Гост 6211-81. основные нормы взаимозаменяемости. резьба трубная коническая
Содержание:
Нарезка трубной резьбы
Нарезку проводят с использованием режущего инструмента вручную, с использованием приспособления, которое называют КЛУПП и на токарном станке. Следует отметить, что изготовление резьбы вручную сопряжено с определенными сложностями особенно при работе с трубами, размер которых составляет 1 дюйм и больше. Приходится прикладывать значительные мускульные усилия.
Для нарезки вручную применяют плашки и метчики соответствующего размера, этот инструмент закрепляют в держатели, и обильно смачивая заготовку специальным маслом выполняют нарезку резьбы. Наличие масла необходимо для снижения силы трения, а это приводит к снижению усилия резания. Применение масла повышает качество поверхности резьбы.
Скорость работы будет повышена, если использовать КЛУПП (устройство для нарезания резьбы). Внешне этот прибор выглядит так – в корпусе с двумя рукоятками размещают гребенки, с применением который происходит формирование резьбы на внешней поверхности трубы.
Существуют и гребенки, которые позволяет получить полный или неполный профиль. Инструмент этого типа нельзя назвать дешевым. Кроме вышеназванных методов получения резьбы существует и третий, с применением токарно-винторезного оборудования. Технология выглядит следующим образом, заготовку устанавливают заготовку, в резцедержатель вставляют резец, заточенный под профиль трубной резьбы. В процессе работы, заготовка вращается вокруг своей оси, а резец перемещается на заданную длину резьбы, при необходимости, резьбу нарезают за несколько проходов.
Видео
При мелкосерийном или серийном производстве применяют станки, работающие под управлением ЧПУ. На таком оборудовании скорость выпуска изделий в разы выше, чем даже на обыкновенных станках.
В условиях массового производства применяют другие способы формообразования резьбы, это может быть точное литье и прочее.
Рейтинг: /5 —
голосов
Навигация по сайту
G-1
Способности
Связанный статьи
|
Морской Дозор
Бывшие Дозорные
Средства передвижения
Способности
Связанные статьи
|
Метрическая нарезка и ее отличия
Кроме дюймового измерения, применяемого в трубопроводах, существует метрическая резьба, которая используется в других сферах жизни. Она также характеризуется диаметром и шагом. Такая нарезка имеет профиль в виде равностороннего треугольника, угол, при вершине которого равен 60°. Нанесение нитей делается с крупным и мелким шагом. Первый маркируется буквой М с цифрой, указывающей на номинальный диаметр (например, М20). При мелкой нарезке добавляется шаг, поэтому обозначение имеет следующий вид — М20х1,5. Отличие дюймовой резьбы от трубной метрической состоит в следующем.
В метрическом варианте исчисление всех размеров производится в миллиметрах, а не в дюймах.
Это относится и к шагу резьбы, которая в дюймовом исполнении характеризуется количеством канавок, которые помещаются на одном дюймовом отрезке профиля. Например, в водопроводе используются лишь два варианта резьбового «шага» — на 11 ниток (равняется метрическому шагу 2,31 мм) и 14 витков (равняется метрическому шагу приблизительно 1,8 мм).
- Изделия отличаются профилем резьбового гребня. В дюймовом варианте величина верхнего угла «треугольника» на 5 градусов меньше, чем в метрическом исполнении. Поэтому кончик витка более острый, и вершины зубчиков выглядят закругленными.
- Изделия с метрическим типом нарезки винтов измеряются по вершинам, а дюймовые – только по впадинам (к сожалению, это правило часто игнорируется).
- В ГОСТе указываются не только целые, но и дробные значения величин «трубного дюйма».
Чтобы упростить определение соотношений этих двух измерений, в нормативных документах приводятся таблицы трубных дюймовых и метрических резьб для распространенных размеров. Разница в этих отличающихся системах исчисления параметров нарезки винтов затрудняет определение некоторых величин, но при внимательном изучении, в них можно разобраться. Надеемся на положительный результат!
Её величество труба! Безусловно, она делает нашу жизнь лучше. Примерно так:
Ключевая характеристика любой цилиндрической трубы — это её диаметр. Он может быть внутренним (Dу
) и наружным (Dn
). Диаметр трубы измеряется в миллиметрах, но единица измерения трубной резьбы — дюйм. И вот на стыке метрической и забугорной систем измерения как правило возникает больше всего вопросов. Кроме того,реально существующий размер внудреннего диаметра часто не совпадает с Dy
.
Описание устройства мотора 1G FE
Стоковая модель
Первая разработка серии G с обозначением 1G EU, представляла собой чугунный блок с 6 цилиндрами, расположенными в ряд, и головкой на 12 клапанов. Мощность мотора достигала 125л.с./5400, а крутящий момент — 160Нм/4400. Последующие доработки конструкции помогли усилить характеристики и улучшить работу систем. Однако, рабочий объём двигателя, 1988 куб. см, размер цилиндра и ход поршня по 75 мм, остались неизменными для всей линейки.
При разработке Toyota 1G FE перед заводом стояла задача создать компактный современный двигатель взамен 1G EU. Для этого использовали узкую ГБЦ, ранее сконструированную инженерами Yamaha, в которую поместились 24 клапана: по 2 впуска и 2 выпуска на цилиндр. Блок цилиндров оставили чугунным.
Газораспределительный механизм построили по схеме DOHC с двумя распредвалами. Впускной вал приводился зубчатым ремнём, выпускной — от шестерни Twincam. Для регулировки теплового зазора использовали толкатели с регулировочными шайбами. Ремень ГРМ приводил также водяной насос и натягивался с помощью роликов.
Двигатель 1G FE работал под управлением ЭБУ. Инжекторную систему впрыска оснастили MAP-сенсором. Система зажигания работала от трамблера, который получал высокое напряжение от катушки. Первая модель агрегата не получила сложных электронных устройств.
Модернизация
В 1996 году вышла рестайлинговая версия 1G FE. Инженеры обновили систему управления, доработали форсунки. В результате удалось повысить мощность движка на 5 л. с. Настоящее обновление началось в 1998 году, когда потребовалось создать форсированный двигатель для Altezza на базе существующего задела.
В результате модернизации ДВС 1G FE с приставкой BEAMS превратился в самостоятельный агрегат, имеющий мало общего со стоковой версией. Поменялась конструкция головки, шатунно-поршневая группа, форсунки. Теперь на днищах поршней отсутствовали выточки. Для регулировки зазоров установили толкатели со сменными стаканчиками.
- систему впуска оснастили системой изменения фаз газораспределения VVT-i. Теперь на 6000 оборотах стандартный кулачок распредвала замещался кулачком с другим профилем, что позволило нарастить тягу для уверенного разгона;
- дроссельную заслонку заменили на электронную ETCS;
- впускной коллектор получил изменяемую геометрию, благодаря установке электропневмоклапана ACIS;
- контактное зажигание заменили на DIS6 — «систему зажигания без распределителя». Теперь на каждый цилиндр приходила своя катушка,что повысило точность и надёжность системы.
BEAMS стал мощнее, экономичнее и экологичнее предшественника. Степень сжатия повысили до 10 к 1. Экологические нормы выросли с Евро-2 до Евро-3.
Тактика игры на BDR G1 B
Несмотря на крепкую лобовую броню корпуса и башни (120 мм и 140 мм соответственно), BDR G1 B без особых проблем пробивается в борта, поэтому очень важно всегда держаться к противнику лицом, не подставляя под огонь уязвимые части. Это значит, что лучше всего на нем играется от холмов, чему способствует достойный угол наклона орудия в -8 градусов
От углов играть не очень удобно, поскольку нужно вставать «ромбом», а это не всегда возможно, когда рядом союзники. К тому же «ромб» должен быть правильным, потому что борта у BDR G1 B имеют всего 60 мм брони.

В целом тяжелый танк BDR G1 B в WOT Blitz покупается только с одной целью – фарм. Дело в том, что у этой машины один из наиболее высоких среди прокачиваемой техники коэффициент фарма. Соответственно, тактика игры на этом танке базируется на его потребности наносить как можно больше урона, чтобы получать много серебра.
BDR G1 B достаточно медленный и неповоротливый, поэтому важно всегда находиться рядом с большинством игроков вашей команды. Даже если они, как вам кажется, едут не туда, куда нужно, важно все равно сопровождать их и защищать
В одиночку не ездить никогда. В противном случае вас просто быстро разберут и фарм будет закончен.

При столкновении с противником не стоит слишком полагаться на команду и подставляться под выстрелы. Помните, что вы играете на 5-м уровне. Большинство игроков здесь неопытные и неумелые, поэтому они при всем желании не смогут нормально отыгрывать свою роль. Иногда можно прикрыть союзника и получить за него шот, но только тогда, когда вы уверены, что это того стоит.

Во всех остальных случаях стоит просто занимать среднюю дистанцию с врагом и аккуратно настреливать урон, стараясь не получать «ответок». Вашей целью должно быть не менее 1000 урона за бой, и минимальные повреждения танка.

Победа важна для фарма, но не стоит уделять ее много внимания. Исходите из цели «настрелять как можно больше урона». Если вы хорошо играете и метко стреляете, то на BDR G1 B без проблем получите статистику 60-65%. Этого вполне достаточно для эффективного фарма кредитов.
Фарм на BDR G1 B
BDR G1 B фармит очень хорошо, но нужно уметь наносить как можно больше урона. Настреливая 1000-1500 урона за бой, вы будете получать 10-15 тыс. кредитов при условии наличия премиум-аккаунта.


Описание двигателей серии 1G
В конце 1970 у компании Toyota назрела необходимость замены старой серии двигателей 7M на более совершенную, и в 1979 был разработан первый двигатель линейки 1G, под кодовым индексом 1G-EU,имеющий квадратную архитектуру — ход поршня и диаметр цилиндра равны 75 мм, объем силовой установки равнялся двум литрам, был оснащен инжектором EFI, имел 12 клапанов и один распредвал. Данную силовую установку первыми получили маркообразные в 50х кузовах.
1GEU первый двигатель серии 1G
Позже в 1982 году, Toyota приобщила к мотору компанию Yamaha и был выпущен агрегат 1G-GEU. Данный агрегат получил двухвальную ГБЦ, 4 клапана на цилиндр и имел внушительную мощность с такого объема — 160 лошадиных сил всего с 2 литров. Двигатель получился высокооборотистым и имел прекрасный звук, надежности силовой установки также можно было позавидовать.
В 1985 году в свет вышли два новых двигателя с нагнетателями, 1G-GZE мощностью 165 л.с. и 1G-GTE, который развивал 185 лошадиных сил, обе силовые установки были прорывом для своего времени.
1G-GZE оснащался компрессором и развивал 165 л.с.
1G-GZE — компрессорная модификация 1G, в данном агрегате Toyota впервые ушла от трамблерного зажигания, использовав на каждый цилиндр отдельную катушку. Двигатель оснащался компрессором SC14, который по сей день используется для тюнинга автомобилей разных классов. Степень сжатия данной силовой установки 8,0.
1G-GTE 2х литровый турбо агрегат
1G-GTE — турбированная версия, оснащалась двумя маленькими нагнетателями CT12 и работала на давлении 0,4-0,5 бар, оснащалась жидкостным интеркулером, что позволяло развивать 185 лошадиных сил при степени сжатия 8,5. После модернизации силовой агрегат получил новые форсунки, воздушный интеркулер и развивал мощность уже в 210 лошадиных сил.
На фото классический представитель серии 1G, трамблерный, двух литровый мотор, развивающий 135 лошадиных сил.
В 1988 на замену устаревшему 1G-EU пришла базовая модификация двигателя 1G-FE, силовая установка отличалась 24 клапанами на цилиндр, имела электронный впрыск топлива с датчиком MAP, развивала мощность в 135 лошадиных сил и имела степень сжатия 9,6. Вскоре этот двигатель стал одним из самых популярных и устанавливался на автомобили до 1998.
1G-FE BEAMS, последняя версия двигателей серии 1G
Все силовые установки оснащались чугунным блоком цилиндров, ременным приводом ГРМ и системой впрыска EFI, ресурс силовых установок превышал 500 тыс. км, а двигатель 1G-FE можно считать миллионником, данный силовой агрегат очень надежен, мог проезжать по 15000 км. без замены масла и не терять в ресурсе.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия

Трубы, диаметр которых обозначается дюймами (1″, 2″
) и/или долями дюймов (1/2″, 3/4″
), являются общепринятым стандартом в водо — и водогазоснабжении.
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера обозначенного дюйма (33,5 мм
) к его реальному размеру (25,4 мм
).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм
, а усиленной — 25,5 мм
. Последнее значение стоит довольно близко к равенству 1″»=25,4
но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy
). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от 40 до 60%
в зависимости от роста величины индекса.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам — из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
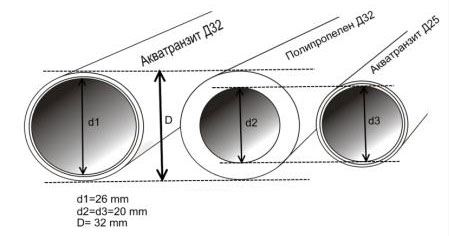 Таблица соответствия условного прохода дюймам
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ | 150 | 6″ | 900 | 36″ |
| 8 | 1/4″ | 175 | 7″ | 1000 | 40″ |
| 10 | 3/8″ | 200 | 8″ | 1050 | 42″ |
| 15 | 1/2″ | 225 | 9″ | 1100 | 44″ |
| 20 | 3/4″ | 250 | 10″ | 1200 | 48″ |
| 25 | 1″ | 275 | 11″ | 1300 | 52″ |
| 32 | 1(1/4)» | 300 | 12″ | 1400 | 56″ |
| 40 | 1(1/2)» | 350 | 14″ | 1500 | 60″ |
| 50 | 2″ | 400 | 16″ | 1600 | 64″ |
| 65 | 2(1/2)» | 450 | 18″ | 1700 | 68″ |
| 80 | 3″ | 500 | 20″ | 1800 | 72″ |
| 90 | 3(1/2)» | 600 | 24″ | 1900 | 76″ |
| 100 | 4″ | 700 | 28″ | 2000 | 80″ |
| 125 | 5″ | 800 | 32″ | 2200 | 88″ |
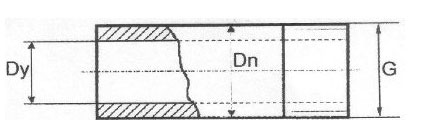
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
|
Условный проход трубы Dy. мм |
Диаметр резьбы G». дюйм |
Наружный диаметр трубы Dn. мм |
||
|
Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 |
Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) |
Полимерная труба. ПЭ, ПП, ПВХ |
||
ГОСТ
— государственый стандарт, используемый в тепло — газо — нефте — трубопроводахISO
— стандарт обозанчения диаметров, используется в сантехнических инженерных системахSMS
— шведский стандарт диаметров труб и запорной арматурыDIN / EN
— основной евросортамент для стальных труб по DIN2448 / DIN2458ДУ (Dy)
— условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
|
ГОСТ |
ISO дюйм |
ISO мм |
SMS мм |
DIN мм |
ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
|
Проход, мм |
Диаметр наружн., мм |
Толщина стенок, мм |
Масса 1 м трубы (кг) |
||
| стандартных | усиленных | стандартных | усиленных | ||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 |
| 65 | 75.5 | 4 | 4.5 | 7.05 | 7.88 |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 |
ДОПУСКИ
3.1. Схемы полей допусков наружной и
внутренней резьбы приведены на черт. 2.
Отклонения
отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси
резьбы.
es
— верхнее отклонение диаметров наружной резьбы;
ES
— верхнее отклонение диаметров внутренней резьбы;
ei — нижнее отклонение диаметров наружной резьбы;
EI — нижнее отклонение диаметров внутренней резьбы;
|
— допуски |
Черт. 2
3.2. Допуски среднего
диаметра резьбы устанавливают двух классов точности — А и В.
Допуски
среднего диаметра резьбы являются суммарными.
Допуски
диаметров d1и D
не устанавливаются.
3.3. Числовые значения допусков диаметров
наружной и внутренней резьбы должны соответствовать приведенным в табл. 3.
Таблица
3
|
Обозначение |
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
||||
|
Диаметры резьбы |
|||||||
|
d |
d2 |
D2 |
D1 |
||||
|
Допуски, мкм |
|||||||
|
Td |
|||||||
|
Класс А |
Класс В |
Класс А |
Класс В |
||||
|
1/16; |
0,907 |
214 |
107 |
214 |
107 |
214 |
282 |
|
1/4; |
1,337 |
250 |
125 |
250 |
125 |
250 |
445 |
|
1/2; |
1,814 |
284 |
142 |
284 |
142 |
284 |
541 |
|
1; 11/8; 11/4; |
2,309 |
360 |
180 |
360 |
180 |
360 |
640 |
|
21/4; 21/2; 23/4; 3; 31/4; 31/2; 33/4; 4; 41/2; 5; 51/2; 6 |
434 |
217 |
434 |
217 |
434 |
Примечание. Числовые
значения допусков установлены эмпирически.
(Поправка).
3.4. Длины свинчивания подразделяют на две
группы: нормальные N и длинные L.
Длины
свинчивания, относящиеся к группам N и L, приведены в табл. 4.
Таблица 4
Размеры в миллиметрах
|
Обозначение |
Шаг Р |
Длина свинчивания |
Обозначение размера резьбы |
Шаг Р |
Длина свинчивания |
||
|
N |
L |
N |
L |
||||
|
1/16; |
0,907 |
Св. 4 до 12 |
Св. 12 |
11/2; |
2,309 |
Св. 12 до 36 |
Св. 36 |
|
1/4; |
1,337 |
Св. 5 до 16 |
Св. 16 |
||||
|
1/2; |
1,814 |
Св. 7 до 22 |
Св. 22 |
31/4; |
Св. 13 до 40 |
Св. 40 |
|
|
1; 11/8; |
2,309 |
Св. 10 до 30 |
Св. 30 |
Примечание. Числовые значения
длин свинчивания установлены эмпирически.
3.5. Допуск резьбы, если нет особых
оговорок, относится к наибольшей нормальной длине свинчивания: N, указанной в табл. 4
или ко всей длине резьбы, если она меньше наибольшей нормальной длины
свинчивания.
3.6. Допуски среднего диаметра внутренней
резьбы по настоящему стандарту, предназначенной для соединения с наружной
конической резьбой по ГОСТ 6211
должны соответствовать классу точности А.
При
этом конструкция деталей с внутренней цилиндрической резьбой должна
обеспечивать ввинчивание наружной конической резьбы на глубину не менее
указанной в ГОСТ 6211,
п 2.6
3.7. Числовые значения предельных отклонений
диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.
5.
Таблица
5
|
Обозначение |
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
||||||
|
Диаметры резьбы |
|||||||||
|
d |
d2 |
d1 |
D |
D2 |
D1 |
||||
|
Предельные отклонения, мкм |
|||||||||
|
es |
ei |
es |
ei |
es |
ЕI |
ES |
EI |
ES |
EI |
|
Класс A |
Класс В |
Класс А |
Класс В |
||||||
|
1/16; 1/8 |
0,907 |
-214 |
-107 |
-214 |
+107 |
+214 |
+282 |
||
|
1/4; 3/8 |
1,337 |
-250 |
-125 |
-250 |
+125 |
+250 |
+445 |
||
|
1/2; 5/8; 3/4; 7/8 |
1,814 |
-284 |
-142 |
-284 |
+142 |
+284 |
+541 |
||
|
1; 11/8; 11/4; |
2,309 |
-360 |
-180 |
-360 |
+180 |
+360 |
+640 |
||
|
21/4; 21/2; 23/4; 3; 31/4; |
-434 |
-217 |
-434 |
+217 |
+434 |
Примечание. Нижнее отклонение внутреннего диаметра d1и верхнее отклонение наружного диаметра D не устанавливаются.
3.8. Предельные отклонения среза вершин и
впадин наружной и внутренней резьбы приведены в справочном приложении.
Обозначение на чертежах
В связи с тем, что при применении трубной конической резьбы могут использоваться различные типы таких спаек, то должным образом необходимо знать размеры. Согласно ГОСТ 6111-52 размеры обозначаются дробью, где знаменатель, это внешний диаметр, а числитель его внутренний диаметр.
Обозначения трубной конусной резьбы на чертеже представлены такими буквами, как:
- R – обозначение конической резьбы с наружным резьблением.
- Rc – указывается конические внутренние пазы.
- Rр – внутренняя резьба цилиндрического профиля.
- LН – нарезка с левой спиралью.
- RH – с правой спиралью.
- МК – метрическая конусовидная.
- М – метрическая.
- К – коническая дюймовая резьба.
- Трубная коническая резьба – К труб ½ ГОСТ 6211-69.
- С укороченным профилем – К труб ½ укор ГОСТ6211-69.
- Укороченная коническая с повышенной точностью – К труб ¾ пов. точ. ГОСТ 6211-69.
Цилиндрическая резьба используется непосредственно вместе с наружной конусной нарезкой, что располагают одинаковым шагом.
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
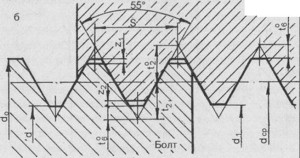
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
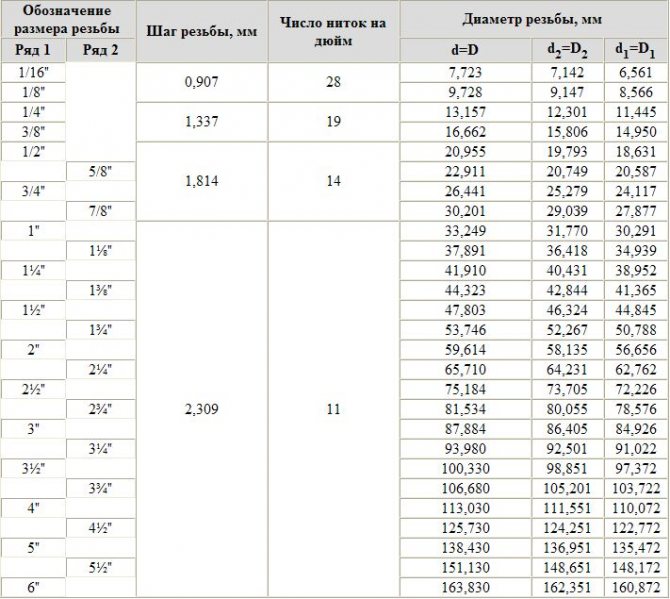
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.