Трубная резьба: размеры, таблица, основные виды
Содержание:
- Трубная цилиндрическая резьба
- Профиль резьбы
- Зачем нужны комплектующие для труб
- Резьбовые резцы и гребенки
- Соединения резьбовые
- Стопорение шплинтами
- Краткая история
- Механические свойства резьбового соединения
- Особенности выбора: футорка для чугунного радиатора
- Переменные средний диаметр и шаг
- Примечание
- Нарезание многозаходной резьбы
- Метрическая резьба
- Существующие способы нарезки резьбы
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
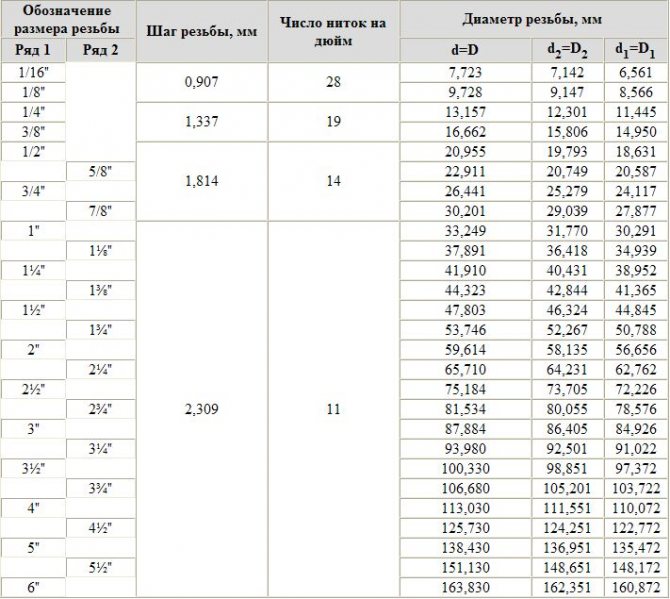
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Профиль резьбы
Под профилем следует понимать контур сечения, который имеет виток резьбового соединения в проходящей через его ось плоскости. Иными словами, это геометрическая фигура, получаемая в плоскости, которая проходит через ось. Резьбы классифицируются на:
- треугольные;
- трапецеидальные;
- прямоугольные;
- круглые;
- упорные.
| Вид | Форма и размеры профиля | Типы | Применение |
| Треугольная | Равнобедренный треугольник:
· у метрической – угол при вершине 60°; · у дюймовой – 55°; · у трубной — 55°. Высота: H1 = 0,5p · tg(60) * |
· метрические;
· дюймовые; · трубные |
1. метрическая – основной вид соединений;
2. дюймовая – в современных изделиях применение не допускается; 3. трубная – герметичное соединение труб и арматурных деталей трубопроводов. |
| Трапецеидальная | Равностороння трапеция с углом 30°.
Высота: H1 = 0,5p |
· однозаходная (образуется одним выступом);
· многозаходная |
Передача движений (вращательно-поступательных и вращательных) в тяжело нагруженных соединениях. |
| Прямоугольная | Нестандартный профиль в виде квадрата или прямоугольника | — | Грузовые, ходовые винты – для передачи движения в тяжело нагруженных крепежных соединениях. Обязательно указание всех размеров соединения на чертежах. |
| Круглая | Закругленный профиль из дуг, которые связаны прямолинейными участками, угол профиля 60° | — | Преимущества – продолжительный срок службы и высокое сопротивление при нагрузках. Используется на деталях:
· которые часто свинчиваются; · работают в средах с высоким загрязнением; · на тонкостенных элементах деталей, где резьба накатана или выполнена штамповкой. Пример использования: стяжки в вагонах, арматура пожарной техники, цоколь электролапмы. |
| Упорная | Неравнобочная трапеция, угол рабочей стороны 3°, нерабочей – 30°.
Высота: H1 = 0,75p |
· однозаходная;
· многозаходная |
В домкратах, прессах – для передачи значительных усилий, которые действуют в одном направлении. |
Примечание: *р – шаг
Выбор профиля оказывает влияние на показатели прочности, технологичности и силы трения в крепежном соединении.
Зачем нужны комплектующие для труб
Чаще всего под комплектующими для труб понимают фитинги – приспособления, служащие для соединения. Стыковочные элементы устанавливаются в местах их разветвления и сочленения, в том числе разных диаметров. Также при их помощи можно сделать герметичные стыки у поливинилхлоридных товаров.
Не обойтись без вышеупомянутой комплектовки в прокладывании даже прямых водопроводов. Каждая труба будет связана с другой муфтами.
Для подключения сантехники и соответствующего оборудования вам понадобятся комбинированные седелки с резьбой и металлическими вкладышами. Подборка фитингов производится согласно параметрам данного комплектующего и полипропиленовых труб отопления или водоснабжения. Именно от этого и будет зависеть, как и из чего сделана необходимая деталь.
К наиболее распространенным видам относятся следующие фитинги:
-
Угловые. Они применяются в случаях, когда направление, например, водопровода требуется сместить несильно, в пределах нескольких градусов. В таком случае, сварка не понадобится. В более сложных случаях для выставления наклона употребляют угольники с другой конструкцией. Однако в продаже они встречаются не так часто;
-
Прямые или простые.Как следует из названия, такой тип является самым простейшим. Он подходит для замены неподходящих частей либо для соединения с другими патрубками, ротаметрами, запорными арматурами, регуляторами температуры и т. д. Основное его предназначение – герметичное и надежное совмещение с чем-либо. Такие муфты применяются и в том случае, если скрепляемые части не схожи по диаметру и материалу. Также среди таких фитингов можно встретить переходные и комбинированные;
-
Тройник. Необходим для спайки трех изделий, обычно в случае отвода одной трубы под определенным наклоном в 90 или 45 градусов. Эти муфты подойдут стоякам, имеющим как одинаковый, так и разный диаметр;
-
Крестовина. Имеет четыре входа, которые расположены под прямым углом в одной плоскости. Однако существуют и двухплоскостные. Если водоснабжение прокладывается сверху, то трубы изолируют, предотвращая разного рода деформации.
Помимо соединителей существуют и краны, кронштейны, вспомогательные приспособления и устройства, заглушки. Ниже мы расскажем о наиболее известных и применяемых.
Резьбовые резцы и гребенки
Резьбовые резцы применяются для нарезания всех видов резьб и обладают следующими достоинствами: простотой конструкции, технологичностью и универсальностью. Последнее достоинство заключается в том, что одним и тем же резцом можно нарезать на цилиндрической и конической поверхностях наружную и внутреннюю резьбы различного диаметра и шага.
Резьбовые резцы работают по методу копирования, поэтому профиль их режущих кромок должен соответствовать профилю впадины нарезаемой резьбы. С целью повышения производительности иногда используется также генераторная схема резания.
Удаление припуска в процессе резьбонарезания производится в условиях несвободного резания при большой степени деформации снимаемого материала. При этом формирование резьбы осуществляется, как правило, за несколько проходов при малых сечениях срезаемой стружки. В связи с этим производительность процесса резьбонарезания низка, поэтому резьбовые резцы в основном применяются в единичном и мелкосерийном производствах.
Являясь фасонным инструментом, резьбовые резцы могут быть трех типов: стержневые, призматические и круглые.
На рис. 1 представлены типовые конструкции резьбовых резцов стержневого типа:
- цельный из быстрорежущей стали; с напайной твердосплавной пластиной; с механическим креплением твердосплавной пластины специальной формы, применяемой для нарезания наружной и внутренней резьб.
Рис. 1. Типы стержневых резьбовых резцов:
а — из быстрорежущей стали; б — с напайной твердосплавной пластиной; в — с механическим креплением твердосплавной пластины.
При многопроходном нарезании остроугольной резьбы резцами образование профиля резьбы может осуществляться по трем схемам (рис. 2): а) профильной — с радиальной подачей резца; б) генераторной — с подачей резца под углом к оси заготовки; в) комбинированной, состоящей из подачи под углом при черновой обработке и радиальной подачи — при чистовой (окончательной) обработке.
Достоинством генераторной схемы является увеличение толщины срезаемого слоя за один проход в 2 раза, что обеспечивает соответствующее сокращение проходов. Правая кромка в этом случае работает как вспомогательная кромка, оставляя ступеньки на обработанной поверхности. Этот недостаток позволяет исправить применение комбинированной схемы.
Рис. 2. Схемы резания, применяемые при нарезании резьбы:
а — профильная; б — генераторная; в — комбинированная; г — для нарезания трапецеидальной резьбы
При нарезании резьб с глубоким профилем, например трапецеидальных, формирование резьбы на предварительных операциях осуществляют резцами с разным профилем режущих кромок, как показано на рис. 2, г.
Стержневые резцы обычно имеют небольшой запас на переточку и их установка относительно заготовки связана с определенными трудностями, которые не возникают при использовании фасонных призматических и круглых резьбонарезных резцов.
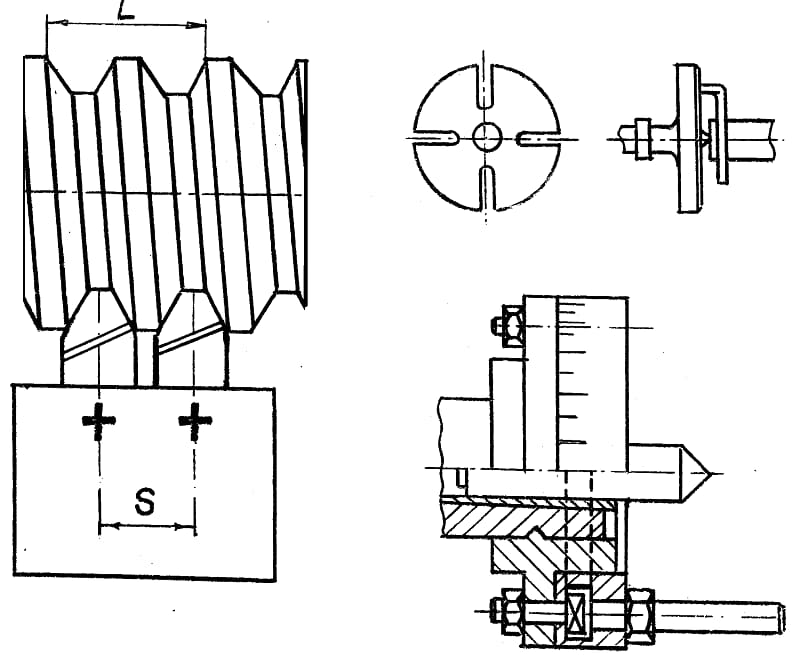
Гребенки (рис. 3) — это многониточные фасонные резцы, которые могут быть стержневыми, призматическими, круглыми. Их используют главным образом для нарезания крепежных резьб с мелким шагом, т. е. резьб с небольшой высотой профиля.
Как показано на рис. 3 г, режущая часть гребенок состоит из заборной части длиной l1 заточенной под углом ц к оси и калибрующей части l2
где Р — шаг резьбы.
Рис. 3. Резьбонарезные гребенки:
а — стержневая с механическим креплением твердосплавной пластины;б — призматическая; в — круглая; г — рабочая часть гребенки
В начале рабочего хода гребенка имеет радиальную подачу на врезание и затем перемещается вдоль оси вращающейся заготовки с подачей на один оборот, равной шагу.
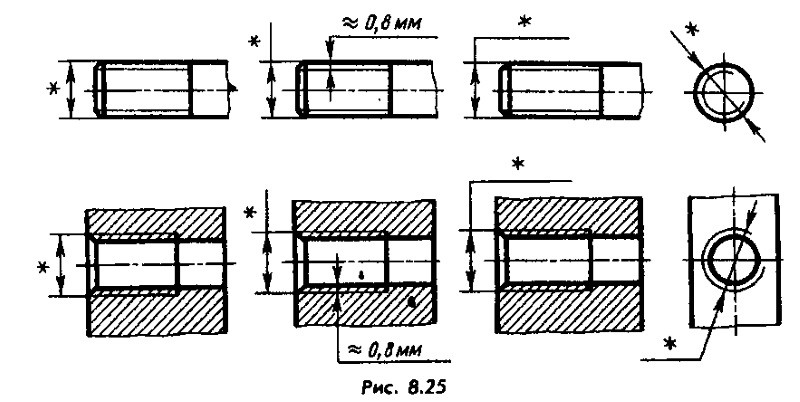
Соединения резьбовые
Соединение резьбовое
– это разъемное соединение двух деталей
с помощью резьбы, в котором одна из
деталей имеет наружную резьбу, а другая
внутреннюю (рис.7). На рисунке 7 изображен
разрез резьбового соединения. Стержень
с резьбой не заштрихован, так как он
является не пустотелой деталью. Штриховку
в разрезах доводят до сплошных основных
линии (рис.7)
Обратите внимание на то,
что сплошные основные линии, соответствующие
наружному диаметру стержня, переходят
в сплошные тонкие линии, соответствующие
наружному диаметру резьбы в отверстии.
И наоборот, сплошные тонкие линии
внутреннего диаметра резьбы на стержне,
переходят в сплошные основные линии
внутреннего диаметра резьбы в отверстии
Рисунок 7 — Резьбовое
соединение
Следует запомнить
правило: в резьбовых соединениях,
изображенных в разрезе, резьба стержня
закрывает резьбу отверстия.
Таблица 1 — Резьбы
крепежные
|
Тип резьбы |
Профиль |
Номер стандарта |
Усл. обозн. |
Параметры, |
Пример обозначения |
|
Метри — ческая цилин |
|
ГОСТ 9150-2002 (профиль)
ГОСТ 8724-2002 (диаметр, |
М |
Условное обозначение, |
|
|
Многозаходная |
М |
Условное обозначение, |
М10×3(P1,5) |
||
|
Метри -ческая кони |
ГОСТ 25229-82 |
МК |
Условное обозначение, |
||
|
Трубная цилин -дричес |
|
ГОСТ 6357-81 |
G |
Условное обозначение, |


Окончание табл.1
|
Трубная коничес-кая |
ГОСТ 6211-81 |
R–внеш — няя Rc– внут -ренняя |
Условное обозначение, |
|

Таблица 2 — Резьбы
ходовые
|
Тип резьбы |
Профиль |
Номер стандарта |
Усл. обозн. |
Параметры |
Пример обозначения |
|
Упорная |
|
ГОСТ 10177-82 |
S |
Условное обозначение, |
|
|
Многозаходная |
S |
Условное обозначение, |
S16x4(P2) |

Окончание табл. 2
|
Трапеце- |
|
ГОСТ 9484-81 (профиль)
ГОСТ 24737-81 (основные |
Tr |
Условное обозначение, |
|
|
ГОСТ 9484-81 (профиль)
ГОСТ 24739-81 (основные |
Tr |
Условное обозначение, |
Tr14x6(P3) |
||
|
Прямо-угольня |
Не стандартная |
− |
− |

Стопорение шплинтами
Фиксация крепежных деталей может осуществляться с помощью специально подобранных шплинтов. Данное металлическое крепление, изготовленное из проволоки. Конструкция имеет форму стержня с полукруглой головкой. Крепление производится благодаря разжиманию концов шплинта. С помощью шплинта производят установку болта, винта, шпильки в требуемое положение. В них просверливают отверстие способное пропустить шплинт. Он должен достаточно свободно заполнять отверстие. Допускается небольшое применение усилия. Далее после его вставки края загибаются, обеспечивая надёжную фиксацию.

Краткая история
Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 г. группа ученых из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение болты и гайки нашли в XV столетии. Они соединяли подвижные сегменты брони доспехов и части часовых механизмов. Станок немецкого первопечатника Иоганна Гутенберга, созданный в период между 1448 и 1450 годами, имел резьбовые соединения, детали его скреплены винтами.
Конгруэнтные винтам отдельные детали с резьбой на внутренней стенке цилиндра, специально служащие для крепления, то есть гайки, возникли лишь полторы сотни лет спустя. В начале семнадцатого столетия появилось резьбовое соединение, сходное с современным. Первоначально шаг резьбы был дюймовым, и только в начале XIX века французы ввели в обиход метрическую резьбу. Гайки нашли широкое применение в различных сферах техники, и, подобно всякому часто используемому предмету, стали совершенствоваться и изменяться по своей форме, размеру, материалу и функциональному предназначению. Возникли гайки квадратные, восьми- и шестигранные, колпачковые («глухие»), прорезные (корончатые), барашковые.
Механические свойства резьбового соединения
Механические свойства болтов, крепёжных винтов и шпилек
Механические свойства болтов, крепёжных винтов и шпилек из углеродистых нелегированных и легированных сталей по [ГОСТ Р 52627-2006 (ISO 898-1:1999) при нормальных условиях характеризуют 11 классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.8; 8.8; 9.8; 10.9; 12.9. Первое число, умноженное на 100, определяет номинальное значение предела прочности на растяжение в Н/мм², второе число (отделённое точкой от первого), разделенное на 10, — отношение предела текучести к номинальному пределу прочности на растяжение. Произведение этих чисел, умноженное на 10, определяет номинальный предел текучести в Н/мм².
Механические свойства гаек
Гайки из углеродистых нелегированных и легированных сталей по ГОСТ Р 52628-2006 (ISO 898-2:1992, ISO 898-6:1994) разделяются по классу прочности (d — номинальный диаметр резьбы):
- 4; 5; 6; 8; 9; 10; 12 — для гаек с нормальной высотой, равной или более 0,8d, и крупной резьбой;
- 5; 6; 8; 10; 12 — для гаек с нормальной высотой, равной или более 0,8d, и мелкой резьбой;
- 04; 05 — для гаек с номинальной высотой от 0,5d до 0,8d.
Класс прочности для гаек с нормальной высотой указывает на наибольший класс прочности болтов, с которыми они могут создавать соединение, то есть на первую из цифр в обозначении класса прочности соответствующего болта.
Для гаек с номинальной высотой от 0,5d до 0,8d первая цифра «0» указывает на более низкую нагрузочную способность резьбового соединения с такой гайкой, а вторая цифра, умноженная на 100, соответствует номинальному напряжению от пробной нагрузки при испытаниях.
| Класс прочности болта | Материал | Напряжение от пробной нагрузки | Предел текучести, не менее | Предел прочности на растяжение, не менее | Маркировка болта | Маркировка гайки | Класс гайки |
|---|---|---|---|---|---|---|---|
| По ГОСТ Р 52627—2006, ISO 898—1:1999 | |||||||
| 5.8 | Низко- или среднеуглеродистая сталь | 380 МПa | 420 МПа | 520 МПа | 5 | ||
| 8.8 | Среднеуглеродистая сталь, закалённая и отпущенная | 580 МПа | 640 МПа, (условный предел текучести) | 800 МПа | 8 | ||
| 10.9 | Углеродистая сталь с добавками. Легированная сталь | 830 МПа | 940 МПа, (условный предел текучести) | 1040 МПа | 10 | ||
| По SAE J429 | |||||||
| 2 | Низко- или среднеуглеродистая сталь | 55 ksi | 57 ksi | 74 ksi | 2 | ||
| 5 | Среднеуглеродистая сталь | 85 ksi | 92 ksi | 120 ksi | 5 | ||
| 8 | Легированная сталь | 120 ksi | 130 ksi | 150 ksi | 8 |
| Болты | Применяемые гайки | Предел прочности на растяжение Rm, МПа | Предел текучести ReL, Rp0,2, МПа | Относительное удлинение после разрыва A, % | Ударная вязкость KU, Дж/см² | Твердость по Бринеллю, НВ | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Класс прочности | Марка стали | Класс прочности | Марка стали | |||||||
| номин. | мин. | номин. | макс. | |||||||
| 3.6 | 10, 10кп | 4 | Ст3кп, Ст3сп | 300 | 330 | 180 | 25 | — | 90 | 238 |
| 4.6 | 20 | 5 | 10, 10кп, 20 | 400 | 420 | 240 | 22 | 55 | 114 | 238 |
| 4.8 | 10, 10кп | 320 | 14 | — | 124 | |||||
| 5.6 | 30, 35 | 6 | Ст5, 15, 15кп, 35 | 500 | 520 | 300 | 20 | 50 | 147 | 238 |
| 5.8 | 10, 10кп, 20, 20кп | 400 | 10 | — | 152 | |||||
| 6.6 | 35, 45, 40Г | 8 | 20, 20кп, 35, 45 | 600 | 600 | 360 | 16 | 40 | 181 | 238 |
| 6.8 | 20, 20кп | 480 | 8 | — | ||||||
| 8.8 | 35, 35Х, 38ХА,45Г 40Г2, 40Х, 30ХГСА, 35ХГСА, 16ХСН, 20Г2Р | 9 | 35Х, 39ХА | 800 | 830 | 640 | 12 | 60 | 238 | 318 |
| 9.8 | 10 | 40Х, 40ХГСА, 16ХСН | 900 | 900 | 720 | 10 | 50 | 276 | 342 | |
| 10.9 | 12 | 30ХГСА | 1000 | 1040 | 900 | 9 | 40 | 304 | 361 | |
| 12.9 | 12 | 30ХГСА, 40ХН2МА | 1020 | 1200 | 1080 | 8 | 30 | 366 | 414 |
Особенности выбора: футорка для чугунного радиатора
Радиаторная резьбовая футорка идеально подойдет для чугунного типа батарей и так же найдет свое применение в сантехнике, это своего рода ребордой, который исключит любые сдвиги. Такое применение может привести в идеальное состояние любые сантехнические установки, о чем свидетельствует фото.
Для начала нужно рассмотреть те критерии, на которые следует обратить внимание при покупке комплекта футорки. Эти критерии относятся не только к футоркам, но и к другим необходимым элементам. Вот некоторые из критериев:
Вот некоторые из критериев:
Соответствует ли размер. Как уже было сказано, если вы не знаете параметры вашего оборудования, то купить верные комплектующие не получится, лучше взять с собой документы на радиаторы, чтобы консультант смог подобрать необходимую деталь.
Составьте план отопительной системы. Эта деталь намного важнее, чем покажется на первый взгляд. Самое главное, это четко определить, где расположены узлы системы. Такой расчет даст возможность покупки точного количества комплектующих.
Качество материала. Для алюминиевого или биметаллического радиатора можно подобрать изделие белого цвета, так как установки чаще всего окрашены именно в этот цвет
Но обратите внимание, насколько ровны и качественно обработаны поверхности.
Материал, из которого изготовлена футорка. Для чугунных радиаторов, футорки должны быть сделаны из того же материала, что и главная деталь. Так же оптимальным решением будет приобретение футорки из стали оцинкованного типа
Они отличаются долговечностью и надежностью. Цена при всех этих качествах приемлема.
Уделите немного времени проверке. Как уже было сказано выше, можно проверить путем накручивания элемента на резьбу. В том случае если приобретаете большое количество материала, постарайтесь проверить, хотя бы несколько футорок. Накручивание должно быть легким и вы не должны прилагать большого усилия. Если же вы заметили помехи, это значит, что резьба была повреждена.
Так же оптимальным решением будет приобретение футорки из стали оцинкованного типа. Они отличаются долговечностью и надежностью. Цена при всех этих качествах приемлема.
Уделите немного времени проверке. Как уже было сказано выше, можно проверить путем накручивания элемента на резьбу. В том случае если приобретаете большое количество материала, постарайтесь проверить, хотя бы несколько футорок. Накручивание должно быть легким и вы не должны прилагать большого усилия. Если же вы заметили помехи, это значит, что резьба была повреждена.
Специалисты рекомендуют приобретать комплектацию одной и той же фирмы. Лучше всего покупать все в одном магазине, в таком случае консультанты посоветуют приобрести вам весь комплект, что поможет сэкономить вам время, кроме того вам все смогут объяснить все на месте и разбираться самостоятельно вам не придется.
Переменные средний диаметр и шаг
Изменив радиус впадины или профиль резьбы, можно эффективно снизить концентрацию напряжений от местной нагрузки на витки.
Для улучшения распределения нагрузки нужно таким образом изменить средний диаметр по высоте гайки, чтобы контакт витков начинался вблизи свободного торца гайки. Р. Хейвудом установлено, что прямая конусность 1:50 при увеличении среднего диаметра от торца к головке болта (рис. 5) снижает долговечность соединений c 105 до 6×104 циклов. Обратная конусность 1:100 повышает долговечность до 1,8×105, а при большей конусности (1:50) — до 2,1×105 циклов.
Применение гаек с коническим заходом
Отметим, что использование резьбы c переменным средним диаметром ограничено требованием недопущения в резьбе больших зазоров, поэтому в паре с конусным болтом предпочтительно применять конусную гайку.
Разновидностью этого метода является усечение (коррекция) витков резьбы гайки в наиболее нагруженной области до нарезания резьбы или после него. Угол φ принимают равным 10…15°. Согласно данным Лутандера и Вальгрена, при усечении нижних витков гайки на 12° предел выносливости повышается на 20%. Такое же увеличение получено Г. Вигандом при усечении под углом 10°.
Рекомендации по применению гаек c коническим заходом приведены в работе Р. А. Уолкера и Г. Майера. Гайка с увеличенным шагом дает более равномерное распределение нагрузки. По данным Р. Хейвуда, долговечность соединения гайки с 11,85 витками и болта с 12 витками на 1″ повышается c 105 (для обычного соединения) до 5,8×105 циклов, причем разрушения всегда происходят значительно глубже опорной поверхности гайки, что свидетельствует о более равномерном распределении нагрузки между витками.
Степень влияния шага гайки и прочность ее материала
Переменный шаг в сочетании с углом профиля α = 90° способствует существенному повышению долговечности. Степень влияния увеличенного шага гайки зависит от прочности её материала при растяжении. В случае невысокой прочности происходит перераспределение нагрузки вследствие пластических деформаций и нижние витки начинают работать аналогично виткам обычной гайки. Рекомендуется использовать болты и гайки из одного материала.
Иногда применяют гайки с утопленной резьбой. В таких соединениях нижний виток болта более податливый, что снижает нагрузку. Гайка с прорезями по впадинам резьбы, которые увеличивают их податливость и улучшают распределение нагрузки. Однако на практике такую конструкцию реализовать крайне сложно.
Примечание
- В утратившем силу в РФ стандарте ГОСТ 1497.4-87 существовал также класс прочности 6.6.
- Минимальный класс прочности гайки для данного класса прочности болта при создании болтового соединения.
- Стандарт, применяемый в автомобилестроении.
- ksi = 1000 psi = 6,895 MPa.
- ГОСТ Р 52627-2006 не определяет конкретные марки стали, указывая только на химический состав и некоторые механические свойства. Приведённые в таблице марки стали являются наиболее употребительными в технике для данных классов прочности.
- ГОСТ Р 52628-2006 не определяет конкретные марки стали, указывая только на химический состав и некоторые механические свойства. Приведённые в таблице марки стали являются наиболее употребительными в технике для данных классов прочности.
Нарезание многозаходной резьбы
Для нарезания требуется соблюдения определённых правил на металлорежущем оборудовании. Операция требует точного соблюдения угловых делений в момент последовательного перехода от одного шага к другому. Это позволяет выдержать точное число заходов резьбы.
Нарезание производится следующими способами:
- постепенным поворотом закреплённой детали на заданный угол в поводковом патроне;
- фрезерованием изделия дисковыми или гребенчатыми фрезами (обработка производиться непрерывно или последовательно путём деления на составные части).
Настройку станка производят не на шаг, как для однозаходной конструкции, а на величину хода. В этом случае шаг и ход определяют расстояние, которое должен проходить резец или фреза за один оборот вращения заготовки. Например, для нарезания трёхзаходной системы на болт диаметром 20 миллиметров величина шага должна составлять два миллиметра. На станках, оборудованных для проведения таких операций, на коробке передач предусмотрены специальные положения. Нарезание многозаходной конструкции с указанными параметрами, производится установкой рычага управления коробки передач на передней бабке на шаг с индексами 2х3. На других станках величину хода настраивают при помощи специального звена по изменению шага.
Полученный результат позволяет определить количество секторов и угол, на который необходимо повернуть заготовку, закрепив заново в шпинделе. В некоторых станках для решения этой задачи предусмотрены делительные устройства. Они позволяют точно выставить необходимый угол. Например, для нарезания трёхзаходной резьбы его поворачивают по часовой стрелке на двадцать делений. Для чётырёхзаходной необходимо осуществить поворот на 15 делений. Чем больше количество необходимых нарезок, тем меньшее количество делений следует выставить.
Если такое устройство не предусмотрено, используют отверстия, предусмотренные в шпинделе. Они позволяют производить изменение угла, начиная с 30° с изменяемым шагом в 15 и 30 градусов. Они соответствуют наиболее часто используемым количествам заходов от 12 до 2.
Метрическая резьба
Метрическая выполняется на основании ГОСТ 8724-2002 – чаще всего применяется при изготовлении крепежных изделий. При соблюдении определенных условий этот вид допустимо использовать в качестве ходовой.
В основе этого вида лежит равносторонний треугольник (с углом в основании 60 градусов). Она может иметь один или несколько заходов. Многозаходную применяют в тех случаях, когда необходимо обеспечить повышенную прочность сочленения узлов.
Отечественные и зарубежные производители выпускают изделия имеющие диаметр от 0,25 до 600 мм и шаг от 0,25 до 6 мм. Изделия с малым шагом применяют тогда, когда необходимо обеспечить разъемную сборку изделий с тонкой стенкой. Кстати, в автомобильной промышленности этот вид применяют достаточно часто. Она может иметь левое и правое исполнение.
Метрическая резьба
Ее обозначают следующим образом – на первом месте указывают букву, в этом случае — это М. Затем, показывается ее номинальный размер и шаг, в отношении этого вида применяют обозначение только в мм. Кроме этого в обозначение параметров входит количество заходов, исполнение (левое или правое). Разумеется, должен быть указан допуск на изготовление. Маркировка М12*1 говорит о том, что она имеет номинальный диаметр 12 мм и шаг 1.
Существующие способы нарезки резьбы
Трубную резьбу наносят следующими способами:
- Для нарезки внутреннего и наружного профиля используются специальные слесарные инструменты метчики и плашки. Этот способ нарезки часто используют сантехники – любители в самостоятельном монтаже бытовых трубопроводов.
- Нарезка по способу накатки применяют для металлических водопроводных и газовых труб диаметром 10 мм – 65 мм. Полученный профиль характеризуется высокой точностью.
- Заготовку обрабатывают специальными резцами на токарных станках. По данной методике наносится трубная резьба любого диаметра.
Первые два способа чаще всего используются в бытовых инженерных коммуникациях, третий используются при строительстве промышленных трубопроводов.