Резьба прямоугольная
Содержание:
- Материалы для производства метчиков
- Если что-то пошло не так или что делать со сломанным метчиком
- Виды по конструкции
- Основные типы резьб
- Справочная информация
- Как правильно и без потерь инструмента нарезать резьбу вручную
- Виды
- Нарезание прямоугольной резьбы
- 1.5.2. Крепежно-уплотнительные резьбы
- Круглая резьба
- Основные параметры резьбы и единицы измерения
- Резьбовые резцы и гребенки
- Круглая резьба
- Назначение и сфера применения
- Маркировка
- Типы нарезаемой резьбы
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.

Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.

Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
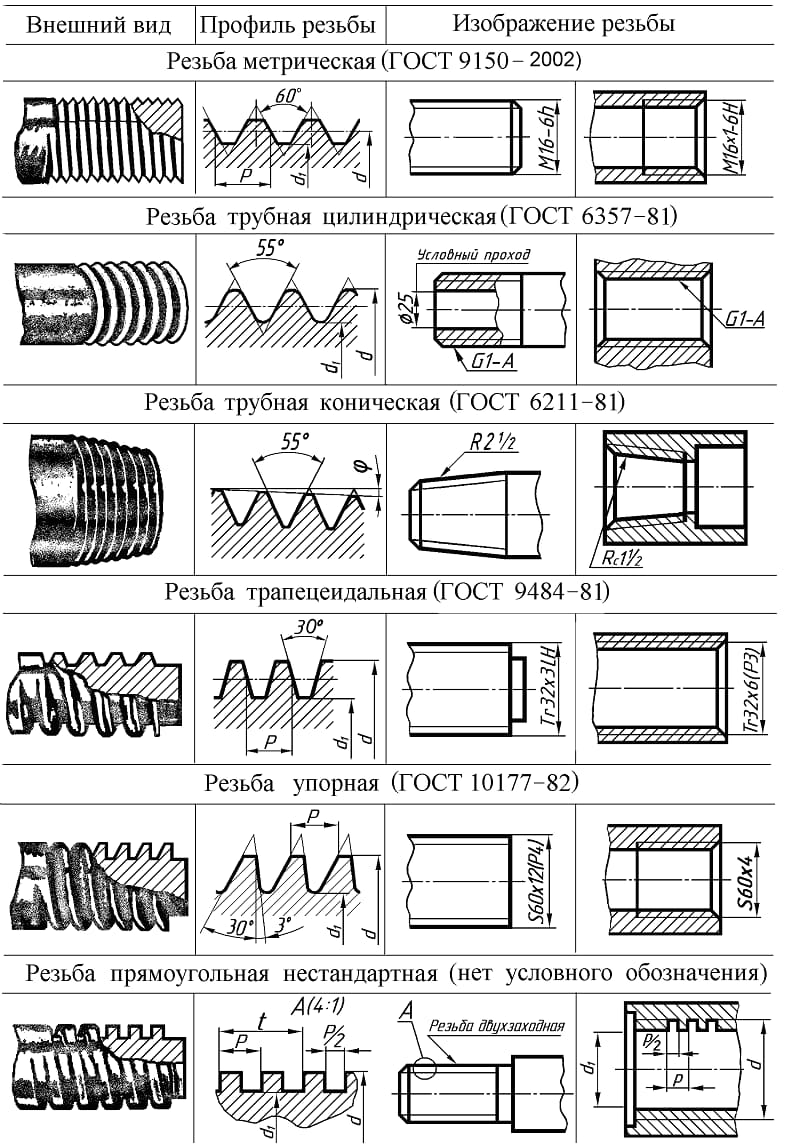
Основные типы резьб
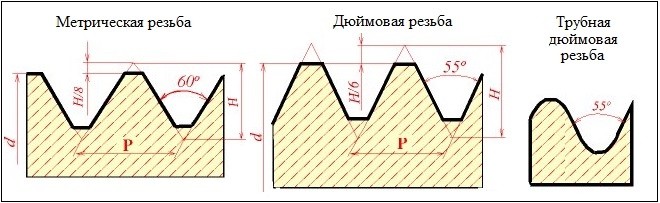
Метрическая
резьба
(см. рис. 3.6). Это наиболее распространенная
из крепежных резьб. Имеет профиль в виде
равностороннего треугольника,
следовательно, α = 60°. Вершины витков и
впадин притупляются по прямой или дуге,
что уменьшает концентрацию напряжений,
предохраняет резьбу от повреждений, а
также удовлетворяет нормам техники
безопасности. Радиальный зазор в резьбе
делает ее не герметичной.
По ГОСТ 9150-59
метрические резьбы делятся на резьбы
с крупным и мелким шагом (см. табл. 3.1) В
качестве основной крепежной применяют
резьбу с крупным шагом, так как она менее
чувствительна к износу и неточностям
изготовления. Резьбы с мелким шагом
различаются между собой коэффициентом
измельчения, т. е. отношением крупного
шага к соответствующему мелкому шагу
(рис. 3,7). Резьбы с мелким шагом меньше
ослабляют деталь и характеризуются
повышенным самоторможением, так как
при малом шаге угол подъема винтовой
линии λ мал (см. формулу 3.1). Мелкие резьбы
применяются в резьбовых соединениях,
подверженных переменным и знакопеременным
нагрузкам, а также в тонкостенных деталях
(на деталях из пластмасс метрическая
резьба изготовляется по ГОСТ 11709-66.).
Дюймовая резьба
(1 дюйм равен 25,4 мм). (рис. 3.8). Имеет профиль
в виде равнобедренного треугольника с
углом при вершине α=55°. Применяется
только при ремонте деталей импортных
машин. Изготовляется по ОСТ НКТП 1260.
Трубная резьба.
Трубная цилиндрическая резьба (рис.
3.9) является мелкой дюймовой резьбой,
но с закруглёнными выступами и впадинами.
Отсутствие радиальных зазоров делает
резьбовое соединение герметичным.
Применяется для соединения труб.
Изготовляется по ГОСТ 6357-52.
Высокую плотность
соединения дает трубная коническая
резьба (ГОСТ 6211-69).
Трапецеидальная
резьба
(рис. 3.1.). Это основная резьба в передаче
винт-гайка (см. ниже). Ее профиль равнобочная
трапеция с углом α = 30°. Характеризуется
небольшими потерями на трение,
технологична. К.п.д. выше, чем для резьб
с треугольным профилем. Применяется
для передачи реверсивного движения под
нагрузкой (ходовые винты станков и т.
п,) Размеры резьбы приведены в табл. 3.2.
Упорная резьба
(рис. 3.11). Имеет профиль в виде не
равнобочной трапеции с углом 27°. Для
возможности изготовления резьбы
фрезерованием рабочая сторона профиля
имеет угол наклона 3°. К.п.д. выше, чем у
трапецеидальной резьбы. Закругление
впадин повышает усталостную прочность
винта. Применяется в передаче винт-гайка
при больших односторонних осевых
нагрузках (грузовые винты прессов,
домкратов и т. д.). Изготовляется по ГОСТ
10177-62.
Таблица 3.2
Резьба трапецеидальная
по ГОСТ 9484-60 (извлечениe)
Размеры в мм по
рис. 3.10
|
Наружный диаметр |
Шаг |
Среднийдиаметр d2 |
Внутренний диаметр |
|
3 |
30,5 |
28,5 |
|
|
32 |
6 |
29 |
25 |
|
10 |
27 |
2i |
|
|
3 |
38,5 |
36,5 |
|
|
40 |
6 |
37 |
33 |
|
10 |
35 |
29 |
|
|
3 |
48,5 |
46,5 |
|
|
50 |
8 |
46 |
41 |
|
12 |
44 |
37 |
|
|
3 |
58,5 |
56,5 |
|
|
60 |
8 |
56 |
51 |
|
12 |
54 |
47 |
Прямоугольная
резьба
(рис. 3.12). Профиль резьбы квадрат. Из всех
резьб имеет самый высокий к.п.д., так как
угол профиля резьбы, α=0. Обладает
пониженной прочностью. При износе
образуются осевые зазоры, которые трудно
устранить. Имеет ограниченное применение
в малонагруженных передачах винт —
гайка.
Круглая резьба
(рис. 3.13). Профиль резьбы состоит из дуг,
сопряжённых короткими прямыми линиями.
Угол профиля α=30о.
Резьба характеризуется высокой
динамической прочностью. Стандарта
нет. Имеет ограниченное применение при
тяжелых условиях эксплуатации в
загрязненной среде. Технологична при
изготовлении отливкой, накаткой и
вылавливанием на тонкостенных изделиях.
Справочная информация
ДокументыЗаконыИзвещенияУтверждения документовДоговораЗапросы предложенийТехнические заданияПланы развитияДокументоведениеАналитикаМероприятияКонкурсыИтогиАдминистрации городовПриказыКонтрактыВыполнение работПротоколы рассмотрения заявокАукционыПроектыПротоколыБюджетные организацииМуниципалитетыРайоныОбразованияПрограммыОтчетыпо упоминаниямДокументная базаЦенные бумагиПоложенияФинансовые документыПостановленияРубрикатор по темамФинансыгорода Российской Федерациирегионыпо точным датамРегламентыТерминыНаучная терминологияФинансоваяЭкономическаяВремяДаты2015 год2016 годДокументы в финансовой сферев инвестиционной
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.
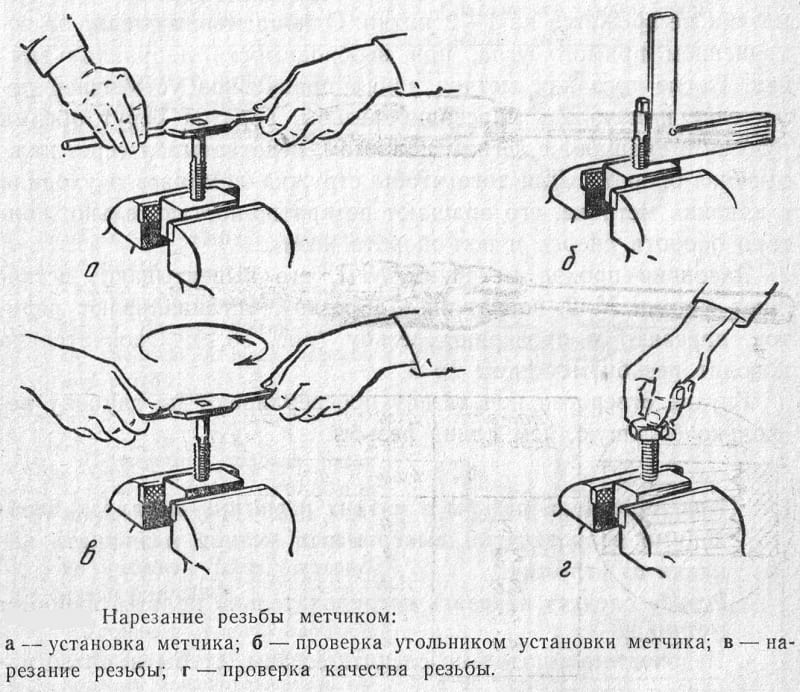
Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Виды
Существуют следующие разновидности трапецеидальной резьбы:
Левая: создается контуром с плоской поверхностью, осуществляющим вращение против часовой стрелки, в направлении от наблюдателя. Она является одним из самых старинных способов соединения узлов в механизмах и используется в машиностроительном секторе для закрепления заготовок к валу токарного станка. Данная конструкция предотвращает вероятность откручивания детали при во время процедуры обработки. Левая резьба применяется для закрепления ниппелей радиаторов отопительных систем, колесах грузовых автомобилей или внедорожников, патронов со сверлами, лопастей от комнатных вентиляторов, редуктора для остановки крутящегося момента мотора машины, велосипедных деталей и составных частей циркулярных пил. Также она нашла применение в качестве механизма защиты от опасных действий. С ее помощью осуществляется контроль рабочих инструментов, обрабатывающих заготовку. Левосторонней резьбой оснащен редуктор баллона с пропаном. Эта разновидность нарезки активно используется производителями машин для предотвращения подделки ее основных комплектующих.Маркируется она латинским символом “L”.
Правая: образована плоским контуром, осуществляющим вращательное движения по часовой стрелке. Она передвигается вдоль оси относительно наблюдателя. Данный вид нарезания чаще всего используется для фиксации заготовок при помощи винтов, гаек, шпилек и болтов. В промышленных масштабах его применяют для вкручивания шурупов и саморезов. Для определения правой резьбы применяется метод расположения крепежных инструментов фаской вверх на ладони
Важно учитывать, чтобы витки спирали были направлена на наблюдателя. Правосторонней резьбой оснащаются редукторы баллонов, наполненных кислородом, предназначенных для снижения риска возникновения ЧС во время обработки
Этот вид нарезания можно легко подделать, поэтому он не нашел применения в брендировании автомобильных деталей. Обозначение этого вида нарезания осуществляется при помощи латинской буквы “R”.
Однозаходная: образована движением 1 профиля. Для ее определения необходимо посмотреть на торец винта или гайке. Если на нем виден только 1 конец витка, то резьба является однозаходной. У этой разновидности нарезания шаг равен величине хода – расстояния между соседними нитками. Настройка станка для однозаходной резьбы осуществляется в зависимости от значений шага. Недостатком данного вида нарезания является низкая прочность обработанных деталей, обусловленная малой длиной внутреннего диаметра. Этот фактор не позволяет ей передавать больших усилий. Маркируется однозаходная резьба латинским символом “H”.
Многозаходная: образована множеством выступов винтовой нарезки. Самым частым представителем этой подгруппы является двухзаходная резьба, обладающей 2 витками и симметричными заходами. В этом случае величина хода равняется произведению количества заходов на шаг. Многозаходная резьба применяется в стягивающих конструкциях. Она выполняет операции по увеличению прочности соединения, изменению передаточных числе (при обработке моторных редукторов) и созданию значительного смещения крепежных механизмов в винтовых стержнях при условии малого числа произведенных оборотов. В международной системе данный вид обозначается латинской буквой “S’.

Размеры и технические характеристики всех разновидностей трапецеидальной резьбы указаны в виде нормативов в ГОСТ 24739-81 и ГОСТ 25347-82. В этих документах представлены стандарты профилей и предельные допуски, требуемые для обработки готовых заготовок.
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
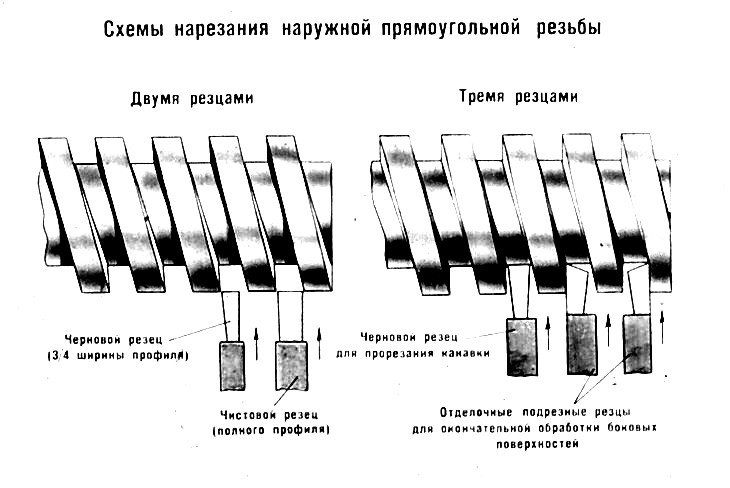
После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
- Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
- Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму. Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.
1.5.2. Крепежно-уплотнительные резьбы
Трубная резьба
цилиндрическая. В
современной технике широко применяются
трубопроводы. Трубопровод состоит, как
правило, из ряда соединенных между собой
деталей, арматуры, контрольно-измерительных
приборов, компенсирующих устройств и
т.д.
Деталями трубопровода
называют его отдельные составные части
и их простейшие соединения. К ним
относятся трубы, отводы, переходы,
заглушки, фитинги и т.д. В зависимости
от назначения трубопровода и условий
его работы трубы подбирают различными
как по материалу, прочности, так и по
способу их изготовления.
Для получения
резьбового соединения труб на их концы
снаружи нарезают трубную цилиндрической
или коническую резьбу.
По сравнению с
метрической резьбой трубная резьба
имеет значительно меньший шаг и меньшую
глубину, что вызвано необходимостью
предупредить возможные ослабления
стенок.
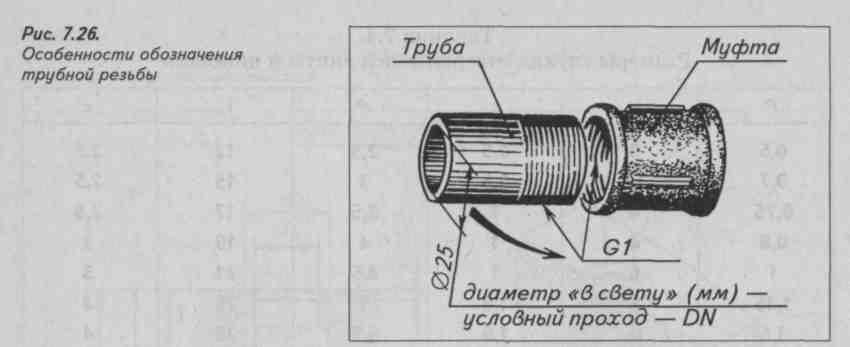
Размер трубной
резьбы, в отличие от метрической, задается
по внутреннему диаметру трубы. Этот
внутренний диаметр называется диаметром
трубы «в свету» и определяется как
условный проходной размер трубы.
Размер наружного
диаметра трубной резьбы всегда больше
диаметра «в свету» на две толщины стенки
трубы. Этот размер берется из соответствующей
таблицы ГОСТа 3262—75. Так, например,
трубная резьба в один дюйм имеет наружный
диаметр 33,25 мм (а не 25,4 мм) (рис. 1.10).
Круглая резьба
Круглая резьба ( рис. 4.11) используется в винтах, подверженных большим динамическим нагрузкам. Кроме того, ее применяют в случаях, когда часто завинчиваемые и отвинчиваемые детали находятся в таких условиях, что возможно значительное загрязнение резьбы, например в пожарной арматуре, вагонных стяжках. Круглую резьбу с малой высотой профиля используют в тонкостенных изделиях ( профиль отличен от показанного на рис. 4.11), например, в цоколях и патронах электроламп.
Круглые резьбы применяются для вагонных стяжек, водопроводной арматуры и пр.
Круглая резьба в СССР в общем масштабе не стандартизована ввиду ее ограниченного применения в промышленности.
Круглую резьбу используют в соединениях с повышенными динамическими нагрузками или в условиях, загрязняющих резьбу.
Круглую резьбу нарезают на изделия, эксплуатируемые в тяжелых условиях. Она отличается высоким сроком службы и повышенным сопротивлением динамическим нагрузкам. Круглую резьбу иногда получают отливкой на чугунных, пластмассовых, стеклянных деталях или выдавливанием на тонкостенных металлических деталях.
|
Обозначение специальных резьб, имеющих стандартный профиль. |
Круглую резьбу для цоколей патронов электрических ламп обозначают буквой Ц, после которой указывают наружный диаметр резьбы в миллиметрах и затем номер стандарта. Например, обозначение Ц40 ГОСТ 6042 — 71 нужно понимать так: резьба круглая с наружным диаметром 40 мм.
Круглую резьбу используют в соединениях с повышенными динамическими нагрузками или в условиях, загрязняющих резьбу.
Для круглых резьб, накатываемых на тонкостенных изделиях, характерны малая высота профиля н отсутствие прямолинейного участка, что важно для уменьшения деформаций металла в процессе накатки.
Для круглых резьб, не имеющих прямолинейного участка профиля резьбы ( резьба противогазов, резьба цоколя и патрона электрических лампочек и др.), применяются только проходные резьбовые калибры в сочетании с непроходными гладкими калибрами, поскольку при одновременном образовании наружного, среднего и внутреннего диаметров такой проверкой практически ограничиваются возможные колебания размеров среднего диаметра.
Для круглых резьб, накатываемых на тонкостенных изделиях, характерны малая высота профиля и отсутствие прямолинейного участка, что важно для уменьшения деформаций металла в процессе накатки.
|
Основные нений. |
Для круглых резьб, накатываемых на тонкостенных изделиях, характерны малая высота профиля, что важно для уменьшения деформации металла в процессе накатки.
Нарезание круглой резьбы ( рис. 9) производится пластинчатым резцом. Ширина резца 1 2 мм, радиус закругления у вершины 0 6 мм. Шаг резьбы: для стали 1 6 мм, для чугуна 1 8 мм; глубина резьбы 0 6 мм.
Для круглых резьб, имеющих прямолинейный участок профиля, возможно построение непроходных резьбовых калибров с укороченным профилем, однако и для этих резьб часто пользуются изложенным выше методом проверки.
Основные параметры резьбы и единицы измерения
- Единицы измерения диаметра
Схема цилиндрической резьбы.
Схема конической резьбы.
- Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
- Дюймовая резьба — все параметры резьбы выражены в дюймах (″), шаг резьбы в долях дюйма. Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр на самом деле существенно больше. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
- Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах, достаточно модуль умножить на число пи (π{\displaystyle \pi }).
- Питчевая резьба[неизвестный термин] — шаг резьбы измеряется в питчах[неизвестный термин] (p). Для получения числового значения (в дюймах) достаточно число пи (π{\displaystyle \pi }) разделить на питч. Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
- Основные параметры резьбы
- Шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11).
- Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы.
- Средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
- Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
Ход (Ph) — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
- Высота исходного треугольника резьбы (H).
- Срез резьбы (с).
- Угол конуса конической резьбы (ϕ{\displaystyle \phi }).
- Угол подъёма резьбы (ψ{\displaystyle \psi }):
Резьбовые резцы и гребенки
Резьбовые резцы применяются для нарезания всех видов резьб и обладают следующими достоинствами: простотой конструкции, технологичностью и универсальностью. Последнее достоинство заключается в том, что одним и тем же резцом можно нарезать на цилиндрической и конической поверхностях наружную и внутреннюю резьбы различного диаметра и шага.
Резьбовые резцы работают по методу копирования, поэтому профиль их режущих кромок должен соответствовать профилю впадины нарезаемой резьбы. С целью повышения производительности иногда используется также генераторная схема резания.
Удаление припуска в процессе резьбонарезания производится в условиях несвободного резания при большой степени деформации снимаемого материала. При этом формирование резьбы осуществляется, как правило, за несколько проходов при малых сечениях срезаемой стружки. В связи с этим производительность процесса резьбонарезания низка, поэтому резьбовые резцы в основном применяются в единичном и мелкосерийном производствах.
Являясь фасонным инструментом, резьбовые резцы могут быть трех типов: стержневые, призматические и круглые.
На рис. 1 представлены типовые конструкции резьбовых резцов стержневого типа:
- цельный из быстрорежущей стали; с напайной твердосплавной пластиной; с механическим креплением твердосплавной пластины специальной формы, применяемой для нарезания наружной и внутренней резьб.
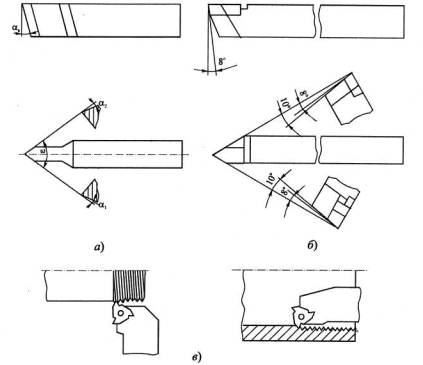
Рис. 1. Типы стержневых резьбовых резцов:
а — из быстрорежущей стали; б — с напайной твердосплавной пластиной; в — с механическим креплением твердосплавной пластины.
При многопроходном нарезании остроугольной резьбы резцами образование профиля резьбы может осуществляться по трем схемам (рис. 2): а) профильной — с радиальной подачей резца; б) генераторной — с подачей резца под углом к оси заготовки; в) комбинированной, состоящей из подачи под углом при черновой обработке и радиальной подачи — при чистовой (окончательной) обработке.
Достоинством генераторной схемы является увеличение толщины срезаемого слоя за один проход в 2 раза, что обеспечивает соответствующее сокращение проходов. Правая кромка в этом случае работает как вспомогательная кромка, оставляя ступеньки на обработанной поверхности. Этот недостаток позволяет исправить применение комбинированной схемы.
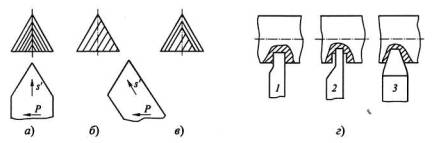
Рис. 2. Схемы резания, применяемые при нарезании резьбы:
а — профильная; б — генераторная; в — комбинированная; г — для нарезания трапецеидальной резьбы
При нарезании резьб с глубоким профилем, например трапецеидальных, формирование резьбы на предварительных операциях осуществляют резцами с разным профилем режущих кромок, как показано на рис. 2, г.
Стержневые резцы обычно имеют небольшой запас на переточку и их установка относительно заготовки связана с определенными трудностями, которые не возникают при использовании фасонных призматических и круглых резьбонарезных резцов.
Гребенки (рис. 3) — это многониточные фасонные резцы, которые могут быть стержневыми, призматическими, круглыми. Их используют главным образом для нарезания крепежных резьб с мелким шагом, т. е. резьб с небольшой высотой профиля.
Как показано на рис. 3 г, режущая часть гребенок состоит из заборной части длиной l1 заточенной под углом ц к оси и калибрующей части l2
где Р — шаг резьбы.
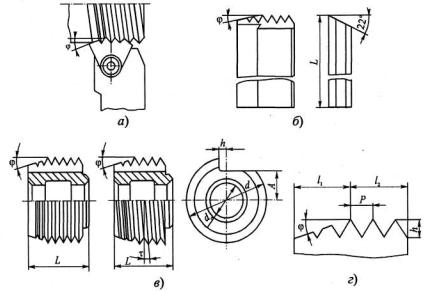
Рис. 3. Резьбонарезные гребенки:
а — стержневая с механическим креплением твердосплавной пластины;б — призматическая; в — круглая; г — рабочая часть гребенки
В начале рабочего хода гребенка имеет радиальную подачу на врезание и затем перемещается вдоль оси вращающейся заготовки с подачей на один оборот, равной шагу.
Круглая резьба
Круглая резьба применяется также в тех случаях, когда по способу обработки нецелесообразно применение профильной, например для жести, стекла, керамических материалов, искусственных смол. Так как несущая часть круглых резьб по DIN 405 очень мала, они не приспособлены для передачи больших усилий и перемещений.
Круглая резьба по сравнению с упорной имеет повышенную прочность благодаря отсутствию острых углов на витках, легкости свинчивания и развинчивания за счет большого угла подъема винтовой линии. Малая глубина круглой резьбы ( 1 5 мм) позволяет применять соединительные муфты меньшего диаметра для бурения глубоких скважин коронками малого диаметра. К недостаткам круглой резьбы относятся трудность высадки тела при изготовлении под резьбу и накатка на резьбоконтактных станках.
Круглая резьба предназначена для цоколей и патронов электрических ламп. Профиль и предельные размеры резьбы по ГОСТу 6042 — 51 приведены на фиг.
Круглая резьба имеет профиль в виде полуокружности.
Круглая резьба имеет ограниченное применение.
Круглая резьба отличается сравнительно продолжительным сроком службы даже при работе в загрязненной среде. Она применяется для вагонных сцепок, водопроводной арматуры и др. Некоторые виды резьб приведены на фиг.
Круглая резьба в общем машиностроении применяется редко и поэтому не стандартизована. Обычно же ее размеры принимаются по заводским нормалям. Круглая резьба менее чувствительна к загрязнению ( песок, пыль и др.), к толчкам, хорошо воспринимает ударные нагрузки, поэтому ее применяют в винтах водопроводной и паровой арматуры, в винтовых стяжках, ручных тормозах и других подобных устройствах.
Круглая резьба относительно редко применяется в машиностроении. В основном ее применяют для тонкостенных труб и соединительных элементов, а также других деталей, когда требуется легкость свинчивания или когда резьбовое соединение работает в загрязненной среде. В частности, круглая резьба широко применяется в санитарно-технической арматуре.
Круглая резьба обладает большой выносливостью в загрязненной среде и пОэТому применяется в деталях арматуры, вагонных сцепках.
Круглые резьбы отличаются сравнительно большой устойчивостью против изнашивания а также повышенным сопротивлением динамическим нагрузкам. Профиль и основные размеры резьбы даны в табд.
Круглые резьбы применяются для вагонных сцепок, водопроводной и тому подобной арматуры, а также в отдельных случаях для крюков подъемных кранов.
|
Профиль ( а и расположение полей допусков ( б резьбы для объективов микро. |
Круглая резьба для цоколей и патронов электрических ламп ( рис. 1.80) получается накатыванием на полых тонкостенных изделиях. Резьба не имеет прямолинейных участков. В резьбовом соединении имеется гарантированный зазор, равный 0 08 — 0 1 мм в зависимости от размеров резьбы. Проверка годности резьбы производится резьбовыми и гладкими калибрами-пробками.
Круглые резьбы применяются для вагонных стяжек, водопроводной арматуры и пр.
Круглые резьбы применяются для вагонных стяжек водопроводной арматуры и пр.
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- коническая – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности фланцевого монтажа);
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – муфтовое соединение труб).

Схема муфтового соединения труб
Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
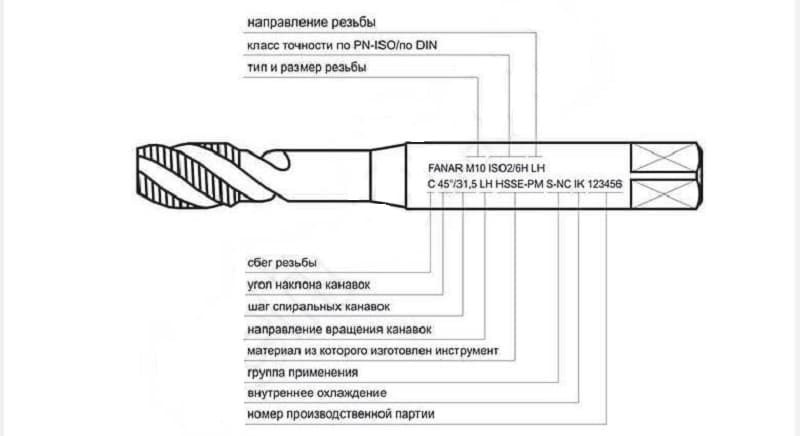
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
Виды резьбы
Существуют и другие типы резьбы для специальных применений