьба метрическая будет иметь обозначение М12х1.5. Значит наружный диаметр равен 12, а шаг резьбы 1,5 мм. В дюймовой это будет 12,5 и шаг 1/4 дюйма. Такие резьбы используют в основном жители США.
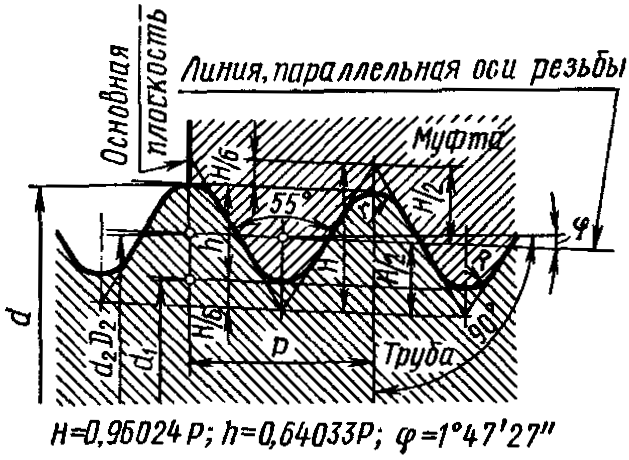
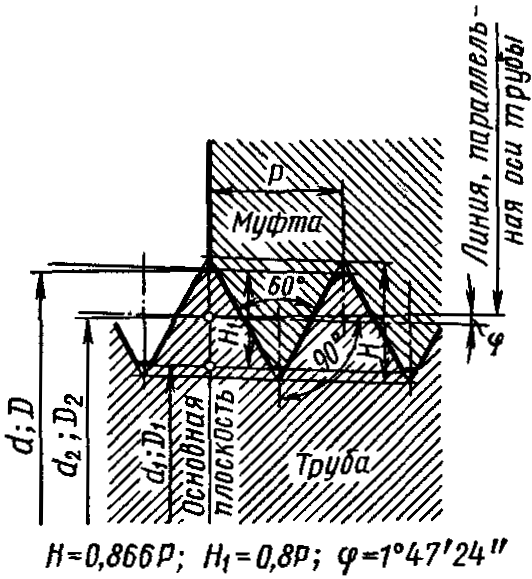
Если резьбовое соединение коническое, то резьба нарезается под углом φ. Такие резьбы используют для изготовления штуцеров в сантехнике и других подобных сферах требующих надежной герметизации.
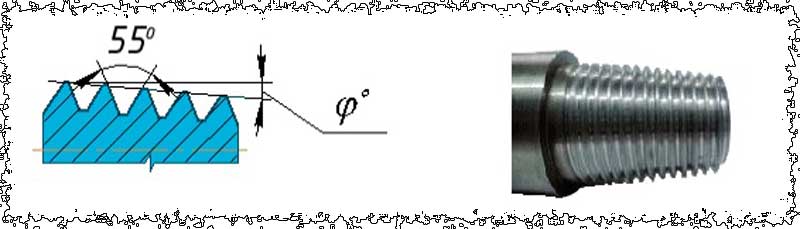
3. Трубная резьба. Дюймовая. Коническая.
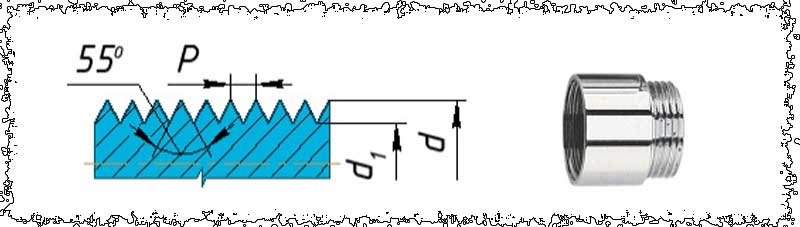
Для соединения различных труб используют такие виды резьбы по металлу. Резьбовое соединение может соединить трубы диаметром до 6 дюймов. Если вы решили соединить трубы наружный диаметр которых превышает 6 дюймов, то сварка вам в помощь. Большей просто не существует. Ну во всяком случае я не встречал.
Еще можно встретить такой вид соединений в коническом исполнении. Витки нарезаны под углом φ. Вот как она выглядит
4. Резьба упорная.
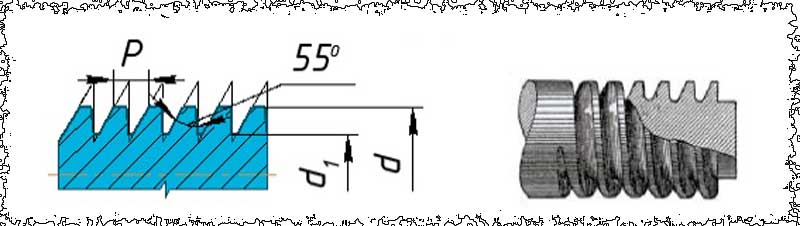
Упорной ее называют по тому, что как вы видите все витки наклонены в одном направлении. Похожа такая резьба больше на винт мясорубки. Применяется в системах которые испытывают очень большие нагрузки направленные в одном направлении. Это могут быть винты прессов или например крепление крюка крана. Если такая резьба выполнена с уклоном 55 и 45 градусов, то она является особо усиленной. Если 30 градусов, то это обычный представитель своего вида.
5. Резьба трапецеидальная.
Очень популярный вид резьбы по металлу. Используют очень широко в машиностроении и станкостроении. Изготавливают винты станков, на которых перемещаются суппорты и другие передвижные конструкции станка. Можно применять такую конструкцию резьбового вала в домкратах и силовых узлах.
6. Круглая резьба.
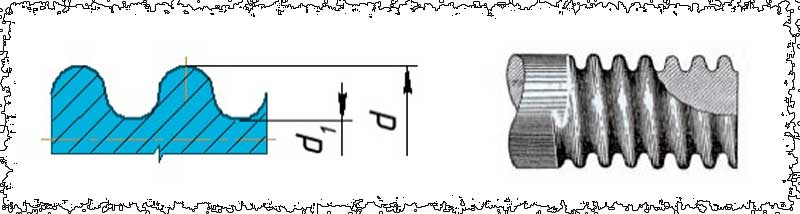
Применяется в основном при проектировании и изготовлении санитарно-технических изделий таких как вентили и краны в ванной. Такое исполнение обеспечивает необходимую герметичность и плавность хода. Применение такого вида резьбы по металлу используется не только в сантехнике, а например еще для переключения вентилей в оборудовании с применением жидкостей (СОЖ) под давлением.
История резного дела
В России с её лесными богатствами древесину использовали во всех сферах жизни. Из дерева строили дома, в более поздний исторический период — храмы, изготавливали мебель и кухонную утварь. Лодки и корабли делали из многих пород дерева. Орудия труда частично или полностью изготавливались из древесины.
Деревянные скульптуры имели отношение к религии и обрядам. Самым древним объектом, вырезанным из дерева, считается Шигирский идол. Эта скульптура из лиственницы найдена на Урале. Идол покрыт разнообразными узорами, отражающими мировоззрение людей того времени.
В XVI веке резьба по дереву была повсеместным народным промыслом. Настоящим искусством она стала уже в XVII и последующих веках. Для украшения церквей и дворцов использовались одновременно многие виды резьбы по дереву.
Центрами резьбы в России были сёла:
- Богородское;
- Аргуново;
- Абрамцево, Кудрино и другие.
В каждом из этих мест формировался свой особый стиль, определяемый породами дерева, приёмами работы, используемыми инструментами, характером орнаментов и рисунков.

В мире развитие резьбы по дереву также связано с запасом природных ресурсов.
Наибольшую известность получили изделия из таких стран и регионов, как:
- Северная Америка — искусство индейских племён;
- Скандинавские страны, Великобритания — рельефы;
- Китай — резьба Dongyang (произношение: Дон-ян или Дун-ян). Горельефы, круглая скульптура, прорезная резьба;
- Индия и страны Юго-Восточной Азии: храмовая резьба;
- Япония: миниатюрные скульптуры нэцкэ и окимоно, театральные маски;
- страны исламского мира — украшение мечетей;
- Африка — ритуальные маски и предметы быта из местных пород дерева (многие из них в Северном полушарии воспринимаются как экзотика).
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая (рис. 7), трубная коническая (рис. 8) и коническая дюймовая (рис. 9) резьбы представляют собой мелкие треугольные дюймовые крепежно-уплотняющие резьбы. Они приме няются в основном для соединения труб и арматуры трубопроводов. Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.
Прямоугольная (и квадратная) резьба изготовляется на токарно-винторезных станках. Такой способ не позволяет получить высокую точность, и поэтому данная резьба применяется сравнительно редко и соответственно не стандартизована.
Размеры стандартной резьбы принимают по соответствующему ГОСТу в зависимости от наружного диаметра d резьбы.
Исследования прочности резьбы показывают, что осевая нагрузка распределяется между витками резьбы неравномерно, что объясняется не только невозможностью изготовления абсолютно точной резьбы, но и неблагоприятным сочетанием деформаций болта и ганки (болт растягивается, а гайка сжимается). Для упрощения расчетов резьбы на прочность условно принимают, что осевая нагрузка распределяется между витками резьбы равномерно. Расчет резьбы на прочность производят обычно как проверочный.
Из рис. 1 видно, что если на сопрягаемые резьбой детали (болт и гайку и пр.) действует осевая сила F, то витки резьбы каждой детали работают на срез, смятие и изгиб.
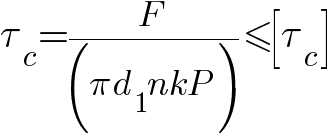
Резьбу крепежной детали рассчитывают только на срез и смятие, так как расчет ее на изгиб по формулам сопротивления материалов весьма условен.
При одинаковых материалах сопрягаемых резьбовых деталей расчет резьбы на прочность производят по охватываемой детали по формулам:
на срез
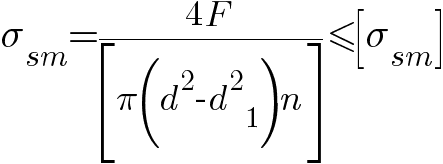
csmcsm
Коэффициент полноты резьбы для метрической резьбы болтов, винтов и шпилек (см. рис. 1) k=0,75; гаек k=0,88; трапецеидальной резьбы k=0,65.
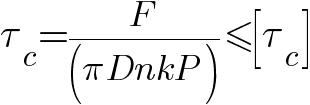
Если охватывающая резьбовая деталь изготовлена иэ менее прочного материала, чем материал охватываемой резьбой детали, то расчет резьбы на срез следует выполнять для каждой из этих деталей. Условие прочности охватывающей детали на срез
Так как прочность резьбы стандартных крепежных деталей гарантирована ГОСТом, то расчет резьбы этих деталей на прочность не производят.
Анализ основного механизированного инструмента
Резьбовые соединения составляют до 60-80% всех видов соединений, которые есть в конструкциях машин, тракторов, автомобилей, прицепов. Трудоемкость откручивания и закручивания винтов, болтов, гаек, шпилек и всех других деталей, имеющих нарезную поверхность, на специализированных ремонтных мастерских составляет 26-64% от общей трудоемкости разборочно-сборочных работ, а на СТО этот процент еще выше. Эта информация дает понять необходимость первоочередной механизации при работах с деталями, имеющими резьбу. При разборке механизированный инструмент способствует сохранению значительного количества крепежных деталей, пригодных для повторного использования, сокращает продолжительность выполнения операции в три-пять раз. Происходит увеличение производительности труда приблизительно на 15%. Механизированный инструмент целесообразно использовать при наличии на машине значительного количества крепежных деталей одинаковых размеров, а также, когда не требуется строго соблюдать установленное усилие. При выборе механизированного инструмента для осуществления разборочно-сборочных работ нужно заранее знать моменты затяжки резьбовых соединений. При повторном закручивании деталей эту величину необходимо увеличить на 10-15%. При откручивании заржавевших гаек и винтов крутящие моменты затяжки резьбовых соединений требуется увеличивать в 1,5-2 раза.
Механизированный инструмент (гайковерты, шпильковерты и т. д.) постоянно модернизируется. По типу двигателей он может быть электрическим, гидравлическим и пневматическим, а в зависимости от конструкции — ручным, подвесным, передвижным и стационарным.
История
Схема «резьбового» сустава у жука тригоноптеруса
Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретённый Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями[источник не указан 373 дня].
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Acme.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Метрическая резьба
Если рассматривать профиль метрической резьбы, то можно увидеть равносторонний треугольник с углом в 60 градусов. Такие соединения используются наиболее часто и могут иметь различный шаг: крупный, средний и мелкий.
- Коническое метрическое соединение применяется при необходимости качественной фиксации деталей без клея, герметиков и других составляющих.
- Дюймовая нарезка имеет также профиль в виде треугольника, но не равностороннего, а с вершиной равной 55 градусов. В России практически не используется, в основном можно встретить в зарубежных элементах и сооружениях.
- Трапецеидальная в отличие от конической и дюймовой имеет трапециевидный профиль или обрезанный треугольник верхний угол которого равен 30 градусов. Чаще используется в деталях, испытывающих высокие нагрузки.
- Упорная резьба также представлена в виде трапеции, все стороны которой различны. Может встречаться в системах с односторонней нагрузкой, например, прессах или домкратах.
- Прямоугольная или квадратная нарезка может иметь разный профиль и размер шага в зависимости от мест применения.
- Круглая резьба способна выдержать повышенные нагрузки и имеет длительный срок эксплуатации без потери качества соединения в любых условиях, в том числе при загрязнении химическими и иными веществами.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.
Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.

Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).








