Гост 7713-62 допуски и посадки. основные определения (с изменениями n 2, 3)
Содержание:
- Размеры, допуск.
- Изготовление кулачковых валов с помощью прецизионной технологии термической сборки
- 3.3. Основные отклонения отверстий
- Определение — допустимый размер
- Валы
- На каких двигателях применяются балансирные валы
- Достигнут максимально допустимый размер хранилища сообщений в Outlook
- Размер хранилища писем по умолчанию
- Виды
- Толкатели
- Отличие допусков от квалитетов
Размеры, допуск.
Р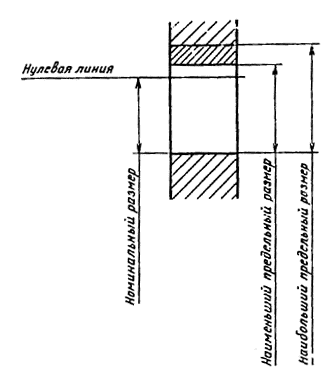 азмер
азмер
—
это числовое значение линейной величины
(диаметра, длины и т. д.) в выбранных
единицах измерения.
Нулевая
линия
— линия, соответствующая номинальному
размеру
Действительный
размер —
размер
элемента, установленный измерением с
допускаемой
погрешностью измерения.
Предельные
размеры —
два
предельно допустимых размера элемента,
между которыми должен находиться (или
которым может быть равен) действительный
размер.
Номинальный
размер —
размер,
относительно которого определяются
отклонения, и который
служат точкой отсчета отклонений.
Допуск
размера (T)
–
алгебраическая разность между наибольшим
и наименьшим предельными размерами. T
– определяет величину рассеивания
годных деталей в партии.
Поле
допуска —
поле, ограниченное наибольшим и наименьшим
предельными размерами и определяемое
величиной допуска и его положением
относительно номинального размера.
Поле допуска определяется его величиной
и положением относительно номинального
размера.
Квалитет
— совокупность допусков,
соответствующих одинаковой степени
точности для всех номинальных размеров.
Чем больше номер квалитета, тем меньше
точность.
Выбор
квалитета точности
При
выборе квалитета точности кроме
эксплуатационных требований следует
учитывать производственные возможности,
себестоимость изготовления деталей.
Назначение высоких квалитетов точности
требует серьезного обоснования
Изготовление кулачковых валов с помощью прецизионной технологии термической сборки
Сборные кулачковые валы получают все большее распространение. В первую очередь это обусловлено значительным уменьшением массы вала по сравнению с цельными кулачковыми валами. Сборные кулачковые валы также активно внедряются в производство грузовых автомобилей.Преимущества сборных кулачковых валов хорошо известны: сокращение расходов, снижение массы, возможность применения различных материалов для отдельных компонентов, повышение производственной гибкости, а также более простая реализация новой геометрии и отрицательных радиусов кулачков. Поэтому ввиду необходимого сокращения глобального потребления топлива и уровня выбросов CO2 сборные кулачковые валы будут применяться все чаще.
Термическая сборка EMAG = прецизионный процесс
Посредством технологии термической сборки выполняется прецизионная сборка кулачков на центральной трубе без приложения усилий. При этом ключевое значение имеет обеспечение надлежащей температуры и времени сборки, а также механическое исполнение сборочного приспособления. Благодаря оптимальной комбинации робота-манипулятора и специальных захватов можно производить сборку с зазором менее 15 мкм, обеспечивая максимальную надежность технологического процесса. За счет адаптивности данная концепция обеспечивает высокую гибкость в проектировании кулачковых валов и, в том числе, идеально подходит для производства средних партий с частой переналадкой. Потребность в профильном шлифовании кулачков существенно снижается благодаря высокой точности сборки кулачкового вала или полностью исключается в случае использования уже готовых прецизионных кулачков. Дополнительное преимущество данной технологии состоит в возможности сочетания различных материалов при изготовлении вала. Кроме кованых кулачков, например, из 100 Cr 6, можно использовать полностью отшлифованные или спеченные по размеру кулачки, которые можно дополнительно не шлифовать. Вспомогательные детали, такие как пробки или наконечники, как и сам вал, можно выполнять из более дешевых материалов. Это позволяет оптимизировать кулачковый вал в соответствии с требованиями к двигателю, а также относительно предельно допустимой нагрузки и затрат на производство.
Преимущества термической сборки:
- высокая точность, нет необходимости в дополнительной обработке после сборки;
- экономия сырья благодаря уменьшению массы изделия;
- отсутствие деформации после сборки;
- сочетание различных материалов;
- свободный выбор последовательности деталей,
- свободный выбор углового и осевого положения;
- быстрая переналадка при переходе на другое изделие.
Преимущества сборных кулачковых валов:
- сокращение расходов;
- незначительная масса;
- возможность применения различных материалов для кулачков;
- высокая гибкость производства;
- легко реализуются новые геометрии кулачков, а также отрицательные радиусы кулачков.
3.3. Основные отклонения отверстий
Основные
отклонения отверстий построены таким
образом, чтобы обеспечить образование
посадок в системе вала, аналогичным
посадкам в системе отверстия. Основные
отклонения отверстий равны по величине
и противоположны по знаку основным
отклонениям валов, обозначаемым той же
буквой (рис. 3.3). Основные отклонения
отверстий определяются по двум правилам.
Общее
правило.
Основное отклонение отверстия должно
быть симметрично относительно нулевой
линии основному отклонению вала,
обозначаемому той же буквой: EI
= – es
для A
– H;
ES
= – ei
– для J
– ZC.
Рис. 3.3
Правило
действительно для всех отклонений,
кроме отклонений отверстия N квалитетов
9 – 16 для размеров свыше 3 мм у них ES = 0 и
для отклонений, на которые распространяется
специальное правило.
Специальное
правило.
Две соответствующие друг другу посадки
в системе отверстия и в системе вала, в
которых отверстие данного квалитета
соединяется с валом ближайшего более
точного квалитета, должны иметь одинаковые
зазоры или натяги (например, H7/p6 и P7/h6).
Специальное
правило действительно для интервалов
размеров свыше 3 мм для отверстий:
J,
K, M, N – до 8-го квалитета включительно;
P
– ZC до 7-го квалитета включительно.
Запись
специального правила в виде формулы
имеет вид:
ES
= – ei + Δ, (3.13)
где
Δ = ITn
– ITn–1,
т. е. разность между допуском рассматриваемого
квалитета, с которым будет сопрягаться
данное основное отклонение, и допуском
ближайшего более точного квалитета
(рис. 3.4).
Js
не имеет основного отклонения, т. е. ES
= + IT/2,
а EI
= – IT/2.
Вторые
отклонения определяются с учетом
допуска:
ES
= EI + TD; (3.14)
EI
= ES – TD. (3.15)
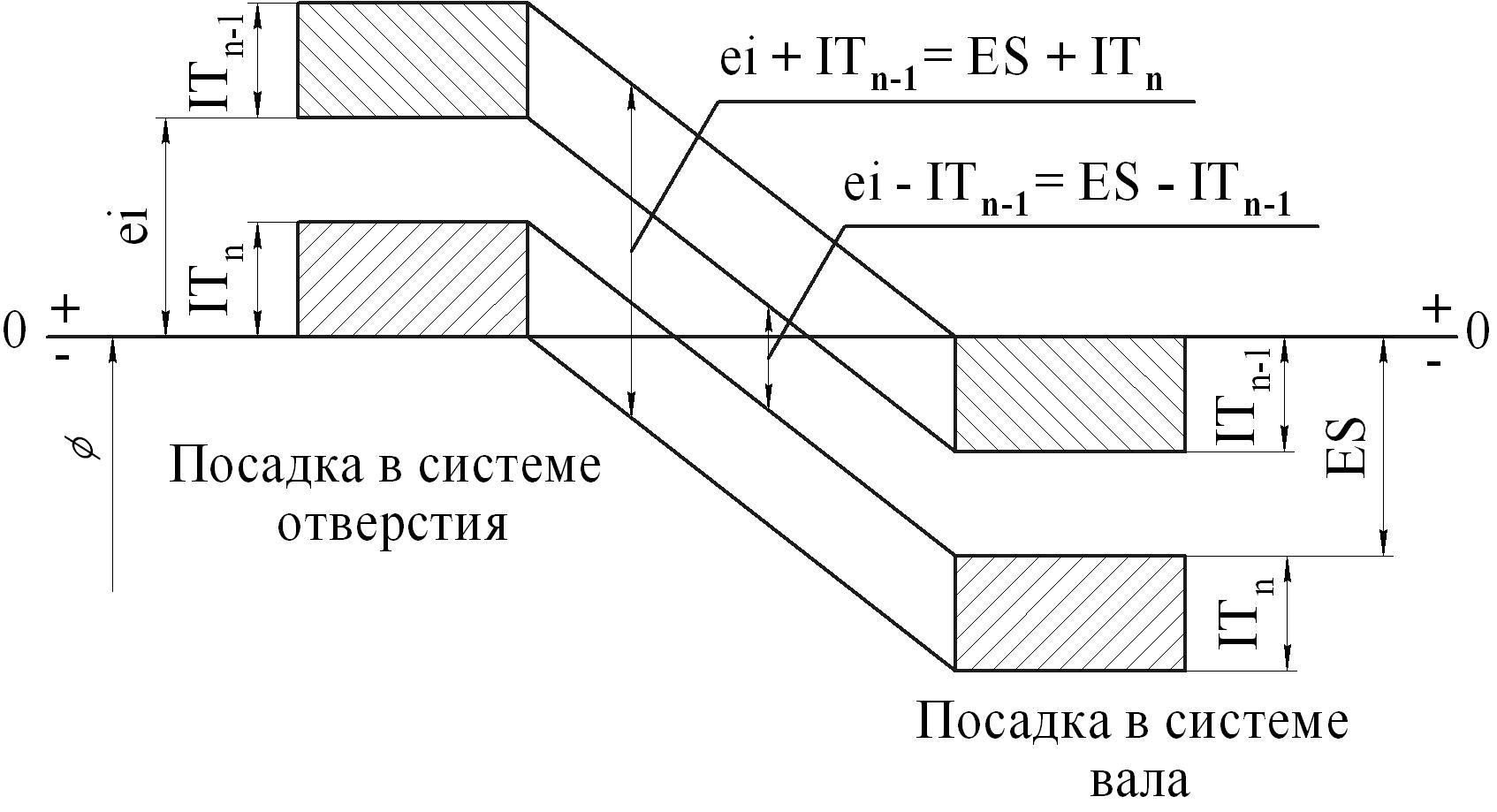
Рис. 3.4
Определение — допустимый размер
Определение допустимых размеров неукреплен — ных отверстий и расчет их укрепления.
Методика определения допустимых размеров сопряжения, например вал — отверстие, сводится к следующему.
При определении допустимых размеров дефектов для условий невозникновения трещины ( стали сорта G) был принят предельный размер дефекта 20 мм, а для недопустимости условий катастрофического распространения трещины ( стали сорта А) — 200 мм. Некоторое снижение жесткости требований возможно для стали сорта G при условии применения термообработки для снятия остаточных напряжений или при отсутствии сварочных дефектов. Спецификация предусматривает лист толщиной от 5 до 50 мм и рабочую температуру до — 170 С.
|
Распределение окружных напряжений в вершине, острой царапины ( риски. |
Далее рассмотрим методику определения допустимых размеров царапин ( рисок) в металле труб.
В качестве примера рассмотрим определение предельных и допустимых размеров или других контрольных показателей технического состояния деталей, сопряжений или целых механизмов, которые необходимы при дефектовке ремонтируемых машин.
Наибольшую сложность при разработке технических требований на дефектацию деталей представляет определение допустимых размеров деталей.
Поэтому практически важной с точки зрения обеспечения эксплуатационной надежности РВС задачей является определение допустимых размеров хлопунов и установление таких режимов эксплуатации резервуаров, при которых отрицательное влияние эксплуатационных нагрузок на работу хлопунов будет минимальным.
В общем случае задача продления срока эксплуатации элемента конструкции с дефектом сплошности сводится к определению допустимого размера дефекта методами механики разрушения ( см. разд. Это связано с тем, что методы механики разрушения позволяют вскрыть значительные резервы прочности и ресурсоспо-собности конструкции.
В связи с этим проблема оценки допустимой дефектности газопроводов сводится к решению двух задач: разработке как расчетных методик по определению допустимых размеров дефектов трубопроводов с учетом их реальной нагруженности, так и экспериментальных методов и средств оценки напряженного состояния в стенке трубопровода.
Линде , для условий автомобильного движения допустимое ( комфортное) значение яркости резко уменьшается с увеличением угловых размеров фонаря. По этим данным получена зависимость яркости L от телесного угла о, которая использована для определения допустимых размеров фонаря.
При достаточно больших размерах начальной трещины разрушение может произойти в течение нескольких циклов на ру-жения или даже при первом же нагружении. Если же размеры начальной трещины достаточно малы, то конструкция выдерживает много циклов нагружения при значительных напряжениях, прежде чем трещина вырастет до критических размеров и произойдет окончательное разрушение
Поэтому задача определения допустимых размеров исходных трещин и допустимого уровня рабочих нагрузок при заданных условиях работы конструкции ( определение ресурса прочности) является очень важной при проектировании конструкции.
|
Схема нивелирования площади днища. |
Высота хлопунов днища резервуара не должна превышать 200 мм при площади 3 м3 для резервуаров высотой до 12 м, а для резервуаров высотой более 12 м при предельной площади хлопуна 5м2 — 290 мм. Эти параметры установлены априорно, без необходимых расчетов и учета толщины листов днища. Нами получена расчетная формула для определения допустимых размеров хлопуна с учетом их геометрических параметров ( см. форм.
Весьма полезным будет применение методов физики твердого тела -, так как процессы абразивного разрушения локализованы в тонких приповерхностных слоях. В этой связи становится необходимым и применение теорий микроупругости и микропластичности. Объективно существующий разброс в результатах испытаний делает целесообразным статистический подход к проблеме абразивного разрушения. При этом надо избегать установившегося подхода, который проблему абразивного разрушения сводит к неограниченному накоплению экспериментальных данных. Одной ил целей исследования в этой области является развитие надежной процедуры переноса результатов из области испытаний в область конструктивных применений для определения допустимых размеров элементов конструкций, работающих в условиях абразивного изнашивания и оптимального выбора коэффициента запаса.
Валы
Валы – детали машин, предназначенные для обеспечения взаимодействия размещенных на них деталей механических передач. Взаимодействовать могут подвижные детали с подвижными, например, шестерни в зубчатой передаче, а также подвижные детали с неподвижными. Например, опоры с подшипниками качения, которые воспринимают нагрузку от валов, передают ее неподвижному корпусу и таким образом дают возможность работать передаче. Это взаимодействие обеспечивает передачу крутящего момента вдоль осевой линии вала.
Валы машин, которые кроме деталей передач несут рабочие органы машины, называются коренными. Коренной вал станков с вращательным движением инструмента или изделия называется шпинделем. Вал, распределяющий механическую энергию по отдельным рабочим машинам, называется трансмиссионным. В отдельных случаях валы изготовляют как одно целое с цилиндрической или конической шестерней (вал-шестерня) или с червяком (вал-червяк).
По форме геометрической оси валы бывают прямые и гибкие (с изменяемой формой оси). Простейшие прямые валы имеют форму тел вращения.
На рис. 1 показаны прямые валы: гладкий (а), ступенчатый (б) и коленчатый (в). Ступенчатые валы являются наиболее распространенными. Для уменьшения массы или для размещения внутри них других деталей валы иногда делают с каналом по оси. В отличие от сплошных такие валы называют полыми.
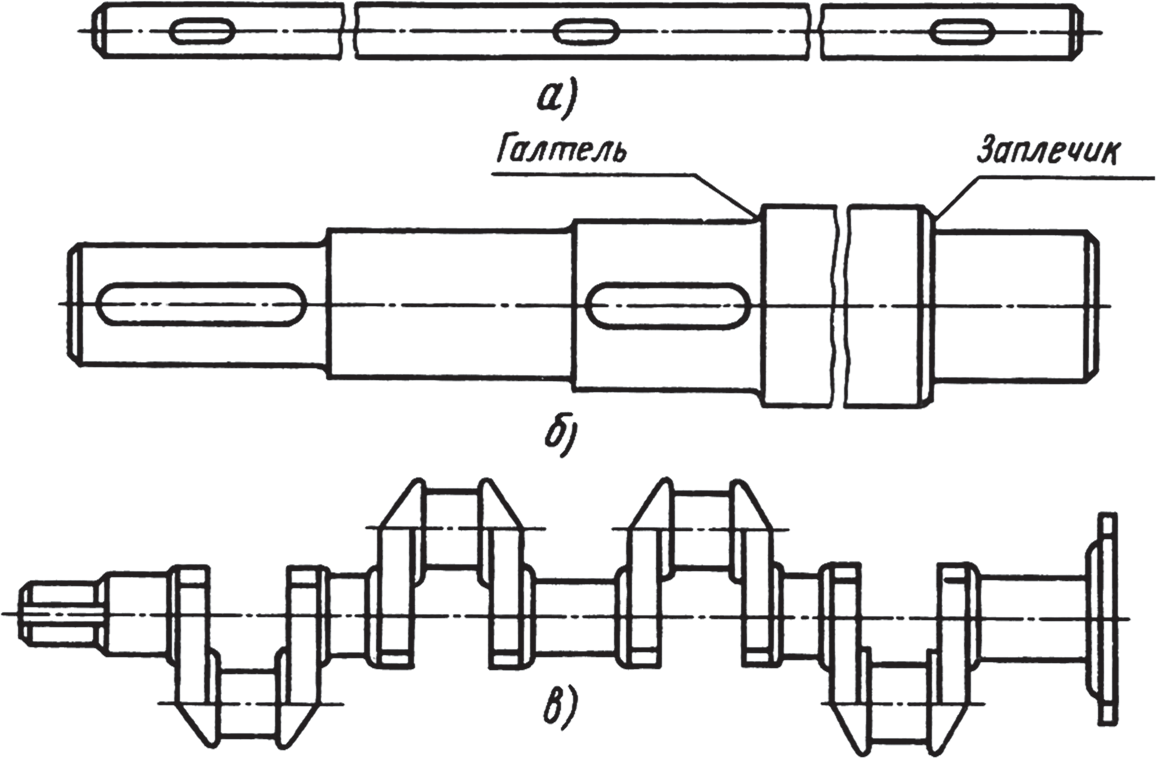
Рис. 1. Валы
На каких двигателях применяются балансирные валы
Впервые балансировочные валы на двигатели начала устанавливать компания Mitsubishi. С 1976г. эта технология носит название Silent Shaft. Такой разработкой оснащаются в основном силовые агрегаты с рядным расположением цилиндров (4-цилиндровые модификации более подвержены возникновению инерционных сил).
Высокооборотные моторы с большой мощностью также нуждаются в таких элементах. Нередко их используют в дизельных ДВС.
Если раньше этой технологией пользовались японские производители, на данный момент нередко встречаются и европейские авто с системой бесшумных валов.
Достигнут максимально допустимый размер хранилища сообщений в Outlook
2019-06-06 · Posted in Office
Вот таким образом выглядит ошибка 0x5004060C. Вам сразу намекают, что необходимо уменьшить объем данных в хранилище сообщений, выделением и удалением не нужных сообщений с помощью комбинации Shift+Del. Но согласитесь, что у рядового пользователя, встает вопрос, что это за хранилище.
Если закрыть данное окно, то вам могут предложить выполнить очистку почтового ящика, под хранилищем понимается ваш профиль outlook, это либо pst и ost файл.
Превышен предельный размер почтового ящика. Укажите сообщения для удаления и переноса, очистите папку “Удаленные” или переместите сообщения в архив.
Тут у вас два варианта:
- Произвести очистку удаленных сообщений, делается это одной кнопкой, но иногда этого может не хватить, так как писем может не быть.
- Произвести архивирование почтового ящика, тут вы выделяете либо по размеру, либо по дате получения письма и начинаете создавать архив. Архивация создаст отдельный pst файл, в который будет помещены все письма по определенному критерию, процесс этот не скорый и зависит от вашего жесткого диска и количества писем.
Максимальный размер файла ost и pst в 2007 составляет 20 ГБ, outlook просто уже не сможет нормально работать с большими объемами.
Если удаление не даст особого эффекта, то советую произвести сжатие в outlook.
Размер хранилища писем по умолчанию
Давайте я теперь в попугаях покажу какие размеры по умолчанию идут для ost и pst файлов. Существует два типа записей:
- Файлы в формате Юникод – MaxLargeFileSize и WarnLargeFileSize
- Файлы в формате ANSI (старый формат) – MaxFileSize и WarnFileSize
Для Outlook 2010 – 2016
Пути до ключей реестра вы можете посмотреть чуть ниже:
Outlook 2003 HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\11.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\11.0\Outlook\PST
Outlook 2007 HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\12.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\12.0\Outlook\PST
Outlook 2010 HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\14.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\14.0\Outlook\PST
Outlook 2013 HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\15.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\15.0\Outlook\PST
Outlook 2016 HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\16.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\16.0\Outlook\PST
|
1 |
Outlook2003HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\11.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\11.0\Outlook\PST Outlook2007HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\12.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\12.0\Outlook\PST Outlook2010HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\14.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\14.0\Outlook\PST Outlook2013HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\15.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\15.0\Outlook\PST Outlook2016HKEY_CURRENT_USER\Software\Policies\Microsoft\Office\16.0\Outlook\PST HKEY_CURRENT_USER\Software\Microsoft\Office\16.0\Outlook\PST |
Виды
Что же касается разновидностей распределительных валов двигателя, то их классифицируют в зависимости от расположения и количества на двигателе внутреннего сгорания. Распредвал является ключевым компонентом газораспределительного механизма и всего двигателя. В зависимости от того, как располагается этот элемент, выделяют 2 варианта:
- с нижним расположением;
- с верхним размещением.
Отсюда и разделение моторов внутреннего сгорания с верхним и нижним распредвалов. Когда-то нижнее расположение считалось лучшим и самым оптимальным для автомобильных двигателей. Но они были актуальными до 50-х годов прошлого века. Именно тогда все моторы создавались нижнеклапанного типа. Потому и распределительный вал находился снизу силовой установки. Тарелки клапанов размещались так, что они смотрели вверх. Подобная схема изготовления моторов объяснялась тем, что это проще и дешевле в плане производства. При этом страдал фактор производительности, о чём инженеры догадались несколько позже, когда появился новый вариант размещения распределительного вала. Учитывая объективные недостатки, от старой схемы с нижним расположением постепенно начали отказываться. Ему на смену пришла уже классическая и привычная схема с головкой блока цилиндров и установленными в ней клапанами и распределительным валом. Теперь клапана начали открываться вниз, а схема получила верхнее расположение распредвала.
Хотя нельзя отрицать тот факт, что даже на некоторых современных двигателях продолжают использовать нижневальную систему, где клапана располагаются сверху. Только она значительно усовершенствовалась по сравнению с предшественниками, а потому имеет полное право на существование при грамотной реализации. Двигатели с нижним расположением распределительного вала отличаются тем, что здесь дополнительно предусматривается установка специальных штанг. Они применяются для компенсации расстояния, которое имеется между кулачками распредвала и толкателями клапанов, находящихся в головках цилиндров. Даже несмотря на наличие современных нижневальных двигателей внутреннего сгорания, они считаются устаревшей схемой, а потому большинство автопроизводителей уже давно не используют её в производстве своих силовых агрегатов. Такие методы размещения требуют дополнительных мер, они характеризуются внушительными технологическими ограничениями, не позволяют развивать высокие обороты.
Количество валов
Отдельно рассматриваются виды двигателей в зависимости от того, сколько распределительных валов предусмотрено в их конструкции. Если заглянуть в подкапотное пространство современного силового агрегата, можно встретить несколько вариантов:
- Газораспределительные механизмы (ГРМ), оснащённые только одним распредвалом;
- ГРМ, конструкция которых включает пару распределительных валов;
- Двигатели, где используется более 2 распредвалов.
Именно первые два типа двигателей внутреннего сгорания, где газораспределительный механизм включает 1 или 2 распредвала, являются наиболее популярными и распространёнными. Зачастую количество распредвалов зависит напрямую от количества клапанов на цилиндр. Если у двигателя конструкция предусматривает от 3 и более клапанов, которые приходятся на 1 цилиндр, то здесь скорее всего будет использовать двухраспредвальная схема. Несмотря на наличие таких правил и закономерностей, исключения встречаются всегда и везде. Компания Mitsubishi из Японии выпускает модель Lancer, под капотом которого может размещаться рядный четырёхцилиндровый двигатель, именуемый как 4G18. На каждом цилиндре здесь сразу 4 клапана, но распределительный вал используется всего один. А если взять в качестве примера модель гиперкара Veyron производства компании Bugatti, то есть конструкторы предусмотрели сразу 4 распределительных вала на двигателе.
Есть и другие примеры несколько иного подхода к использованию распредвала и его конструкции. Японские инженеры из компании Honda для своей системы под названием VTEC придумали оригинальный ход. Здесь сразу несколько кулачков отвечают за регулировку высоты поднятия только одного клапана. То есть на каждый из клапанов приходится по несколько рабочих кулачков. Инженеры постоянно работают над усовершенствованием систем газораспределения, повышают эффективность работы ГРМ, меняют фазы. Всё это позволяет повысить производительность двигателя, поднять его максимальную скорость, обеспечить лучшее ускорение. При этом не забывают о вопросах экономии топлива.
Толкатели
Усилия от кулачков распределительного вала к клапану или штанге передают толкатели. Они же воспринимают и боковые усилия, возникающие при вращении кулачков распределительного вала. Толкатели подвергаются действию переменных нагрузок, имеющих динамический характер, следовательно, должны иметь износостойкие рабочие поверхности и малую массу. Для уменьшения массы толкатели выполняют пустотелыми.
В двигателях с нижним расположением клапанов применяются тарельчатые толкатели со сферической опорной поверхностью. Кулачок распределительного вала касается опорной части толкателя сбоку от оси стержня и имеет небольшую конусность. Благодаря такому устройству толкателя и кулачка толкатель вращается во время вращения распределительного вала, что обеспечивает равномерный износ опорной поверхности. Для регулировки тепловых зазоров в стержень толкателяввернут регулировочный болт с контргайкой.
У двигателей с верхним расположением клапанов и нижним расположением распределительных валовтолкатели выполнены в виде пустотелого поршня, внутрь которого входит штанга. Нижний конец штанги смазывается маслом, стекающим по штанге. В толкателе имеется отверстие, через которое вытекающее масло смазывает направляющие втулки и кулачки распределительного вала. Таких отверстий может быть два. Торец толкателя, контактирующий с кулачком, наплавлен отбеленным чугуном, сами толкатели стальные. Для равномерного износа опорная часть толкателя делается сферической, а кулачок имеет конусность, что приводит к вращению толкателя во время работы двигателя.
Рычажные подвесные толкатели применяют на двигателях дизелей. В приливах толкателя установлена ось ролика, на которой в игольчатом подшипнике вращается ролик. Ролик при работе двигателя катится по поверхности кулачка распределительного вала. У этих толкателей трение скольжения заменено на трение качения, что способствует уменьшению износа толкателя и поверхности кулачка вала.
При верхнем расположении клапанов и распределительного вала (двигатели автомобилей ВАЗ-2110, -2111, -1111 и -11113) толкателиимеют форму стакана, в перевернутом виде надетого на клапан. В наружном днище толкателя выполнено кольцевое углубление для укладки регулировочных шайб, подбором толщины которых регулируется тепловой зазормежду толкателем и кулачком распределительного вала.
На двигателях ЗМЗ-4061 и -4063 автомобилей «ГАЗель» и на двигателях автомобилей ВАЗ-2112 применены гидротолкатели. Эти двигатели имеют распределительные валы для впускных и выпускных клапанов. Каждый цилиндр имеет по два впускных и два выпускных клапана. Над каждым клапаном располагаются гидротолкатели. Гидротолкатели стальные, выполнены в виде цилиндрического стакана с плунжерной парой и шариковым обратным клапаном. На наружной поверхности стакана имеются кольцевая канавка и отверстие для подвода масла внутрь толкателя из магистрали головки блока цилиндров. Наружная поверхность и торец толкателя нитроцементированы. Толкатели устанавливаются в отверстиях головки блока цилиндров. Гидравлические толкатели исключают необходимость регулировки зазора между толкателями и клапанами.
а—тарельчатый со сферической опорной поверхностью; б—цилиндрический (поршневой); в—рычажно-роликовый;1 — распределительный вал; 2—кулачок; 3—толкатель; 4— регулировочный болт; 5— контргайка; 6—штанга; 7—отверстие для слива масла; 8—пята; 9—ролик; 10—игольчатый подшипник; 11 — ось ролика; 12—втулка; 13—вилка толкателя.
Механизм привода клапанов при верхнем расположении клапанов и распределительного вала:
1— головка цилиндров; 2 — клапан; 3 — толкатель; 4 — корпус подшипников распределительного вала; 5 — распределительный вал; 6 — регулировочная шайба; 7 — маслоотражательный колпачок; А — зазор между кулачком и регулировочной шайбой
1-корпус, 2-гидрокомпенсатор, 3-плунжер, 4-клапан гидрокомпенсатора, 5-пружина гидрокомпенсатора.
Во время работы двигателя масло под давлением из системы смазки поступает в корпус, отжимает клапан и заполняет гидрокомпенсатор и плунжер.
Когда двигатель не работает давления масла нет.
Плунжер может отойти от стержня клапана. Пружина компенсатора расправится, компенсатор прижмет к низу корпуса, а плунжер к стержню клапана, следовательно зазора нет. Тепловой зазор устанавливается между плунжером и днищем корпуса – автоматически. Первый раз применился в ЗМЗ-406.
Отличие допусков от квалитетов
Отличия все же есть. Допуски — это теоретические отклонения, поле погрешности в пределах которого нужно изготовить вал — отверстие, в зависимости от назначения, размера вала и отверстия. Квалитет же — это степень точности изготовления сопрягаемых поверхностей вал — отверстие, это фактические отклонения, зависящее от станка или метода доведения поверхности сопрягаемых деталей до конечной стадии.
Например. Нужно изготовить вал и посадочное место под него — отверстие с полем допуска H8 и h8 соответственно с учетом всех факторов, таких как диаметр вала и отверстия, условия работы, материал изделий. Диаметр вала и отверстия возьмем 21мм. При допуска H8 поле допуска 0 +33мкм и h8 + -33мкм. для того чтобы попасть в это поле допуска нужно выбрать квалитет или класс точности изготовления. Учтем что при изготовлении нап станке неравномерность изготовления детали может отклоняться как в положительную, так и в отрицательную сторону, поэтому с учетом поля допуска H8 и h8 был 33/2 = 16,5мкм. Данному значению соответствуют все квалитеты по 6 включительно. Следовательно выбираем станок и способ обработки такой, который позволяет добиться класса точности соответствующий 6 квалитету.









