Что такое допуск? на примере изготовления втулок и валов
Содержание:
- Рекомендуемые квалитеты и методы механической обработки
- Понятие о допуске и квалитете
- Нормирование уровней точности
- Взаимозаменяемость
- Достигнут максимально допустимый размер хранилища сообщений в Outlook
- Размер хранилища писем по умолчанию
- Что такое допуск?
- Система допусков и посадок
- Что такое допуск?
- Понятие допуска и посадки
- Как определяют качество?
- Нормирование уровней точности
- Нанесение обозначений допусков
- Система допусков и посадок.
- Как определяют качество?
- Технология
- § 6. Отклонения и допуски на размеры деталей
- Взаимозаменяемость
Рекомендуемые квалитеты и методы механической обработки
В таблице ниже приведены основные рекомендуемые методы механической обработки, соответствующие различным квалитетам:
| Квалитет | Методы мехобработки (в скобках указаны возможные пределы колебания достижимых квалитетов) | |
| вала | отверстия | |
| 4-5 | 5-6 | Шлифование круглое тонкое; прошивание тонкое (6-7); развальцовывание тонкое (5-6); полирование тонкое*; притирка тонкая; доводка средняя (5-6), тонкая; хонингование*, анодно-механическое шлифование притирочное (5-6), отделочное. |
| 6-7 | 7-8 | Обтачивание или растачивание тонкое (алмазное); чистовое (6-9); развертывание чистовое, тонкое (6-7)**; протягивание плоское чистовое, тонкое; прошивание чистовое (7-9); калибрование отверстий шариком или оправкой после растачивания или развертывания; обкатывание или раскатывание роликами или шариками (6-9); развальцовывание чистовое; притирка чистовая; полирование обычное; доводка грубая; хонингование плоскостей; лаппингование предварительное и среднее; анодно-механическое шлифование черновое (6-9); электрополирование декоративное (6-9); электромеханическое точение обычное (6-9), чистовое; электромеханическое сглаживание; холодная штамповка в вырубных штампах — контурные размеры плоских деталей при зачистке и калибровке. |
| 8-9 | 9 | Строгание тонкое (7**, 8***); фрезерование тонкое (7**); обтачивание поперечной подачей тонкое (8-11); развертывание получистовое (9-10), для чугуна (8); протягивание получистовое; шабрение тонкое; слесарная опиловка (9-11); зачистка наждачным полотном — после резца или фрезы (9-11); шлифование круглое получистовое (8-11); калибрование отверстий шариком или оправкой — после сверления; холодная штамповка в вытяжных штампах — полные детали простых форм по высоте (9-12); холодная штамповка в вырубных штампах — контурные размеры плоских деталей при зачистке; горячая объёмная штамповка без калибровки (9-11). |
| 10 | Зенкерование чистовое (10-11); холодная штамповка в вытяжных штампах — полные детали простых форм по диаметру (10-11); См. также методы обработки для 9-го квалитета. | |
| 11 | Строгание чистовое (11-13), 10***; фрезерование чистовое (10**); фрезерование скоростное чистовое (11-13); обтачивание поперечное подачей чистовое (11-13); обтачивание скоростное; подрезка торцов (11-13); сверление по кондуктору (11-13); шабрение грубое; анодно-механическое разрезание заготовки обычное (11-13), специальное; электроконтактное разрезание листов (11-13); литье по выплавляемым моделям — мелкие детали из черных металлов (11-13); холодная штамповка в вытяжных штампах — глубокая вытяжка полых деталей простых форм; холодная штамповка плоских деталей при пробивке. См. также методы обработки для 9-го и 10-го квалитетов. | |
| Примечание | *Точность размеров, достигаемая при полировании и суперфинишировании зависит от точности предварительной обработки. **Является экономической точностью для чугуна. ***При чистовое обработке крупных деталей (например, станин, рам и т.п.) точность строгания на продольно-строгальных станках может быть получена по 7-му квалитету. |
В случае необходимости центрирования сопрягаемых деталей нужны переходные посадки, которые установлены в относительно точных квалитетах (4-7-й для валов и 5-8-й для отверстий).
В случаях необходимости применения посадок с натягом можно пользоваться в основном четырьмя квалитетами (с 5-го по 8-й), в которых они установлены, а конкретный квалитет выбирается так же, как указано выше. Аналогично изложенному выбираются квалитеты и при назначении различных посадок с зазором. Квалитет может быть выбран и расчётным путем. Для этого необходимо знать расчётные и полученные их практики значения предельных зазоров или натягов.
Понятие о допуске и квалитете
Понять физический смысл допуска без введения термина «размер» затруднительно. Размер — это физическая величина, характеризующая расстояние между двумя точками, лежащими на одной поверхности. В метрологии существуют следующие его разновидности:
- Действительный размер получается непосредственным измерением детали: линейкой, штангенциркулем и прочим мерительным инструментом.
- Номинальный размер показан непосредственно на чертеже. Он является идеальным с точки зрения точности, так что получение его в реальности является невозможным в силу наличия определенной погрешности оборудования.
- Отклонение — это разность между номинальным и действительным размерами.
- Нижнее предельное отклонение показывает разницу между наименьшим и номинальным размером.
- Верхнее предельное отклонение указывает разницу между наибольшим и номинальным размерами.
Для наглядности рассмотрим эти параметры на примере. Представим, имеется вал диаметром 14 мм. Технически определено, что он не потеряет своей работоспособности при точности его изготовления от 15 до 13 мм. В конструкторской документации это обозначается 〖∅14〗_(-1)^(+1).
Диаметр 14 является номинальным размером, «+1» — верхним предельным отклонением, а «-1» — нижним предельным отклонением. Тогда вычитание из верхнего предельного отклонения нижнего даст нам значение допуска вала. То есть в нашем случае он составит +1- (-1) = 2.
Таблица квалитета точности
| Числовые значения допусков | |||||||||||||||||||||
| Интервалноминальныхразмеровмм | Квалитет | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 01 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | |||
| Св. | До | мкм | мм | ||||||||||||||||||
| 3 | 0.3 | 0.5 | 0.8 | 1.2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 0.10 | 0.14 | 0.25 | 0.40 | 0.60 | 1.00 | 1.40 | |
| 3 | 6 | 0.4 | 0.6 | 1 | 1.5 | 2.5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 0.12 | 0.18 | 0.30 | 0.48 | 0.75 | 1.20 | 1.80 |
| 6 | 10 | 0.4 | 0.6 | 1 | 1.5 | 2.5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 0.15 | 0.22 | 0.36 | 0.58 | 0.90 | 1.50 | 2.20 |
| 10 | 18 | 0.5 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 0.18 | 0.27 | 0.43 | 0.70 | 1.10 | 1.80 | 2.70 |
| 18 | 30 | 0.6 | 1 | 1.5 | 2.5 | 4 | 6 | 9 | 13 | 21 | 33 | 52 | 84 | 130 | 0.21 | 0.33 | 0.52 | 0.84 | 1.30 | 2.10 | 3.30 |
| 30 | 50 | 0.6 | 1 | 1.5 | 2.5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 0.25 | 0.39 | 0.62 | 1.00 | 1.60 | 2.50 | 3.90 |
| 50 | 80 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 0.30 | 0.46 | 0.74 | 1.20 | 1.90 | 3.00 | 4.60 |
| 80 | 120 | 1 | 1.5 | 2.5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 0.35 | 0.54 | 0.87 | 1.40 | 2.20 | 3.50 | 5.40 |
| 120 | 180 | 1.2 | 2 | 3.5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 0.40 | 0.63 | 1.00 | 1.60 | 2.50 | 4.00 | 6.30 |
| 180 | 250 | 2 | 3 | 4.5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 0.46 | 0.72 | 1.15 | 1.85 | 2.90 | 4.60 | 7.20 |
| 250 | 315 | 2.5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 0.52 | 0.81 | 1.30 | 2.10 | 3.20 | 5.20 | 8.10 |
| 315 | 400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 0.57 | 0.89 | 1.40 | 2.30 | 3.60 | 5.70 | 8.90 |
| 400 | 500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 0.63 | 0.97 | 1.55 | 2.50 | 4.00 | 6.30 | 9.70 |
| 500 | 630 | 4.5 | 6 | 9 | 11 | 16 | 22 | 30 | 44 | 70 | 110 | 175 | 280 | 440 | 0.70 | 1.10 | 1.75 | 2.80 | 4.40 | 7.00 | 11.00 |
| 630 | 800 | 5 | 7 | 10 | 13 | 18 | 25 | 35 | 50 | 80 | 125 | 200 | 320 | 500 | 0.80 | 1.25 | 2.00 | 3.20 | 5.00 | 8.00 | 12.50 |
| 800 | 1000 | 5.5 | 8 | 11 | 15 | 21 | 29 | 40 | 56 | 90 | 140 | 230 | 360 | 560 | 0.90 | 1.40 | 2.30 | 3.60 | 5.60 | 9.00 | 14.00 |
| 1000 | 1250 | 6.5 | 9 | 13 | 18 | 24 | 34 | 46 | 66 | 105 | 165 | 260 | 420 | 660 | 1.05 | 1.65 | 2.60 | 4.20 | 6.60 | 10.50 | 16.50 |
| 1250 | 1600 | 8 | 11 | 15 | 21 | 29 | 40 | 54 | 78 | 125 | 195 | 310 | 500 | 780 | 1.25 | 1.95 | 3.10 | 5.00 | 7.80 | 12.50 | 19.50 |
| 1600 | 2000 | 9 | 13 | 18 | 25 | 35 | 48 | 65 | 92 | 150 | 230 | 370 | 600 | 920 | 1.50 | 2.30 | 3.70 | 6.00 | 9.20 | 15.00 | 23.00 |
| 2000 | 2500 | 11 | 15 | 22 | 30 | 41 | 57 | 77 | 110 | 175 | 280 | 440 | 700 | 1100 | 1.75 | 2.80 | 4.40 | 7.00 | 11.00 | 17.50 | 28.00 |
| 2500 | 3150 | 13 | 18 | 26 | 36 | 50 | 69 | 93 | 135 | 210 | 330 | 540 | 860 | 1350 | 2.10 | 3.30 | 5.40 | 8.60 | 13.50 | 21.00 | 33.00 |
Нормирование уровней точности
Разработка методов стандартизации производства — сюда входят допуски, посадки, квалитеты точности — осуществляется метрологическими службами. Прежде чем приступить непосредственно к их изучению, нужно понимать смысл слова «взаимозаменяемость». Что скрывается под этим определением?
Целью такого разделения является повышение производительности, которое образуется в силу следующих причин:
- Развитие кооперирования и специализации. Чем более разнообразна номенклатура производства, тем больше времени необходимо для наладки оборудования под каждую конкретную деталь.
- Сокращение разновидностей инструмента. Меньшее количество типов инструмента также повышает эффективность изготовления механизмов. Происходит это по причине сокращения времени на его замену в процессе производства.
Взаимозаменяемость
При конструировании различных машин и механизмов разработчики исходят из того, что все детали должны соответствовать требованиям возможности повторяемости, применяемости и взаимозаменяемости, а также быть унифицированными и соответствовать принятым стандартам. Одним из наиболее рациональных способов выполнения всех этих условий является применение на этапе проектирования максимально большого количества таких составных частей, выпуск которых уже освоен промышленностью. Это позволяет, ко всему прочему, существенно сократить сроки разработки и затраты на нее. При этом необходимо обеспечивать высокую точность взаимозаменяемых комплектующих изделий, узлов и деталей в части их соответствия геометрическим параметрам.
С помощью такого технического метода, как модульная компоновка, являющаяся одним из способов стандартизации, удается эффективно обеспечить взаимозаменяемость узлов, деталей и агрегатов. Помимо этого, она существенно облегчает ремонт, что серьезно упрощает работу соответствующего персонала (особенно в сложных условиях), и позволяет организовать поставки запасных частей.
Современное промышленное производство ориентировано, главным образом, на массовый выпуск изделий. Одним из его обязательных условий является своевременное поступление на сборочный конвейер таких компонентов готовых изделий, которые для их монтажа не требуют дополнительной подгонки. Помимо этого, должна быть обеспечена такая взаимозаменяемость, которая не отражается на функциональных и прочих характеристиках готовой продукции.
Достигнут максимально допустимый размер хранилища сообщений в Outlook
2019-06-06 · Posted in Office
Вот таким образом выглядит ошибка 0x5004060C. Вам сразу намекают, что необходимо уменьшить объем данных в хранилище сообщений, выделением и удалением не нужных сообщений с помощью комбинации Shift+Del. Но согласитесь, что у рядового пользователя, встает вопрос, что это за хранилище.
Если закрыть данное окно, то вам могут предложить выполнить очистку почтового ящика, под хранилищем понимается ваш профиль outlook, это либо pst и ost файл.
Превышен предельный размер почтового ящика. Укажите сообщения для удаления и переноса, очистите папку “Удаленные” или переместите сообщения в архив.
Тут у вас два варианта:
- Произвести очистку удаленных сообщений, делается это одной кнопкой, но иногда этого может не хватить, так как писем может не быть.
- Произвести архивирование почтового ящика, тут вы выделяете либо по размеру, либо по дате получения письма и начинаете создавать архив. Архивация создаст отдельный pst файл, в который будет помещены все письма по определенному критерию, процесс этот не скорый и зависит от вашего жесткого диска и количества писем.
Максимальный размер файла ost и pst в 2007 составляет 20 ГБ, outlook просто уже не сможет нормально работать с большими объемами.
Если удаление не даст особого эффекта, то советую произвести сжатие в outlook.
Размер хранилища писем по умолчанию
Давайте я теперь в попугаях покажу какие размеры по умолчанию идут для ost и pst файлов. Существует два типа записей:
- Файлы в формате Юникод – MaxLargeFileSize и WarnLargeFileSize
- Файлы в формате ANSI (старый формат) – MaxFileSize и WarnFileSize
Для Outlook 2010 – 2016
Пути до ключей реестра вы можете посмотреть чуть ниже:
Outlook 2003 HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\11.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\11.0\Outlook\PST
Outlook 2007 HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\12.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\12.0\Outlook\PST
Outlook 2010 HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\14.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\14.0\Outlook\PST
Outlook 2013 HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\15.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\15.0\Outlook\PST
Outlook 2016 HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\16.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\16.0\Outlook\PST
|
1 |
Outlook2003HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\11.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\11.0\Outlook\PST Outlook2007HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\12.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\12.0\Outlook\PST Outlook2010HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\14.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\14.0\Outlook\PST Outlook2013HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\15.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\15.0\Outlook\PST Outlook2016HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\16.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\16.0\Outlook\PST |
Что такое допуск?
Как мы знаем, для определения качества продукта нам необходим какой-то параметр. В качестве него можно использовать допуск. Если уж совсем простыми словами — любой допустимый размер
. Если чуть по-научному, то это будет разница между верхним и нижним предельным значением.
Совершенно абстрактный пример
, касательно алкоголя:
- 12 градусный продукт — минимум того, на что вы согласны;
- 40 градусов — максимальная крепость, какую вы готовы осилить;
- Ваш допуск — от 12 до 40 градусов.
Когда речь идёт о деталях или продуктах химического производства, в ход идут другие цифры и параметры, но общий смысл остаётся тот же. Поэтому надо понять для себя, в общих чертах, что собой представляет допуск.
Из примера можно понять, что чем выше допуск — тем ниже точность. Чем выше диапазон допустимых значений — тем больше параметров в него попадёт, тем больше неточностей будет восприниматься за норму.
В связи с этим:
- Разные параметры допусков устанавливаются для разных деталей;
- Точность напрямую зависит от размеров продукции;
- С увеличением сложности снижается допуск;
- Параметр определяется и тем, в каких целях будет использоваться деталь.
Система допусков и посадок
Совокупность допусков и посадок, которая создана на основании теоретических исследований и экспериментальных изысканий, а также построена на основании практического опыта, называется системой допусков и посадок. Основным ее предназначением является выбор таких вариантов допусков и посадок для типичных сочленений различных деталей машин и оборудования, которые минимально необходимы, но полностью достаточны.
Основу стандартизации измерительных средств и режущих инструментов составляют именно наиболее оптимальные градации допусков и посадок. Кроме того, благодаря им достигается взаимозаменяемость различных деталей машин и оборудования, а также повышение качества готовой продукции.
Для оформления единой системы допусков и посадок используются таблицы. В них указываются обоснованные значения предельных отклонений для различных номинальных размеров.
Что такое допуск?
Как мы знаем, для определения качества продукта нам необходим какой-то параметр. В качестве него можно использовать допуск. Если уж совсем простыми словами – любой допустимый размер. Если чуть по-научному, то это будет разница между верхним и нижним предельным значением.
Совершенно абстрактный пример, касательно алкоголя:
- 12 градусный продукт – минимум того, на что вы согласны;
- 40 градусов – максимальная крепость, какую вы готовы осилить;
- Ваш допуск – от 12 до 40 градусов.
Когда речь идёт о деталях или продуктах химического производства, в ход идут другие цифры и параметры, но общий смысл остаётся тот же. Поэтому надо понять для себя, в общих чертах, что собой представляет допуск.
Из примера можно понять, что чем выше допуск – тем ниже точность. Чем выше диапазон допустимых значений – тем больше параметров в него попадёт, тем больше неточностей будет восприниматься за норму.
В связи с этим:
- Разные параметры допусков устанавливаются для разных деталей;
- Точность напрямую зависит от размеров продукции;
- С увеличением сложности снижается допуск;
- Параметр определяется и тем, в каких целях будет использоваться деталь.
Понятие допуска и посадки
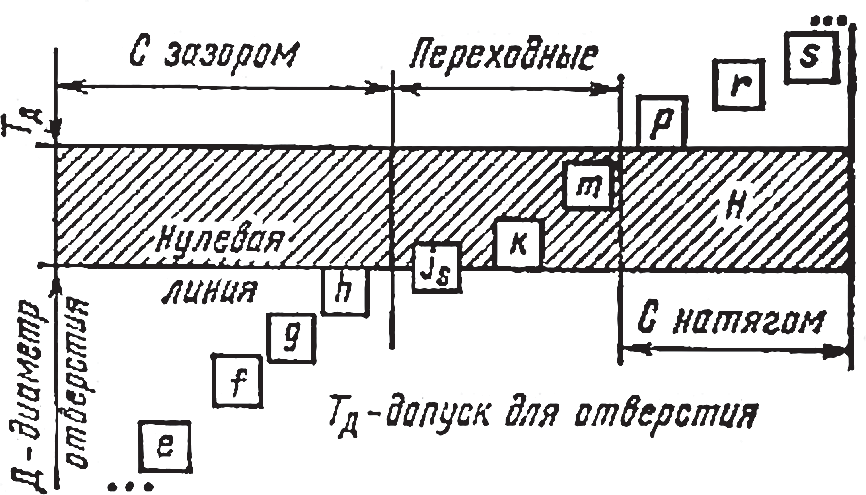
На чертежах данная область представляет собой расстояние между числами или линиями, соответствующими верхнему и нижнему пределам отклонения.
Область содержит описание допускной величины и ее расположение касательно обозначенных габаритов стройдетали. Область размещается касательно нулевой линии:
- асимметрично и симметрично;
- выше, ниже;
- смещаясь в одну из сторон.

Посадка представляет собой параметр, характеризующий соединение деталей. В основе этого параметра величина натягов и зазоров, образующихся при соединении деталей. Они бывают 3 видов:
- имеющие натяг;
- переходные;
- имеющие зазор.
Допуск посадки — разность между наибольшим и наименьшим зазором.
Рассеяние натягов и зазора имеет место по причине появления области рассеяния величин стройдеталей, которые сопрягаются. Крайние значения натягов с зазорами определяются по формулам. Точность выше, если имеется минимальное колебание натягов или зазоров.
Предусмотрены стандарты, утвержденные государством. Среди них:
- Основные нормы взаимозаменяемости;
- Единая система.
Вторая система используется при составлении ПД размеров элементов изделий с гладкой поверхностью.

Нормы взаимозаменяемости устанавливают максимальные и минимальные зазоры и отклонения в соединениях конического, шлицевого, резьбового и шпоночного типа. Нормы применяются в процессе проведения расчетов зубчатых передач.
От верно выбранных ПД зависят все главные технические процессы. Контроль качества начинается с проверки на соответствие номинального размера стройдеталей и их предельных отклонений.
https://youtube.com/watch?v=nNxoVneySQs
Как определяют качество?
Качество – понятие эфемерное. У каждого человека есть своё представление, вкладываемый в это слово смысл. То, что для одного может показаться идеальным продуктом или исполнением, для кого-то другого будет лишь «кустарной поделкой».
Ведь всё зависит:
- От личных предпочтений;
- От предыдущего опыта;
- От реальных возможностей;
- От имеющихся предубеждений.
Но так уж сложилось, что государству и частным корпорациям тоже приходится оценивать качество:
- Выполненной работы;
- Поставляемой продукции;
- Работы сотрудников;
- Используемых материалов.
С этими моментами приходится сталкиваться не только на каких-то масштабных производствах, но и в повседневной жизни. Ведь каждый из нас – потребитель. Как минимум, продуктов питания. Поэтому для каждой сферы существуют свои стандарты, закреплённые на законодательном уровне. В особенности это касается социальной защиты населения.
Касательно производства, нормы здесь могут быть:
- Международные;
- Государственные;
- Принятые на конкретном предприятии.

Нормирование уровней точности
Разработка методов стандартизации производства — сюда входят допуски, посадки, квалитеты точности — осуществляется метрологическими службами. Прежде чем приступить непосредственно к их изучению, нужно понимать смысл слова «взаимозаменяемость». Что скрывается под этим определением?
Целью такого разделения является повышение производительности, которое образуется в силу следующих причин:
- Развитие кооперирования и специализации. Чем более разнообразна номенклатура производства, тем больше времени необходимо для наладки оборудования под каждую конкретную деталь.
- Сокращение разновидностей инструмента. Меньшее количество типов инструмента также повышает эффективность изготовления механизмов. Происходит это по причине сокращения времени на его замену в процессе производства.
Нанесение обозначений допусков
Все обозначения допусков и посадок стандартизированы и приведены в государственных стандартах. Графические обозначения подчиняются общим правилам и располагаются на отдельных элементах чертежей. К таким элементам относятся четыре вида линий:
- выносные;
- их полки;
- размерные (этот способ используется в случае нехватки свободного пространства).
Условные обозначения допусков формы и расположения приведены в ГОСТ 2.308-2011. Стандарт систематизирует перечень обозначений применяемых для задания отклонений формы и расположения. В нём приведены разрешённые обозначения, разработанные для изделий самой сложной формы. Этими символами обозначают характер отклонений.
Обозначение размера производиться размещением соответствующего текста в отведённых местах. Вместе с текстом (обычно это заглавные буквы, аббревиатура с добавлением цифр) используют специальные знаки. Текстовое описание используют, когда необходимо более подробное пояснение требований, предъявляемых к качеству обработки данной поверхности. В это обозначение входит наименование, характеризующее предусмотренное отклонение. Значение параметров приводится в миллиметрах. Для оценки параллельности смежных поверхностей указывают так называемые базы. В качестве баз выбирают:
- общие оси (их располагают в горизонтальном или вертикальном направлении);
- оси симметрии всей конструкции;
- различные элементы, способствующие определить условия параллельности.
Все элементы имеют свои обозначения. Для выделения параметров их размещают в рамках. Каждая из них делиться на несколько прямоугольников. В первом располагают символ, обозначающий вид параметра. Во втором, числом обозначают его величину, в третьем тип базовой поверхности.
В отдельных случаях, когда стандартом не предусмотрен необходимый символ разрешается применять текстовое пояснение. Обозначенная информация должна полностью описывать характер и величину отклонения. В случае повторения одинаковых параметров стандарт допускает в обозначении указывать символ один раз в соответствующей рамке. От неё проводится соответствующая соединительная линия к каждому элементу детали, где необходимо применить этот допуск.
Система допусков и посадок.
Сегодня мы рассмотрим в чем же заключается система допусков и посадок простым языком. Я сам когда-то искал именно такой материал, чтобы просто прочитать, нормальным человеческим языком и понять, хотя бы основы. Так вот, на самом деле там всё просто. Приступим.
Итак, сначала про допуски. Допустим, есть отверстие с номинальным диаметром 10мм. Но это только на чертеже. В реальности изготовить отверстие именно четко 10мм и ни микроном больше или меньше – нереально сложно и дорого. Всегда будут какие-то неточности, зависит от станка, инструмента и так далее. То есть его диаметр полюбому будет либо в плюсе либо в минусе. Понятно, что где-то не требуется соблюдать высокую точность, поэтому отверстие вообще можно сделать так называемым – не классным. Просто сверлим как получится и всё. Там даже и слова не будет про допуски, квалитеты. Такое отверстие будет иметь один параметр на чертеже – диаметр, а там уже что получится: насверлим отверстие диаметром 10мм плюс-минус километр.
Как определяют качество?
Качество — понятие эфемерное. У каждого человека есть своё представление, вкладываемый в это слово смысл. То, что для одного может показаться идеальным продуктом или исполнением, для кого-то другого будет лишь «кустарной поделкой».
Ведь всё зависит:
- От личных предпочтений;
- От предыдущего опыта;
- От реальных возможностей;
- От имеющихся предубеждений.
Но так уж сложилось, что государству и частным корпорациям тоже приходится оценивать качество:
- Выполненной работы;
- Поставляемой продукции;
- Работы сотрудников;
- Используемых материалов.
С этими моментами приходится сталкиваться не только на каких-то масштабных производствах, но и в повседневной жизни. Ведь каждый из нас — потребитель. Как минимум, продуктов питания. Поэтому для каждой сферы существуют свои стандарты, закреплённые на законодательном уровне. В особенности это касается социальной защиты населения.
Касательно производства, нормы здесь могут быть:
- Международные;
- Государственные;
- Принятые на конкретном предприятии.
Технология
§ 6. Отклонения и допуски на размеры деталей
Соединяемые между собой детали, например вал и отверстие (рис. 18), имеют определенные размеры. Однако ни одну деталь невозможно изготовить с абсолютно точным размером. Поэтому на чертежах размеры деталей указывают с допустимыми отклонениями, которые проставляют рядом с номинальным размером вверху и внизу. Номинальным размером называют общий для соединяемого вала и отверстия размер, например 20 мм.
Стандартом установлены обозначения: валов — d, отверстий — D номинального размера для вала и отверстия — также D.
Пусть необходимо изготовить вал с наибольшим допустимым размером dmax = 20,5 мм (20+0,5) и наименьшим допустимым размером dmin = 19,8 мм (20-0,2).
Размеры 20+0,5 и 20-0,2 — это номинальный размер 20 с верхним +0,5 и нижним -0,2 предельными отклонениями. Отклонения могут быть положительными и отрицательными.
Отсчитывают отклонения от номинального размера.
Рис. 18. Обозначение номинального и предельных размеров, верхних и нижних отклонений, допусков: а — вала; б — отверстия
Верхнее отклонение равно алгебраической (с учетом знака) разности между наибольшим допустимым размером и номинальным. Верхнее отклонение обозначают и вычисляют:
для валов (рис. 18, a) es = dmax — D;
для отверстий (рис. 18, б) ES = Dmax — D.
В нашем примере es = dmax — D = 20,5 — 20 = 0,5 (мм).
Нижнее отклонение равно алгебраической разности между наименьшим допустимым размером и номинальным. Нижнее отклонение обозначают и вычисляют:
для валов (рис. 18, а)
еi = Omin — D;
для отверстий (рис. 18, б)
EI = Dmin — D.
В нашем примере еi= dmin — D = 19,8 — 20 = -0,2 (мм).
Верхнее отклонение вала +0,5 мм означает, что наибольший размер вала должен быть 20 + 0,5 = 20,5 мм. Нижнее отклонение вала -0,2 мм означает, что наименьший размер вала должен быть 20 мм — 0,2 мм = 19,8 мм.
Разность между наибольшим и наименьшим допустимыми (предельными) размерами называют допуском. Для вала допуск обозначают Тd, а для отверстия — TD (рис. 18):
Td = dmax — dmin
TD = Dmax — Dmin.
Эти допуски можно вычислить и через отклонения, определив разность между верхним и нижним отклонениями:
Td = es — ei;
TD = ES — ЕI.
Действительный dr размер вала в пределах допуска может быть любым. Его можно измерить штангенциркулем или микрометром. И если этот действительный размер вала будет находиться между его допустимыми предельными размерами dmax и dmin, то этот вал будет годным. А если действительный размер вала окажется больше dmax или меньше dmin, то вал будет бракованным.
То же можно сказать и об отверстии.
Отклонения и допуски проставляют в миллиметрах.
Соединение (посадка) вала с отверстием может быть с зазором (подвижным) и с натягом (неподвижным).
Чтобы соединение вала и отверстия было с зазором, нужно чтобы диаметр отверстия всегда был больше диаметра вала (рис. 19, а). Для этого конструктор на чертеже может задать, например, диаметр отверстия ∅ 20+0,5 мм, а диаметр вала ∅ 20
Чтобы соединение вала и отверстия было с натягом, нужно, чтобы диаметр отверстия всегда был меньше диаметра вала (рис. 19, б). Такое соединение можно получить, например, при диаметре отверстия ∅ 20+0,5 мм и при диаметре вала ∅ 20
В рассмотренном нами примере при размере вала ∅ 20 и размере отверстия ∅ 20 посадка будет с зазором, так как размер отверстия всегда будет больше размера вала.
Рис. 19. Образование зазора (а) и натяга (б) в соединяемых деталях
Практическая работа № 8
Расчет отклонений и допусков на размеры вала и отверстия
Определение вида посадки
-
Получите у учителя чертежи (эскизы) соединяемых деталей, на которых указаны номинальные размеры и предельные отклонения.
-
Определите наибольшие и наименьшие допустимые размеры вала и отверстия. Рассчитайте допуски на размер вала и отверстия.
- Определите, с натягом или с зазором будет соединение вала с отверстием.
Новые слова и понятия
Номинальный размер, допустимые размеры (наибольший, наименьший), предельные отклонения (верхнее, нижнее), допуск, соединение (посадка) с зазором (подвижное) и с натягом (неподвижное).
Проверяем свои знания
- Какой размер называют номинальным?
- Что называют верхним и нижним отклонением?
- Что такое допуск?
- Как проставляют размеры вала и отверстия на чертежах?
- Как вычислить допуск без отклонения?
Взаимозаменяемость
При конструировании различных машин и механизмов разработчики исходят из того, что все детали должны соответствовать требованиям возможности повторяемости, применяемости и взаимозаменяемости, а также быть унифицированными и соответствовать принятым стандартам. Одним из наиболее рациональных способов выполнения всех этих условий является применение на этапе проектирования максимально большого количества таких составных частей, выпуск которых уже освоен промышленностью. Это позволяет, ко всему прочему, существенно сократить сроки разработки и затраты на нее. При этом необходимо обеспечивать высокую точность взаимозаменяемых комплектующих изделий, узлов и деталей в части их соответствия геометрическим параметрам.
С помощью такого технического метода, как модульная компоновка, являющаяся одним из способов стандартизации, удается эффективно обеспечить взаимозаменяемость узлов, деталей и агрегатов. Помимо этого, она существенно облегчает ремонт, что серьезно упрощает работу соответствующего персонала (особенно в сложных условиях), и позволяет организовать поставки запасных частей.
Современное промышленное производство ориентировано, главным образом, на массовый выпуск изделий. Одним из его обязательных условий является своевременное поступление на сборочный конвейер таких компонентов готовых изделий, которые для их монтажа не требуют дополнительной подгонки. Помимо этого, должна быть обеспечена такая взаимозаменяемость, которая не отражается на функциональных и прочих характеристиках готовой продукции.