Расчет режимов резания при точении на токарных станках
Содержание:
- Краткая история серии
- Управление резцедержателем
- Конструкция и технические особенности
- Проверка по мощности электродвигателя станка
- Виды работ на токарном станке для начинающих
- Распространенные модели Станков
- Устройство токарного станка
- Инструкция по эксплуатации
- Шаг 4. Управление механическими подачами
- Что такое шпиндель
- Обороты жесткого диска
- Принцип работы
- Классификация шпинделей
- Распространенные ошибки при выборе режимов резания
- Чертежи коробки подач токарно-винторезного станка 1к62
- Типы шпинделей по числу оборотов
- Изготовление слесарного верстака своими руками: как сделать конструкцию из металла
- 2 Задняя бабка токарной установки по металлу
Краткая история серии
- Первые токарно-винторезные станки с коробкой скоростей выпускались на заводе «Красный пролетарий» и назывался ДИП 200,
- ДИП 300 и так далее. Буквы означали «Догнать и перегнать», а цифры высоту над станиной.
- ЭНИМС приняла единую систему условных обозначений станков. По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия.
- Вскоре появились первые модели ДИП 200, которые назывались 1Д62,
- 1Д62М. После эти модели заменила более новая — 1А62.1А62 выпускали несколько лет, после чего на замену ему пришел 1К62, который выпускался еще восемнадцать лет. К 1К62 выпускались модификации.
- Затем в производство вошел 16Б20П, который был переходной моделью между двумя станками.
- Через еще шесть лет произвели первые 16К20. Станки понемногу стали производить все меньше и меньше. Их начали модифицировать, но модификации не были долгожительными.
- Через семнадцать лет после первых 16К20 на смену им пришли станки серии МК: МК6046, МК6047.
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

Конструкция и технические особенности
Зная устройство фрезерного станка, человек сразу же понимает, что такое шпиндель и где он располагается. Для тех, кто не знает конструкции и технических параметров, необходимо разбираться во всем постепенно.
Шпиндель представляет собой полый металлический вал, являющийся ключевым узлом в фрезерном станке. Устанавливается эта деталь на специальной каретке, с помощью которой он передвигается в трех плоскостях — X, Y, Z. При включении двигателя вал напрямую передает вращательное усилие на фрезу (если речь идет о станке, в котором используются фрезы по металлу). Благодаря отсутствию дополнительных элементов при передаче усилия от двигателя, вращательный момент не искажается.
Шпиндель для самодельного станка. Spindle machine for wood.
Проверка по мощности электродвигателя станка
Эта
проверка производится исходя из мощности
электродвигателя станка, т.к. может
оказаться, что с выбранными основными
элементами режима резания вести обработку
на данном станке будет невозможно (из-за
недостаточной мощности).
Для
определения мощности подсчитывается
сначала сила резания:
PZ
=
10

(H),
где
KPz=KMpz·Kφpz·Kγpz·Kλp
;
CPz
,
KPz
,XP
, YPz,
ZPz
– выбираются
по справочнику в зависимости от условий
обработки.
Коэффициенты
KPz
характеризуют:
KMpz
– материал
детали;
геометрические
параметры резца: Kφpz
– φ;
Kγpz
– γ;
Kλpz
– λ.
Мощность,
затрачиваемая на резание:

Принимая
во внимание КПД станка η
(кинематические
данные станка), расчетная мощность
электродвигателя составит:
Nрасч
= Nрез
/η.
Для
осуществления процесса резания
необходимо, чтобы мощность электродвигателя
данного станка была больше или, в крайнем
случае, равна расчетной мощности, т.е.
Nст
 Nрасч
Nрасч
.
Если
же окажется, что мощности электродвигателя
данного станка, на котором должна
производиться обработка, не хватает,
т.е. Nст
<
Nрасч,
то необходимо уменьшить скорость резания
v,
т.е. снизить число оборотов шпинделя n
.
Примечание.Для
кратковременного процесса резания
(до
1 мин)
возможна перегрузка электродвигателя
станка до 25% его номинальной мощности,
т.е. 1,25Nст
 Nрасч
Nрасч
.
Виды работ на токарном станке для начинающих
В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки.
В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок.
Второй способ предусматривает установку исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
1. Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Как правильно зажать деталь
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки.
- С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
- Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
- Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею деталь так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки — изделие должно держаться само.
- Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое. Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Подведите подручник как можно ближе. Поворачивая ее рукой, убедитесь, что заготовка свободно вращается и ни за что не задевает. Опорная плоскость подручника должна располагаться примерно на 5 мм ниже оси вращения.

Как работать
Следующий состоит в том, чтобы сделать брусок дерева цилиндрическим. Это осуществляется на скорости 1 000-1 500 об./мин. При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки — рейера. Если кусок дерева длинный, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
В зависимости от типа используемого инструмента и стадии работы, следует периодически приближать подручник к заготовке. После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.

2. Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянный брусок закрывается только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.

Распространенные модели Станков
Любой универсальный токарно-винторезный станок по металлу имеет два ключевых параметра, определяющих его функциональные возможности. Это высота центров (расстояние от оси вращения шпинделя до верхнего контура станины), от которого зависит максимальный диаметр обрабатываемых деталей, и расстояние между центрами, влияющее на наибольшую длину обработки.
Наиболее распространенным оборудованием отечественного производства является токарно-винторезный станок 16К40, имеющий класс точности обработки «Н», в соответствии с положениями ГОСТ №8-82Е. Данный агрегат выполняет такие операции как растачивание, точение, сверление и нарезание резьбы.
16К40
16К40 относится к оборудованию среднетяжелого типа, его вес составляет 7.1 тонну, а размеры — 578*185*162 см. Рассмотрим технические характеристики данной модели:
- наибольший диаметр обработки — 800 мм;
- длина деталей — 3000 мм;
- вес деталей — до 4 тонн;
- частота вращения шпинделя — 6-1250 об/мин;
- мощность основного электродвигателя — 18500 Вт.
Кинематическая схема 16К40
Эл схема 16К40
Паспорт 16К40
На сегодняшний день на производстве эксплуатируется преимущественно оборудование советского производства 80-х годов. Рассмотрим вкратце параметры наиболее часто встречающихся моделей:
| Модель | Диаметр обработки (мм) | Длина деталей (мм) | Масса деталей (тонн) | Обороты шпинделя (об/мин) | Мощность привода (Вт) | Вес станка (тонн) |
| Токарно винторезный станок 163
Кинемат схема Эл схема Паспорт |
630 | 1400 | 2 | 10-1250 | 13000 | 3,8 |
| Токарно винторезный станок 16В20 | 445 | 1500 | 1,6 | 10-1400 | 7500 | 2.45 |
| Токарно винторезный станок 1И611П | 250 | 500 | 0,5 | 20-2000 | 3000 | 1.12 |
| Токарно винторезный станок б16Д25 | 500 | 1000 | 1.5 | 125-2000 | 10000 | 2,3 |
| Токарно винторезный станок 1В625м | 500 | 1900 | 1,8 | 10-1400 | 7500 | 2.43 |
| Токарно винторезный станок 16Р25П | 400 | 2000 | 1,3 | 16-2000 | 11000 | 3 |
| Токарно винторезный станок МК6056 | 500 | 2000 | 1,3 | 16-2000 | 11000 | 3,1 |
BD-9G
Данное оборудование способно обрабатывать детали диаметром до 200 мм и длиной до 400 мм. Устройство выполняет такие операции как растачивание, обточка, нарезка резьбы (метрическая и дюймовая), обработка торцов, развертывание. BD-9G оснащен движком асинхронного типа мощностью 750 Вт, частота вращения шпинделя составляет 100-2500 об/мин.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
Что такое шпиндель
Шпиндель — единая ось в жестком диске, на которой установлено несколько магнитных пластин. Эти пластины закреплены на шпинделе на строго определенном расстоянии. Расстояние должно быть таким, чтобы при вращении пластин считывающие головки могли читать и записывать на диск, но при этом не касались поверхности пластин.
Чтобы диск нормально функционировал, двигатель шпинделя должен обеспечивать стабильное вращение магнитных пластин на протяжении тысяч часов. Поэтому неудивительно, что иногда проблемы с диском связаны именно с заклиниванием шпинделя, а вовсе не с ошибками в файловой системе.
Двигатель отвечает за вращение пластин, и это позволяет работать жесткому диску.
Обороты жесткого диска
В современном мире многие пользуются усовершенствованными видами накопителей — SSD. Однако по многим причинам большинство пользователей не желают расставаться со старыми жесткими дисками, оставляя их в качестве хранилища переменных данных вроде игр, фильмов и так далее.
На производительность механического накопителя напрямую влияет скорость вращения шпинделя, которая отвечает за передачу данных. Однако и данный параметр во многом зависит от нескольких переменных:
- Интерфейс, через который осуществляется подключение к материнской плате. На данный момент существует интерфейс, способный передавать данные со скоростью до 600 мегабайт в секунду.
- Буфер обмена данными необходим для передачи кратковременного содержания, поэтому его показатели должны быть максимальными.
- Многие алгоритмы способны влиять на скорость обмена информацией, поэтому поддержка многих алгоритмов необходима.
- Объем жесткого диска тоже немаловажен, так как от его размера зависит то, насколько быстро жесткий диск сможет определить и обнаружить нужный сектор, чтобы дать к нему доступ.
- Обороты шпинделя. Этот показатель — один из основных, так как количество оборотов в минуту напрямую влияет на быстродействие системы в дальнейшей работе. Жесткие диски с разной скоростью вращения шпинделя работают в разных скоростных диапазонах.
Принцип работы
Работа практически всех станков основана на использовании режущих инструментов. Классическая конструкция шпинделя позволяет проводить надежное крепление инструмента в скоростном или силовом режиме.
Ключевыми особенностями подобного процесса можно назвать следующее:
- Есть возможность существенно повысить показатель производительности, для чего выбирается большая скорость резания. Стоит учитывать, что практически во всех случаях проводится составление технологической карты, в которой и указываются основные параметры: подача, скорость резания и некоторые другие.
- Подобный вариант исполнения шпинделя получил широкое распространение в случае финишного точения или фрезерования на станке. Именно поэтому требуется устройство повышенной мощности.
- В большинстве случаев для передачи вращения устанавливается асинхронный двигатель повышенной мощности. Изменить частоту вращения можно за счет зубчатой или ременной передачи.
- Некоторые конструкции напрямую соединены с валом устанавливаемого электрического двигателя, все промежуточные элементы отсутствуют. В подобном случае слишком большое усилие может стать причиной перегрузки мотора. Однако, отсутствие промежуточного элемента позволяет существенно уменьшить размер инструмента. Поэтому в электрических инструментах установленный двигатель напрямую связан со шпинделем.
Рассматривая принцип работы следует уделить внимание тому, что силовые и скоростные конструкции также имеют различный принцип работы. Силовые установки характеризуются следующими особенностями:
- Устанавливаются специальные переходные втулки конической формы, которые выступают в качестве переходника. Они изготавливаются самыми различными производителями, существенно повышают степень крепления устройства. Втулки подбираются в зависимости от особенностей хвостовика инструмента.
- При установке инструмента хвостовик фиксируется непосредственно во втулке, после чего в отверстии шпинделя. За счет этого обеспечивается равномерное распределение возникающей нагрузки.
Сегодня вал шпинделя токарного станка не соединяется напрямую с мотором. Это связано с тем, что возникающая переменная нагрузка может привести к повреждению электрического двигателя. Чаще всего устанавливается клиноременная передача или комплект шестерен. За счет этого обеспечиваются наиболее безопасные условия эксплуатации.
Классификация шпинделей
Выделяют несколько различных типов рассматриваемого устройства, все виды шпинделей станков фрезерной группы характеризуются своим определенными особенностями. Основными видами можно назвать:
- Коллекторные получили весьма широкое распространение при изготовлении фрезерных станков, которые предназначены для гравировки и ювелирной обработки. Чаще всего в эту группу относится устройство с цангой высокоскоростного типа. Резка мягких сплавов может проходить при применении версии цанги ER11 на станке различных групп.
- Высокоскоростные варианты исполнения чаще встречаются в конструкции фрезерных станков. Именно высокоскоростной шпиндель позволяет существенно расширить возможности фрезерных станков с числовым программы управлением.
- В отдельную групп также относится конструкция, способная подавать охлаждающую жидкость в зону обработки. За счет этого существенно снижается температура в зоне резания, поэтому можно существенно повысить показатель производительности.
- Крепление фрезы станков осуществляется за счет цанги, которая также дополняется гайками. При изготовлении цанги применяется металл с повышенной твердостью.
- В продаже встречается продукция европейских и китайских происхождения. Дешевле всего обходится именно продукция китайских производителей. Они применяют подшипники из керамики, которые могут выдерживать существенную нагрузку.

На современном рынке доступно довольно большое количество различных шпинделей, которые могут устанавливаться на фрезерных станках. При этом классификация проводится по типу применяемой системы охлаждения, способу фиксации режущего инструмента и заготовки. Вариант исполнения с мощностью около 0,8 кВт может применяться для обработки небольших изделий, а также выполнения гравировки. Анкерный вариант исполнения распространен в меньшей степени, но все может применяться при в определенных случаях.
Распространенные ошибки при выборе режимов резания
Очень часто начинающие токари и фрезеровщики не согласовывают скорости – это оборачивается концентрацией напряжений на кромке, а значит повышает вероятность поломки инструмента в таких «критических» точках и вызывает другие проблемы.
Есть две классические ситуации:
- Максимальные обороты при медленной подаче – при этом серьезно падает качество обработки. Кроме того, резец будет не снимать стружку, а лишь давить на поверхность, сначала лишь шлифуя ее, а потом уже вызывая прижог; при этом не просто действуя вхолостую, а даже теряя в прочности, ведь будет наблюдаться отгибание кромки.
- Обратная ситуация приводит к тому, что лезвие убирает слишком много материала и вместе с тем испытывает чрезмерную нагрузку, в результате чего скалывается и оставляет царапины и другие дефекты на той плоскости, которая должна быть гладкой.
Поэтому на практике нужно проводить расчет частоты вращения шпинделя для каждой технологической операции и, на основе полученных результатов, соотносить подачу, чтобы обеспечивать не только скорость, но и точность, и безопасность процесса. Тем более что все величины можно принимать в некотором диапазоне – всегда есть место для допусков. Помните, что длительная эксплуатация инструмента – следствие правильного подхода, тогда как неожиданная поломка – результат допущенных ошибок.
И универсальный совет – проводите обработку в несколько этапов: сначала черновую, по максимуму снимая ненужный металл, потом чистовую, более медленно, и, наконец, финишную – для шлифовки мельчайших неровностей.
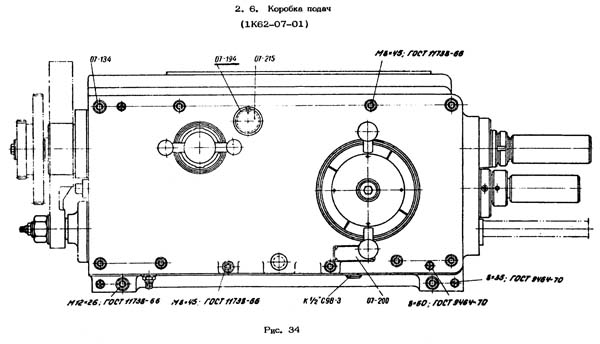
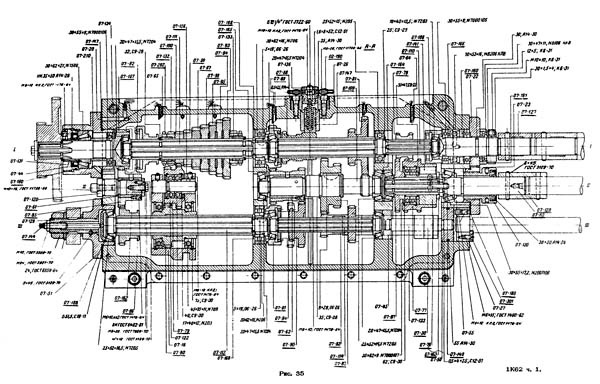
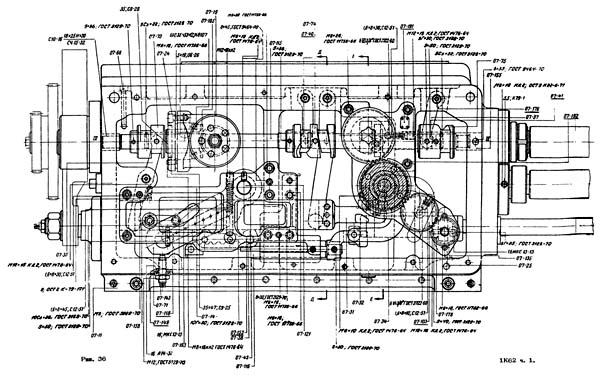
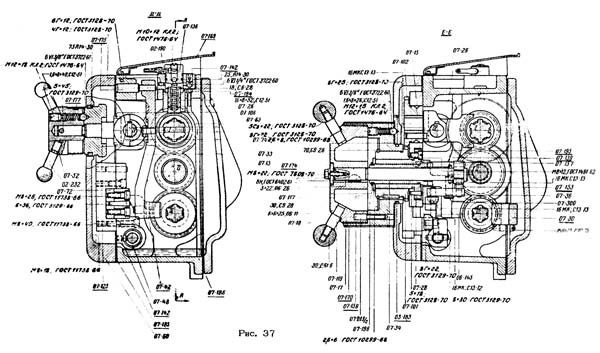
Чертежи коробки подач токарно-винторезного станка 1к62
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Типы шпинделей по числу оборотов
По данному показателю все валы разделяют на 3 категории:
- Маломощные – до 0,8 кВт включительно – устанавливаются на негабаритной технике, использующейся в небольших частных мастерских для решения упрощенных бытовых задач; развивают от 3 до 9 тысяч об/мин.
- Средние – от 1,5 до 5 кВт – применимы в стандартных условиях, для обработки заготовок из дерева, пластика, мягких металлов, а также для нанесения гравировки; поддерживают от 12 до 18 тысяч об/мин.
- Высокопроизводительные – от 5 кВт и выше – предназначены для промышленного оборудования, призванного решать самые масштабные и серьезные задачи; в общем случае доходят до 24 тысяч об/мин, хотя данный показатель не всегда является безусловным плюсом – те же твердосплавные или тонкие фрезы на такой скорости изнашиваются очень быстро.
Изготовление слесарного верстака своими руками: как сделать конструкцию из металла
Для слесарных работ лучше изготовить металлический верстак своими руками, ведь деревянный для этого не подойдет. Дело в том, что древесина не так прочна. К тому же при работе с металлическими заготовками столешница из этого материала будет постоянно повреждаться и быстро придет в непригодность.
На общем чертеже слесарного верстака своими руками можно выделить пять основных компонентов конструкции:
- Для продольной жесткости изделия используются горизонтальные балки (3 шт.) размером 6х4см. Длина – немного превышает 2 м.
- Стоечные малоразмерные балки (9 шт.) из профилированных труб размером 6х4 см. Они используются для сборки каркасной части тумб. В угловой зоне имеются наварные распорки, изготовленные из стальных полосок. За счет всех этих элементов рама получается жесткой и очень прочной.
- Стоечные балки (4 шт.) длиной 9-10 см (сечение 6х4 см). Для этого лучше использовать металлические профильные трубы с толстыми стенками (более 2 мм).
- Уголок № 50 (4 шт.), который будет использоваться в качестве вертикальных стоек. Высота этих элементов -1,7-2 м. Здесь будет крепиться рабочий инструментарий.
Размеры слесарного верстака:
| Параметры верстака | Размер, см |
| Длина конструкции | 2200 |
| Ширина конструкции | 750 |
| Высота конструкции | 950 |
| Ширина тумбы с ящиками | 750 |
| Просвет между тумбами | 700 |
Технология изготовления верстака своими руками: как сделать сборку
Изготовление универсального верстака своими руками начинается со сборки рамы. Для этого нужно взять пару коротких и пару длинных балок. В процессе сваривания эти элементы могут подвергнуться скручиванию.
Чтобы этого не допустить, необходимо:
Выложить детали на идеально ровной плоскости.
В местах размещения стыковочных узлов (их 4 шт.) балки прихватываются с помощью точечного метода сварки.
После этого полноценно выполняются все сварочные швы. Сначала на одной стороне рамы, затем – на ее обратной стороне.
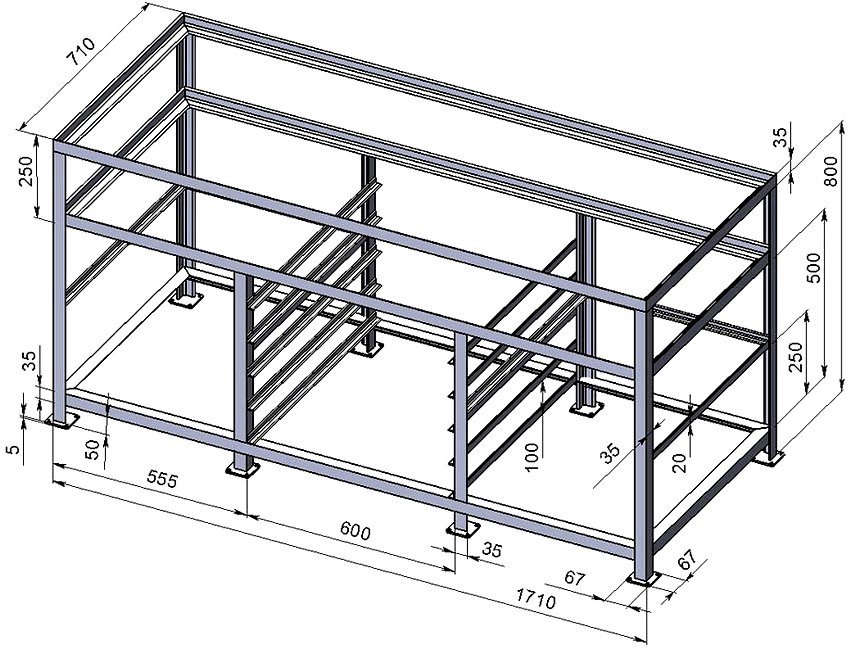
Монтажная схема слесарного верстака из металла
Затем крепятся задние вертикально расположенные стойки и задняя балка (длинная, одна из трех). Обязательно нужно проверить насколько ровно по отношению друг к другу они размещены
Если имеются какие-то отклонения, балки можно осторожно подогнуть с помощью молотка. В конце выполняется сборка остальных стоечных элементов с вертикальным характером расположения, а также элементов, обеспечивающих жесткость
Когда рама готова, к ней можно приварить уголки, предназначенные для усиления конструкции. Столешница формируется из деревянных досок. Предварительно их нужно пропитать огнестойкой жидкостью. Затем сверху укладывается лист металла.
На вертикальных стоечных элементах можно закрепить щит из фанеры для инструментов. Этот же материал используется для того, чтобы зашить тумбы. Для ящиков можно использовать металлические коробки или изготовить деревянные конструкции.
Можно использовать для того, чтобы более подробно разобраться в технологии изготовления верстака своими руками, видео, которое размещено ниже:
https://youtube.com/watch?v=5s7eVjgkvwk
2 Задняя бабка токарной установки по металлу
Этот узел дает возможность надежно фиксировать протяженные детали в тех случаях, когда их помещают в обрабатывающий центр. Кроме того, задняя бабка служит для крепления разных рабочих приспособлений (например, метчиков, разверток, всевозможных видов сверл и т.д.). Если схема передней бабки всегда одинакова, то задняя бабка может быть нескольких разновидностей. Она может иметь: обычный центр; встроенный вращающийся центр.
Центр, указанный вторым, ставится на те станки, на которых планируется скоростная обработка детали (применяется специальная кинематическая схема). Задняя бабка в этом случае будет иметь следующую конструкцию: выточенное отверстие в пиноли с коническими роликами и подшипниками в нем. Подшипник шарикового типа нужен для установки втулки с отверстием в форме конуса. В это отверстие помещается центр.
Упорный шарикоподшипник берет на себя осевое усилие. Втулка не сможет вращаться в тех случаях, когда пиноль соединяется с втулкой специально смонтированным стопорящим приспособлением. Если реализовывается такая кинематическая схема (ее чертеж набросать совсем несложно), задняя бабка может служить в качестве держателя развертки, сверла, любого зенкера и прочего центрового инструмента.
Когда бабка имеет обычный центр, ее корпус находится на плите, установленной на направляющих. В корпусе вырезается отверстие, по которому передвигается (в продольном направлении) гайка с пинолью. Центр либо хвостовик какого-либо рабочего инструмента вставляют в коническое отверстие на переднем торце пиноли, которую перемещают маховичком. Кроме того, есть возможность смещать пиноль поперечно к плите при помощи винтов. При обработке детали с пологим конусом такая возможность незаменима.