Расчет скоростей при токарной обработке
Содержание:
- Обтачивание поверхности.
- Выбор режима на практике
- Режимы резания
- Взаимосвязь теории и практики
- Дополнительные материалы
- Схема расчета режимов
- Схема расчетов
- Схема расчетов
- Скорость подачи
- 3.1. Характеристика применяемых режущих инструментов.
- 3 Схема выбора режима резания – основные требования
- Основные параметры
Обтачивание поверхности.
Глубина резания (мм),
D-диаметр заготовки, мм;
D1— диаметр после обработки, мм.
Подача S-выбирается из таблиц справочника.
Скорость резания (м/мин),
T—
период стойкости режущего инструмента,
мин;
m-показатель относительной стойкости;
-
—
коэффициент, зависящий от
условий работы и группы метал лов с
определенной характеристикой его
механических свойств;
-коэффициент, характеризующий конкретные
условия работы,
где ,
—
коэффициент, учитывающий влияние
материала заготовки;
—
коэффициент, учитывающий влияние
состояния поверхности;
—
коэффициент, учитывающий влияние
материала инструмента;
,,,-
коэффициенты, учитывающие
влияние геометрии
режущей части резца;
Число оборотов(обмин),
n-корректируется по паспорту станка;
Сила резания (H),
—
коэффициент, зависящий от условий
работы группы металла с
определенной характеристикой его
механических свойств;
x, y, u
-коэффициенты зависящие от
условий и характера обработки;
-коэффициент, характеризующий конкретные
условия работы,
которые зависят от основных факторов,
влияющих на усилие резания, где ,
-коэффициент, учитывающий влияние
качества обрабатываемого материала на
силовые зависимости;
—
коэффициенты, учитывающие
влияние геометрических параметров
режущей части инструмента на составляющие
силы резания;
Мощность резания (кВт);
Мощность двигателя , -КПД (0.75-0.85);
Выбор режима на практике
Расчет режимов резания при токарной обработке производится специалистами отдела главного технолога предприятия или технологического бюро цеха. Полученные результаты заносят в операционную карту, в которой приводится последовательность этапов, перечень инструмента и режимы изготовления требуемой детали на конкретном токарном станке. Заводские и цеховые технологи рассчитывают параметры технологического процесса и выбирают соответствующие инструмент и оснастку, используя конструкторские чертежи, эмпирические формулы и табличные показатели из технологических справочников. Но на практике реальные условия точения могут отличаться от нормативных по следующим причинам:
- снижение точности оборудования в результате износа;
- отклонения в геометрических размерах и физических характеристиках заготовки.
- несоответствие характеристик материала расчетным.
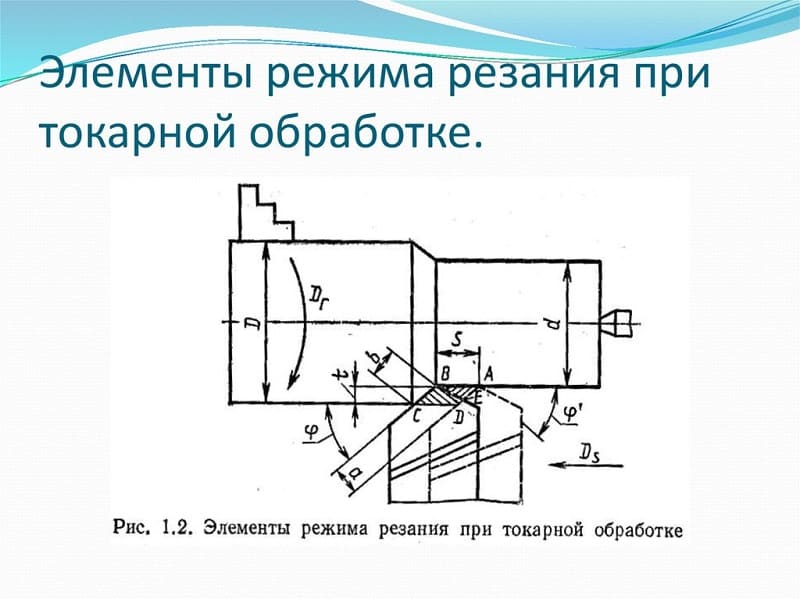
Элементы резания при токарной обработке
Поэтому для уточнения расчетных технологических режимов применяют метод пробных проходов: точение небольших участков поверхности с подбором режимов и последующим замером геометрии и качества поверхности. Главные недостатки такой отладки технологического процесса — это возрастание трудозатрат и сверхнормативное использование производственных ресурсов. Поэтому его используют только в особых случаях:
- единичное изготовление без операционной карты;
- определение точности работы токарного оборудования перед запуском партии;
- работа с неполноценными заготовками (брак и неточность размеров);
- обточка литейных и кованых заготовок, не прошедших предварительную обдирку;
- запуск в производство изделий из новых материалов.
При первом запуске в производство нового изделия, обрабатываемого на автоматизированном оборудовании, также производят пробное точение и подбирают вручную режимы резания. Токарный станок с ЧПУ выполняет все операции по программе, поэтому оператор не всегда может корректировать параметры его работы.
https://youtube.com/watch?v=Rkrd3WZ9X5Y
Кроме углеродистых сталей на токарном оборудовании обрабатывают такие металлы как легированная сталь, чугун, титан, сплавы алюминия, бронза и другие сплавы меди. Помимо этого, такую обработку используют для точения материалов с низкой температурой плавления и воспламенения, таких как пластики и дерево. При работе с пластмассами токарные станки чаще всего применяют при обработке деталей из фоторопласта, полистирола, полиуретана, оргстекла, текстолита, а также эпоксидных и карбомидовых композитов. Все перечисленные группы материалов имеют свои особенности расчета и практического применения режимов точения. Это хорошо видно на примере токарной обработки нержавейки — самого распространенного после углеродистой стали конструкционного материала.
Нержавеющая сталь характеризуется низкой теплопроводностью, вязкостью, коррозионной стойкостью, сохранением прочности и твердости при высоких температурах, а также неравномерным упрочнением. Кроме того, в состав некоторых сортов нержавеющей стали входят легирующие добавки повышенной твердости с абразивными характеристиками. Поэтому при работе с ней на практике применяют специальные режимы точения и методы охлаждения и смазки детали.
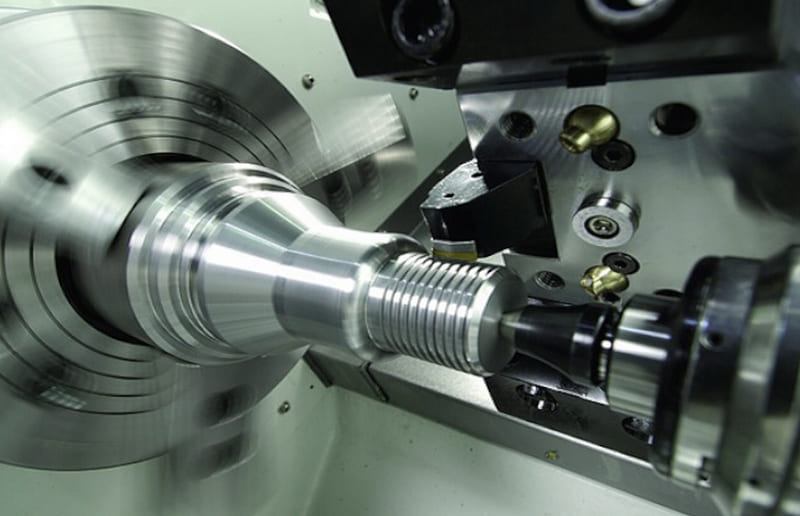
Токарная обработка
Для решения этой проблемы применяют резцы со стружколомом. Для отвода тепла и смазки обрабатываемой поверхности в рабочую зону подается специальная СОЖ (смазочно-охлаждающей жидкости) на основе олеиновой кислоты. Это уменьшает нагрев заготовки и снижает износ резца. В последнее время все чаще применяют современные методы, которые также уменьшают износ инструмента: направление в рабочую зону ультразвуковых волн и подвод к металлу слаботочных импульсов.
Режимы резания
Важно правильно определить тот слой металла, который подлежит металлообработке. Режущий момент представляет некоторые стадии обработки:
- вначале выбирается глубина, которая обеспечит окончательные размеры детали;
- удаляются просчеты предыдущей обработки, изъяны обрабатываемой поверхности;
- возмещаются погрешности, появившиеся в фазе отделки заготовки.
Поэтому предпринимается несколько перемещений, в результате режущих действий складывается общий припуск, общая глубина. До окончательной доработки предстоит сделать промежуточные операции. К примеру, для отделки детали в четыре перехода сначала определяется глубина четвертого уровня, затем глубина резания третьего перехода и потом второго. Таким образом, в первый черновой проход снимается та разница между общей величиной и трех переходов. Так определяются режущие режимы.
Программное задание заключается в обеспечении рационального режима резания. В расчет режима принимаются такие начальные данные:
- схема детали для обработки;
- параметры болванки;
- тип материала;
- токарный резец;
- характеристика станка.
Претерпеваемые станками нагрузки при обработке металла требуют серьезных расчетов рабочей скорости, глубины резки, величины подачи в полном соответствии с заводскими характеристиками конкретного станка.
Взаимосвязь теории и практики
Выбор скорости и подачи аналогичен другим примерам прикладной науки, таким как метеорология или фармакология , в том смысле , что теоретическое моделирование необходимо и полезно, но оно никогда не может полностью предсказать реальность конкретных случаев из-за очень многомерной среды. Подобно тому, как прогнозы погоды или дозировки лекарств можно смоделировать с достаточной точностью, но никогда с полной уверенностью, машинисты могут прогнозировать с помощью диаграмм и формул приблизительные значения скорости и подачи, которые будут лучше всего работать для конкретной работы, но не могут знать точные оптимальные значения до тех пор, пока выполнение работы. При обработке с ЧПУ обычно программист программирует скорости и подачи, которые настраиваются настолько точно, насколько могут обеспечить расчеты и общие рекомендации. Затем оператор точно настраивает значения во время работы машины, основываясь на взглядах, звуках, запахах, температуре, выдерживании допуска и сроке службы наконечника инструмента. При правильном управлении измененные значения сохраняются для использования в будущем, так что, когда программа запускается снова позже, эту работу не нужно дублировать.
Однако, как и в случае с метеорологией и фармакологией, взаимосвязь теории и практики развивалась на протяжении десятилетий, поскольку теоретическая часть баланса становится все более продвинутой благодаря информационным технологиям. Например, проект под названием Machine Tool Genome Project направлен на обеспечение компьютерного моделирования (симуляции), необходимого для прогнозирования оптимальных комбинаций скорости и подачи для конкретных установок в любом магазине, подключенном к Интернету, с меньшим количеством местных экспериментов и испытаний. Вместо того, чтобы единственным вариантом было измерение и тестирование поведения собственного оборудования, он получит пользу от опыта и моделирования других; в некотором смысле, вместо того, чтобы «изобретать колесо», он сможет «лучше использовать существующие колеса, уже разработанные другими в удаленных местах».
Дополнительные материалы
Во время изготовления, большинство специалистов руководствуются в качестве дополнительного пособия, приведенными ниже показателями. Таблица коэффициента прочности:
| Материал заготовки | Граница прочности | Шкала твердости по Бринеллю | Коэффициент, МПа |
| легированная и
углеродистая сталь |
варьируется от
400–1100 единиц |
– | 1500–2600 |
| чугун, а также серый | – | 1400–2200 | 1000–1200 |
| бронза | – | – | 600 |
| силумин | – | – | 450 |
| дуралюмин | предел прочности
от 250 до 350, но часто встречается и выше в зависимости от качества заготовки |
– | 600–1100 |
Коэффициент прочности материала:
| Сталь, кг/мм | Значение показателя |
| 50,1–60,1 | 1,61 |
| 60,1–70,3 | 1,27 |
| 70,3–80,1 | 1,1 |
| 80,3–90,1 | 0,87 |
| 90,3–100,1 | 0,73 |
| Чугун, кг/мм | Значение показателя |
| 140,1–160,3 | 1,50 |
| 160,1–180,1 | 1,21 |
| 180,1–200,3 | 1,1 |
| 200,3–220,3 | 0,83 |
Коэффициент стойкости резца:
| Значение стойкости, минуты | Показатель |
| 27–30 | 1,27 |
| 43–46 | 1,11 |
| 57–60 | 1,09 |
| 83–90 | 1,03 |
Схема расчета режимов
 Расчет режимов резания при точении наружной цилиндрической поверхности по обыкновению ведут с определения удаляемого слоя. Глубина резания – это срезаемый слой металла за один рабочий проход. Определяется по формуле:
Расчет режимов резания при точении наружной цилиндрической поверхности по обыкновению ведут с определения удаляемого слоя. Глубина резания – это срезаемый слой металла за один рабочий проход. Определяется по формуле:
t = (D 1 — D 2)/2,
где D 1 – исходный размер, D 2 – получаемый размер.
Расчет глубины резания начинается после определения типа обработки. Черновым точением удаляется 60% припуска, свыше 2 мм. Получистовым точением удаляется 30% 1- 1,5 мм. А оставшиеся 10% 0,4- 0,8 мм остаются на чистовую обработку.
https://youtube.com/watch?v=eJp4iBECqtk
Подача – это расстояние, которое проходит инструмент за один оборот обрабатываемой заготовки. Для увеличения производительности подачи подбираются максимальными исходя из:
- твердости пластины;
- мощности привода;
- жесткости системы СПИД.
На машиностроительных предприятиях подачи назначаются из таблиц. Так, для чернового точения твердых материалов подача не превышает 1,5 мм/об, а для мягких материалов не более 2,4 мм/об. Для получистового точения подача не превышает 1,0 мм/об.
От чистового точения во многом зависит шероховатость поверхности, поэтому максимальным значением будет S max = 0.25 мм/об. При обработке изделий с ударными нагрузками назначенное значение подачи умножается на понижающий коэффициент 0,85.
Скорость резания при токарной обработке вычисляется по формуле:
V=Cv/(T¹ • t² • s³)·Kv
где Сv — коэффициент, применяемый к обрабатываемому материалу заготовки и инструменту, 1 (x), 2 (y), 3 (m) – показатели степеней, Т — стойкость инструмента, Kv — поправочный коэффициент резания.
Kv зависит от:
- качества обрабатываемого материала;
- материала режущей пластины инструмента;
- поверхностного слоя заготовки.
 После получения расчетного значения скорости резания определяется число оборотов шпинделя станка по формуле: n = (1000· V)/(π· D)
После получения расчетного значения скорости резания определяется число оборотов шпинделя станка по формуле: n = (1000· V)/(π· D)
Полученное значение количества оборотов необходимо подобрать из стандартного ряда для станка, на котором производится обработка. Оно не должно отличаться от станочной сетки больше, чем на 5%. После чего производится уточнение скорости резания.
Далее, определяется эффективная мощность резания по формуле:
N э = (Pz · V)/(1020 · 60)
где Pz – тангенциальная сила резания, максимальная нагрузка при точении.
Pz = 10·Cp·t¹·s²·V³·Kp
После определения необходимой мощности рассчитывается потребная мощность станка:
N п = N э /η
где µ — КПД станка, закладывается заводом-изготовителем.
Итоговое значение мощности должно быть меньше мощности электродвигателя главного движения. Это означает, что принятые и рассчитанные значения верны. В противном случае подачу и глубину резания необходимо уменьшить или подбирать станок необходимой мощности.
Схема расчетов
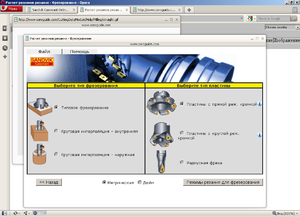
Перед выполнением расчетов операции резания необходимо определить, какой тип режущего инструмента будет использоваться в данном случае. При токарной или абразивной обработке хрупких материалов выбирают оснащение с минимальными показателями. Следует не забывать, что во время работы деталь обычно довольно сильно нагревается. Если скорость обработки будет очень высокая, она может деформироваться, что приведет к ее непригодности.
Процесс резания металла
Обязательно учитывается, какая обработка будет осуществляться – чистовая или черновая. В первом случае подбирают рабочие параметры, которые обеспечат максимальную точность
Специалисты обращают внимание и на толщину срезаемого слоя. В зависимости от данной характеристики выбирается количество проходок для выполнения обрезки на специальном оборудовании
Глубина
Глубина является одним из важнейших параметров для обеспечения качества изготовленных заготовок. Она определяет толщину срезаемого слоя за одну проходку. При выполнении подрезки торца за глубину принимают диаметр детали.
Учитывается количество проходов, что определяется припусками на обработку:
Изменение обрабатываемого диаметра
- 60% на черновую;
- 20–30% на получистовую;
- 10–20% на чистовую.
Для определения глубины обрезки цилиндрических заготовок используется следующая формула:
k=(D-d)/2, где к – глубина обрезки, D – первоначальный диаметр, d – получаемый диаметр.
При определении режимов резания при работе с плоскими деталями вместо диаметров используют длину. Принято считать, что при черновой обработке глубина должна составлять больше 2 мм, получистовой – 1–2 мм, чистовой – меньше 1 мм. Данный параметр зависит от требований к качеству деталей. Чем меньше класс точности, тем больше проходов необходимо выполнить для достижения необходимых свойств изделий.
Схема черновой обработки металла
Подача
Пример построения траектории движения резца
Под подачей подразумевают величину перемещения резца за один оборот заготовки. При выполнении черновой обработки данный параметр может иметь максимально возможные значения. На завершительном этапе работ значение подачи определяется с учетом квалитета шероховатости. Данная характеристика зависит от глубины обрезки и габаритов заготовки. Чем меньше размеры, тем она ниже. При большой толщине срезаемого слоя выбираются минимальные параметры подачи.
Чтобы облегчить работу специалистам, разработаны специальные таблицы. Там указаны значения подачи при разных условиях режима резанья. Для выполнения точных расчетов иногда необходимо знать размер державки резца.
Если резанье выполняется с существенными ударными нагрузками, значения с таблицы необходимо умножать на коэффициент 0,85. При работе с жаропрочной конструкционной сталью подача не должна быть больше 1 мм/об.
Подачи при черновом наружном точении
Скорость
Скорость резания – это один из важнейших показателей, который определяется на этапе расчетов перед выполнением основных работ. Ее значения зависят от проводимых операций. Обычно отрезание торцов происходит при максимально возможной скорости. Сверление или точение имеют совсем иные требования к данному рабочему параметру. Поэтому для качественного выполнения поставленных задач необходимо знать следующее:
Таблица для расчета режимов резания
- тип выполняемой слесарной операции;
- вид применяемого токарного инструмента;
- материал, из которого изготовлена заготовка.
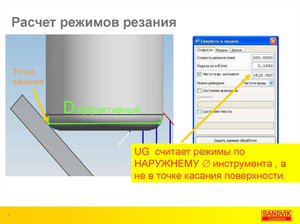
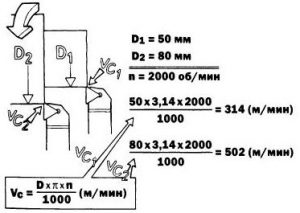
При традиционной токарной обработке скорость определяется путем умножения диаметра заготовки на количество ее оборотов за минуту и на π. Полученное значение необходимо разделить на 1000. Также скорость резанья можно определить, используя стандартные таблицы для режимов резанья.
Проверка выбранных рабочих характеристик
Когда глубина, подача и скорость определены, их необходимо проверить. Полученные рабочие параметры не должны быть больше нормативных значений, которые указаны в паспорте эксплуатируемого токарного станка.
Обязательно необходимо определить мощность оборудования. Для этого силу обрезки умножают на ее скорость и делят на 1000. Полученное значение сравнивают с тем, что указано в паспорте станка. Если рассчитанные по формулам параметры больше, необходимо корректировать глубину, подачу и скорость, чтобы избежать повреждения оборудования и инструментов.
Выбор материала резца при токарной обработке
Схема расчетов
Перед выполнением расчетов операции резания необходимо определить, какой тип режущего инструмента будет использоваться в данном случае. При токарной или абразивной обработке хрупких материалов выбирают оснащение с минимальными показателями. Следует не забывать, что во время работы деталь обычно довольно сильно нагревается. Если скорость обработки будет очень высокая, она может деформироваться, что приведет к ее непригодности.
 Процесс резания металла
Процесс резания металла
Обязательно учитывается, какая обработка будет осуществляться – чистовая или черновая. В первом случае подбирают рабочие параметры, которые обеспечат максимальную точность
Специалисты обращают внимание и на толщину срезаемого слоя. В зависимости от данной характеристики выбирается количество проходок для выполнения обрезки на специальном оборудовании
Глубина
Глубина является одним из важнейших параметров для обеспечения качества изготовленных заготовок. Она определяет толщину срезаемого слоя за одну проходку. При выполнении подрезки торца за глубину принимают диаметр детали.
Учитывается количество проходов, что определяется припусками на обработку:
 Изменение обрабатываемого диаметра
Изменение обрабатываемого диаметра
- 60% на черновую;
- 20–30% на получистовую;
- 10–20% на чистовую.
Для определения глубины обрезки цилиндрических заготовок используется следующая формула:
k=(D-d)/2, где к – глубина обрезки, D – первоначальный диаметр, d – получаемый диаметр.
При определении режимов резания при работе с плоскими деталями вместо диаметров используют длину. Принято считать, что при черновой обработке глубина должна составлять больше 2 мм, получистовой – 1–2 мм, чистовой – меньше 1 мм. Данный параметр зависит от требований к качеству деталей. Чем меньше класс точности, тем больше проходов необходимо выполнить для достижения необходимых свойств изделий.
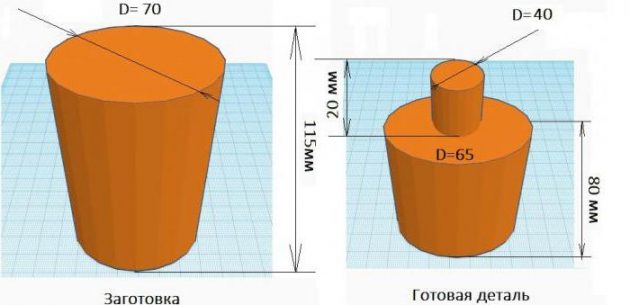 Схема черновой обработки металла
Схема черновой обработки металла
Подача
 Пример построения траектории движения резца
Пример построения траектории движения резца
Под подачей подразумевают величину перемещения резца за один оборот заготовки. При выполнении черновой обработки данный параметр может иметь максимально возможные значения. На завершительном этапе работ значение подачи определяется с учетом квалитета шероховатости. Данная характеристика зависит от глубины обрезки и габаритов заготовки. Чем меньше размеры, тем она ниже. При большой толщине срезаемого слоя выбираются минимальные параметры подачи.
Чтобы облегчить работу специалистам, разработаны специальные таблицы. Там указаны значения подачи при разных условиях режима резанья. Для выполнения точных расчетов иногда необходимо знать размер державки резца.
Если резанье выполняется с существенными ударными нагрузками, значения с таблицы необходимо умножать на коэффициент 0,85. При работе с жаропрочной конструкционной сталью подача не должна быть больше 1 мм/об.
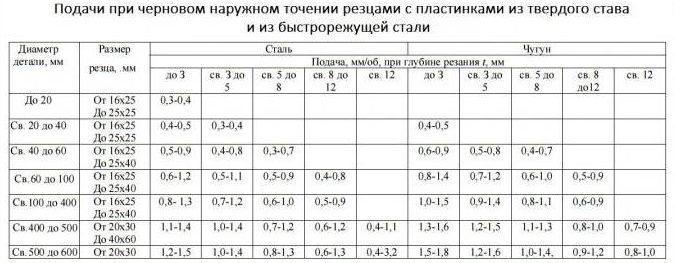 Подачи при черновом наружном точении
Подачи при черновом наружном точении
Скорость
Скорость резания – это один из важнейших показателей, который определяется на этапе расчетов перед выполнением основных работ. Ее значения зависят от проводимых операций. Обычно отрезание торцов происходит при максимально возможной скорости. Сверление или точение имеют совсем иные требования к данному рабочему параметру. Поэтому для качественного выполнения поставленных задач необходимо знать следующее:
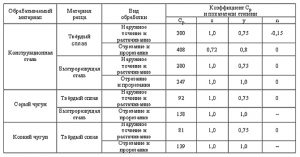 Таблица для расчета режимов резания
Таблица для расчета режимов резания
- тип выполняемой слесарной операции;
- вид применяемого токарного инструмента;
- материал, из которого изготовлена заготовка.
При традиционной токарной обработке скорость определяется путем умножения диаметра заготовки на количество ее оборотов за минуту и на π. Полученное значение необходимо разделить на 1000. Также скорость резанья можно определить, используя стандартные таблицы для режимов резанья.
Проверка выбранных рабочих характеристик
Когда глубина, подача и скорость определены, их необходимо проверить. Полученные рабочие параметры не должны быть больше нормативных значений, которые указаны в паспорте эксплуатируемого токарного станка.
Обязательно необходимо определить мощность оборудования. Для этого силу обрезки умножают на ее скорость и делят на 1000. Полученное значение сравнивают с тем, что указано в паспорте станка. Если рассчитанные по формулам параметры больше, необходимо корректировать глубину, подачу и скорость, чтобы избежать повреждения оборудования и инструментов.
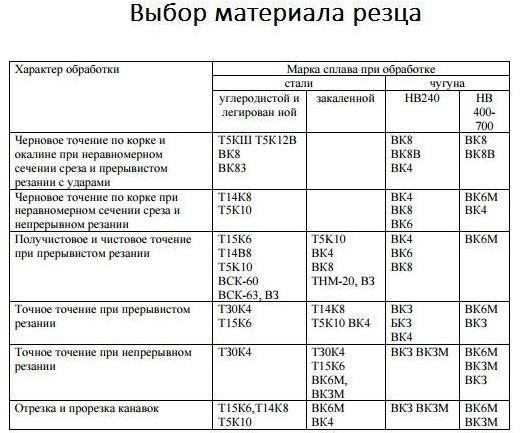 Выбор материала резца при токарной обработке
Выбор материала резца при токарной обработке
Скорость подачи
Подача — это скорость, с которой фреза подается, то есть продвигается к заготовке. Он выражается в единицах расстояния на оборот для точения и растачивания (обычно дюймы на оборот [ ipr ] или миллиметры на оборот ). Это может быть выражено таким же образом для фрезерования, но часто выражается в единицах расстояния за время для фрезерования (обычно дюймы в минуту [ ipm ] или миллиметры в минуту ), с учетом того, сколько зубьев (или канавок) у фрезы тогда определили, что это значит для каждого зуба.
Скорость подачи зависит от:
- Тип инструмента (маленькое сверло или большое сверло, высокоскоростное или твердосплавное, коробчатый инструмент или углубление, инструмент тонкой или широкой формы, скользящая накатка или револьверная накатка с двух сторон).
- Желаемая чистота поверхности.
- Мощность на шпинделе (для предотвращения остановки фрезы или заготовки).
- Жесткость станка и оснастки (устойчивость к вибрации и дребезжанию).
- Прочность заготовки (высокая скорость подачи приведет к разрушению тонкостенных труб)
- Характеристики разрезаемого материала, поток стружки зависит от типа материала и скорости подачи. Идеальная форма стружки — небольшая, она рано отрывается, унося тепло от инструмента и работы.
- Резьба на дюйм (TPI) для метчиков, штамповочных головок и резьбонарезных инструментов.
- Ширина среза. Каждый раз, когда ширина реза меньше половины диаметра, геометрическое явление, называемое утонением стружки, снижает фактическую нагрузку на стружку. Скорость подачи необходимо увеличивать, чтобы компенсировать эффект утонения стружки, как для повышения производительности, так и для предотвращения трения, которое снижает стойкость инструмента.
При принятии решения, какую скорость подачи использовать для определенной операции резания, расчет довольно прост для одноточечных режущих инструментов, потому что вся работа резания выполняется в одной точке (выполняется, так сказать, «одним зубом»). На фрезерном станке или фуганке, где используются многогранные / многогранные режущие инструменты, желаемая скорость подачи становится зависимой от количества зубьев на фрезе, а также от желаемого количества материала на зуб для резки (выраженный как загрузка микросхемы). Чем больше количество режущих кромок, тем выше допустимая скорость подачи: для того, чтобы режущая кромка работала эффективно, она должна снимать достаточно материала, чтобы резать, а не тереть; он также должен делать свою долю работы.
Соотношение скорости шпинделя и скорости подачи контролирует агрессивность резания и характер образующейся стружки .
Формула для определения скорости подачи
Эту формулу можно использовать для определения скорости подачи, которую резец перемещает внутрь или вокруг работы. Это применимо к фрезам на фрезерном станке, сверлильном станке и ряде других станков. Это не должно использоваться на токарном станке для токарных операций, так как скорость подачи на токарном станке дается как подача на оборот.
Fрзнак равнорпM×Т×CL{\ displaystyle FR = {об / мин \ раз T \ раз CL}}
Где:
- FR = рассчитанная скорость подачи в дюймах в минуту или мм в минуту.
- RPM = это расчетная скорость фрезы.
- T = количество зубьев фрезы.
- CL = нагрузка стружки или подача на зуб . Это размер стружки, которую берет каждый зуб фрезы.
3.1. Характеристика применяемых режущих инструментов.
Резец
— режущий инструмент, предназначен для
обработки деталей различных размеров,
форм, точности и материалов. Является
основным инструментом, применяемым при
токарных, строгальных и долбёжных
работах (и на соответствующих станках).
Для
достижения требуемых размеров, формы
и точности изделия с заготовки снимаются
(последовательно срезаются) слои
материала при помощи резца. Жёстко
закреплённые в станке резец и заготовка
в результате относительного перемещения
контактируют друг с другом, происходит
врезание рабочего элемента резца в слой
материала и последующее его срезание
в виде стружки. Рабочий элемент резца
представляет собой острую кромку (клин),
который врезается в слой материала и
деформирует его, после чего сжатый
элемент материала скалывается и
сдвигается передней поверхностью резца
(поверхностью схода стружки). При
дальнейшем продвижении резца процесс
скалывания повторяется и из отдельных
элементов образуется стружка. Вид
стружки зависит от подачи станка,
скорости вращения заготовки, материала
заготовки, относительного расположения
резца и заготовки, использования СОЖ и
других причин.
В
процессе работы резцы подвержены износу
(режущие кромки притупляются, а у резцов
с твердосплавными пластинками наблюдается
выкрашивание режущей части), поэтому
осуществляют их переточку.
Резцы
с механическим креплением пластин —
инструмент предназначенный для обработки
металла на станках токарной группы, в
том числе на станках с числовым программным
управление. Державка резца механического
определяется способом крепления,
геометрическими размерами пластин,
формой и размером пластин, а так же
конфигурацией механического резца.
Такие резцы оснащаются пластинами
твердосплавными, КНТ и ВОК. Ниже
предлагаемые резцы классифицированы
согласно международного стандарта ISO.
Также форма, размеры и назначение для
резцов с мех креплением определяются
согласно Гост 20872-80 и Гост 20874-75.
Использование резцов со сменными
пластинами позволяем производить более
качественную обработку, при этом
достигается экономия, так как расходными
материалами являются только пластины,
а сами державки резцов с механическим
креплением пластин при соответствующей
эксплуатации могут работать довольно
длительный срок.
3 Схема выбора режима резания – основные требования
Глубина операции определяется в наибольшей степени показателем припуска на обработку заготовки. Этот самый припуск всегда стараются убрать за один-единственный проход режущего инструмента (если речь идет о черновой процедуре). Если же осуществляется чистовая обработка, срезание припуска добиваются за несколько проходов. При этом каждый последующий проход должен иметь меньшую глубину, нежели предшествующий ему.
Величина подачи (расстояние кромки резца, которое он проходит за оборот детали) подбирается в зависимости от категории необходимой чистоты обработки. Подача может быть нескольких видов:
- минутная;
- на оборот режущего инструмента;
- на один зуб резца.
На фото — резцы для токарного станка
Максимальные величины подачи обычно назначают для чернового резания, минимальные – для чистового. Конкретный показатель определяется периодом стойкости резца, мощностью привода металлорежущего агрегата, прочностью и жесткостью обрабатываемой системы. В большинстве случаев расчет величины подачи вести нет необходимости, так как в паспорте каждого станка они четко указаны.
Под упомянутым выше периодом стойкости принято понимать время функционирования рабочего инструмента без остановок между последовательными переточками. Стандартный ряд такого периода включает величины от 15 до 120 минут с шагом в 15 минут. Скорость операции рассчитывается на базе всех указанных значений по специальным формулам, которые незначительно отличаются друг от друга в зависимости от варианта точения (фасонное, поперечное, продольное). Разрешается, как мы уже говорили, брать скорость и из таблиц.
Фото продольного точения
Добавим, что полученный режим резания обязательно требуется проверить по прочности:
- резцедержателя;
- устройства подач станка;
- мощности агрегата.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.
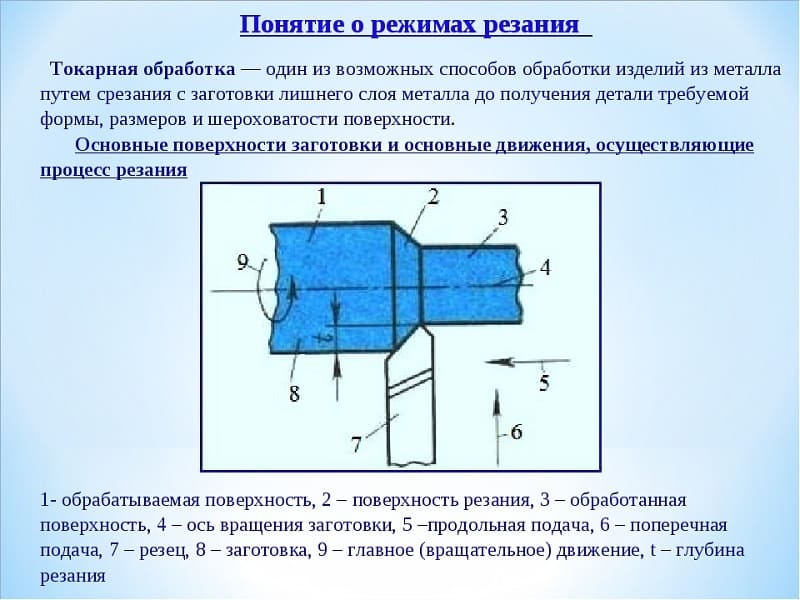
Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.
Глубина резания
В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.
Скорость резания
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.