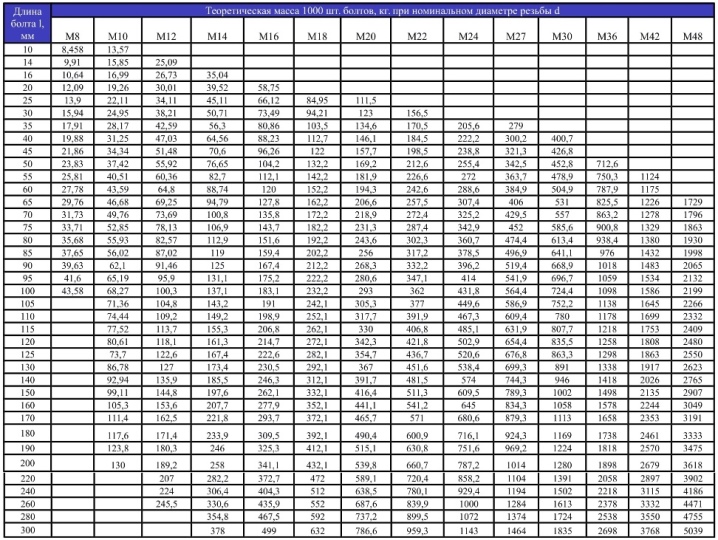
Гост 7802-81. болты с увеличенной полукруглой головкой и квадратным подголовком класса точности с. конструкция и размеры (с изменениями n 1, 2)
Содержание:
- Правила монтажа анкерного болта с гайкой
- Определение величины предварительной затяжки анкерных болтов
- Как определить?
- Какие цифры и буквы наносят на головки нержавеющих болтов
- Процесс производства
- Нарезание наружной резьбы плашкой
- Нюансы выбора крепежа и производства монтажных работ
- Чем отличается гайка от шайбы: сравнение, фото
- Приспособления
- Виды фундаментных болтов
- Типы болтов
- Как указывают в маркировке?
- Конструктивные требования к болтам
- Что такое винт, шуруп, саморез, болт, шайба и гайка, как выглядит, для чего предназначен?
- Масса болтов разных видов
- Размеры
- Стандартный вес
Правила монтажа анкерного болта с гайкой
Качество установки оказывает существенное влияние на дальнейшую работу и несущую способность анкерного крепления. В сущности, ничего сложного в монтаже этих креплений нет, да и устанавливаются все они по одному принципу, но есть ряд простых правил, которые необходимо соблюдать, чтобы ваше крепление было надежным и долговечным. Для обеспечения необходимого качества необходимо чтобы:
Размер то есть диаметр крепежного отверстия не превышал наружного диаметра распорной втулки, в противном случае расклинивание втулки не обеспечит необходимой прочности крепления
Обратите особое внимание на выбор бура, учтите его износ. Если втулка не входит в просверленное отверстие, не стоит сверлить большим буром, попробуйте повторить рассверливание тем же буром, это несколько «разобьет» крепежное отверстие и позволит установить анкер на место;
Крепежное отверстие не содержало остатков бетона, пыли и другого строительного мусора, который будет препятствовать установке анкерного болта в нужное положение;
При креплении элементов конструкции на уже установленный анкер сначала затяните зайку до упора, чтобы распорная втулка заняла рабочее положение
После этого открутите гайку и на жестко установленный стержень монтируйте требуемый элемент.
Монтаж анкерного болта с гайкой в бетон видео
При проведении ремонтных и строительных работ можно использовать различные виды крепежных систем, но наибольшую прочность обеспечивают именно анкерное крепление.
Определение величины предварительной затяжки анкерных болтов
Анкеры затягивают в соответствии с величиной предварительной затяжки F. При динамических нагрузках на болт этот параметр принимается равным 1,1P, при статических – 0,75P. P – это расчетная нагрузка, действующая на крепеж, формула расчета которой была приведена в предыдущем разделе.
Если затяжка болта производится стандартным ручным инструментом при его монтаже в стальную колонну или подобные конструкции, то величину предварительной затяжки анкерных болтов рассчитывают с учетом предельного усилия, оказываемого на крепежный элемент. Чем производится монтаж анкеров, можно узнать в приложении 8 Пособия к СНиП 2.09.03-85.
Как определить?
Часто приходится определять размер и вид винта, например, ремонтируя в своем доме старую мебель, приборы или розетку. Когда человек не является профессионалом в этом деле, ему будет довольно трудно это сделать. На первый взгляд, это пустяковая задача, и сразу понятно, с чем имеем дело.
Создается впечатление, что для того, чтобы выбрать правильный винт, достаточно знать длину и диаметр этого винта. Но это не всегда так.
В первую очередь необходимо иметь нужный инструмент. Для определения диаметра винта и его длины можно воспользоваться штангенциркулем, микрометром или же шаблонной линейкой. При необходимости узнать размер метрической резьбы используйте специальный инструмент – шагомер. Если такого инструмента не имеется в наличии, то разрешается измерить шаг витка с помощью штангенциркуля
Но стоит обратить внимание, что точный результат получится только при крупной резьбе. Если она мелкая, измерьте несколько витков и результат разделите на измеряемое количество
Потайной вид измеряют с учетом размера головки.
Расшифровка показателей размера винта:
- М – показатель метрической резьбы;
- D – диаметр;
- P – обозначение резьбы;
- L – длина.
Для того чтобы произвести монтаж либо демонтаж изделия, которое скреплено винтом, можно воспользоваться гаечным ключом. Существует 16 разновидностей ключей, соответствующих размеру головки винта. Мастера своего дела подбирают ключ на глаз и практически никогда не ошибаются. Аматору в этом деле придется выбирать ключ методом пробы.
Если требуется вкрутить либо выкрутить винт с внутренним шестигранником, следует использовать ключ-шестигранник. Его размер можно подобрать по данным из таблицы:
|
Размер винта |
М4 |
М5 |
М6 |
М8 |
М10 |
М12 |
М14 |
М16 |
М18 |
М20 |
М22 |
М24 |
М27 |
М30 |
М34 |
М36 |
|
Размер ключа |
3 |
4 |
6 |
6 |
8 |
10 |
12 |
14 |
14 |
17 |
17 |
19 |
19 |
22 |
24 |
27 |
Подготовьте место до начала технических мероприятий. Проверьте наличие необходимого для работы инструмента и его исправность. В таком случае исключается возникновение проблем во время работы. Будьте внимательны при замерах, чтобы не совершать ненужных покупок и не тратить свое время на повторную поездку в магазин за необходимым винтом.
Какие цифры и буквы наносят на головки нержавеющих болтов
Касательно винтов из аустенитных марок стали, то их маркировка существенно отличается от углеродистого крепежа. Такие изделия обозначают следующим образом: А2-50 либо А4-80. Наличие заводского клейма повышает доверие потребителя. Буква А с цифрой 2 или 4 означает марку стального сплава.
Вторая группа обозначения соответствует 1/10 части предела прочности для углеродистых болтов. Если на нержавеющий крепеж нанесена маркировка А4-80, то это значит, что он изготовлен из аустенитной стали, содержащей молибден. Способен противостоять нагрузке, равной 80*10=800 МПа. По прочности изделие соответствует классу 8.8 для изделия из стали с высоким содержанием углерода.

При возникновении сложностей с выбором крепежа по маркировке, обращайтесь к сотрудникам «Трайв-Комплект». Гарантируем качественную профессиональную поддержку.
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 944710.03.2020
Процесс производства
Как делают гайки в России можно узнать из патентов различных заводов. Есть хорошо зарекомендовавший себя метод по патенту РФ №2361695. В нём применяется метод холодного штампования.
Процесс выштамповки по ГОСТу
Первым этапом получают заготовку, используя волочение или калибровку. Далее происходит процесс формирования изделия на прессах в пять этапов (способ похож на изготовление болтов):
- На первом-третьем выполняют осадку, формируют цилиндрм и намечают предварительное отверстие.
- На четвёртом образовывают перемычку под окончательное отверстие и придают практически законченный вид.
- Пятым — пробивают отверстие посередине.
После прохождения этапа штамповки, на гайке нарезают или накатывают резьбу. Изделие готово, осталось провести его испытания. Основным параметром является нагрузка, которую может выдержать изделие до срыва резьбы. Также проводят различные тесты на разрыв по горизонтали, искусственное старение и деформацию под различными нагрузками.
Очень распространён метод горячей ковки. Обрезанные заготовки нагревают до 1200 градусов. Далее гидравлический молот штампует шестиугольники с отверстиями внутри. Следующим этапом происходит охлаждение и нарезка резьбы с использованием масла. Иногда используется закалка. Для этого изделия помещают в печь при температуре 800 градусов, быстро охлаждают и погружают в масло на 5 минут. Второе нагревание производят на час, чтобы минимизировать хрупкость и сохранить прочность.
Подробный процесс производства показан на видео.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Читать также: Какими электродами варить инверторной сваркой
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нюансы выбора крепежа и производства монтажных работ
Чтобы крепежный узел максимально надежно выполнял свои эксплуатационные задачи, важно подбирать болт и гайку не только по номинальному диаметру. Эти два элемента должны иметь одинаковые размеры по основному шагу резьбы
Кроме того, у них должны совмещаться направление вращения и количество заходов резьбовой нарезки.
Нельзя для формирования одного узла одновременно использовать элементы с метрической и дюймовой нарезкой. Следует точно соблюдать последовательность технологического процесса с предварительной подтяжкой и очередностью затягивания болтов. Только так можно не допустить перекосов и создать прочное соединение.
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 684002.04.2020
Чем отличается гайка от шайбы: сравнение, фото
Гайка от шайбы тоже существенно отличается. Дело в том, что внутри у гайки имеется резьба. Шайба — это элемент, который обычно используется для уплотнения соединения между болтом и гайкой. То есть вкладывается непосредственно перед накручиванием гайки. Это способствует улучшению соединения. При этом сводится к минимуму возможность раскручивания, развинчивания гайки и ее удаление с поверхности болта. Шайбы бывают разными, как плоскими, так и фигурными. Их еще называют гроверами. Дополнительное давление улучшает сцепление болта и гайки и делает соединение деталей более надежным.

Гайка Шайба
Как видите, существует множество крепежных элементов и деталей, которые используются для соединения узлов, механизмов и конструкций. Они имеют большое количество отличий и используются в каждом конкретном случае.
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
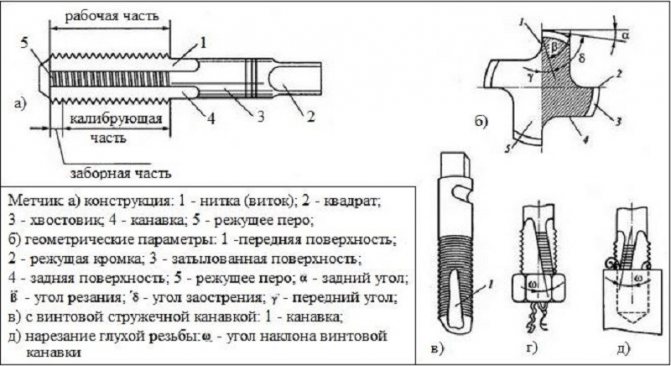
Устройство метчика
Метчики бывают:
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2ʺ, трубной – 1/8-2ʺ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
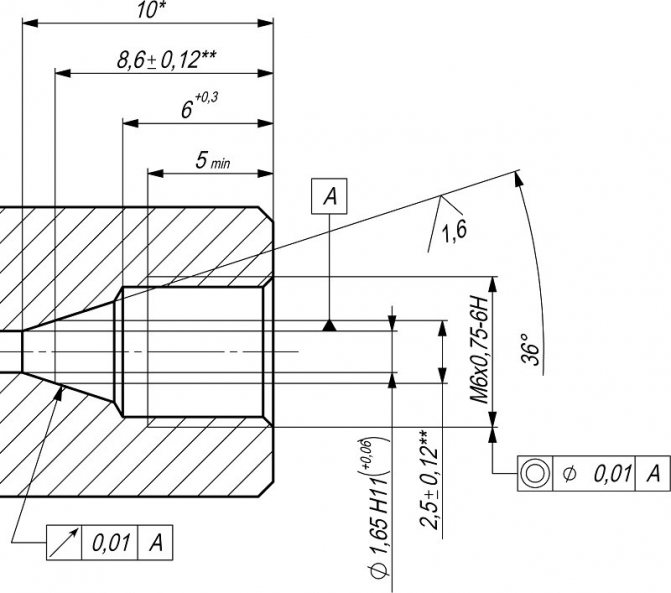
Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
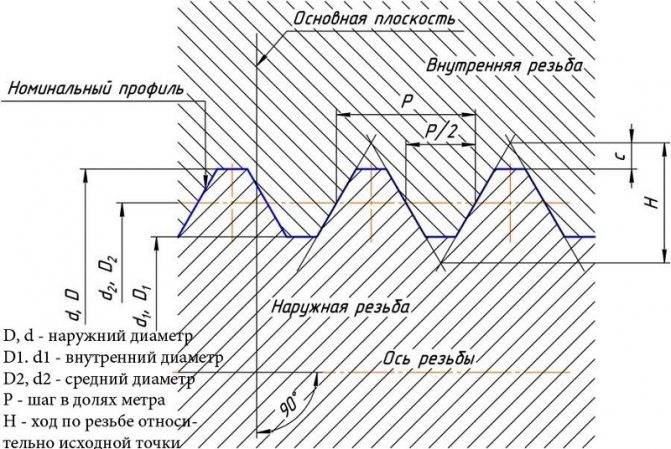
Шаг резьбы
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Виды фундаментных болтов
По конструктивным особенностям выделяют 6 основных типов:
- Изогнутые
- С анкерной плитой
- Составные
- Съемные
- Прямые
- С коническим концом
Характеристики каждого вида
1. Тип 1 (в двух исполнениях) – болт фундаментный 1.1 изогнутый с шайбой и двумя гайками. Изготавливается по ГОСТ 24379.1-2012. По своей конструкции он напоминает металлический прут с резьбой на одном конце с диаметром М12, а второй конец его загнут. Для его производства используют стали марок ст3сп2, С245, С345, ст345, ст45, 35Х, 40Х, ст20 и 09г2с. Это наиболее ходовой вид, который устанавливают до процесса бетонирования фундамента. Его применяют для монтажа оборудования на основании, он рассчитан на средние динамические нагрузки и укомплектован двумя гайками и шайбой. Длина резьбы для диаметра М12 составляет 80 мм. Теоретический вес(масса) фундаментного болта размером 12х300 мм составляет 0,3 кг.
Тип 1.2 (диаметр 24 ММ ГОСТ 24379.1-80) отличается тем, что устанавливается в «стаканы» готовых фундаментов, которые впоследствии заливаются бетоном.
2. Тип 2 (1-3) – болт фундаментный с анкерной плитой, который устанавливают до бетонирования путем погружения его в колодец.
3. Тип 3 (1-3) – анкер фундаментный составной. Нижнюю его шпильку и муфту монтируют до бетонирования основания. Верхняя часть шпильки составной конструкции ввинчивается в муфту. Затем схватывается с помощью сварки после установки оборудования. Оно обычно монтируется методом поворота или надвижки.
4. Тип 4 (1-3) – анкер фундаментный съемный. Он оправдан для применения тяжелого прокатного, кузнечно-прессового оборудования, когда в процессе эксплуатации необходим ремонт или замена оборудования. При установке этих типов анкерная арматура устанавливается до бетонирования фундаментов, а шпильки устанавливаются уже после бетонирования.
5. Тип 5 – болт фундаментный прямой с шайбой и двумя гайками монтируют в готовые фундаменты. Их ставят уже в просверленные с помощью перфоратора отверстия. Крепятся они эпоксидным или силиконовым клеем или виброзачеканкой цементно-песчаной смесью.
6. Тип 6 (1-3) – болт фундаментный с коническим концом монтируется аналогично 5 типу – в готовый фундамент. При этом болт закрепляют разжимной цангой или цементным раствором при вибропогружении в него шпильки.
На какую глубину следует заделывать фундаментные болты в бетон, состав цементно-песчаной смеси, цементный раствор и клей, марку бетона для заливки фундаментов назначают в проекте в соответствии с действующими нормативными документами, СНиП, ГОСТ, которые утверждены в установленном порядке.
Затягивать фундаментные и анкерные болты следует так, чтобы сила трения, которая создается массой оборудования и усилием затяжки болта, была больше, чем усилия сдвига оборудования в процессе его работы. Тогда болт будет работать в благоприятных условиях – только на разрыв. Крепежные болты для фундамента производят заводы, которые выпускают оборудование и машины. В случае их отсутствия, используются болты на заказ. При этом их диаметр должен равняться диаметру отверстий в лапах машинной рамы. Если нет возможности узнать точную нагрузку на крепеж, то длину анкерных болтов принимают равной 15 диаметрам болта, а длину фундаментных болтов – 20 диаметрам.
Типы болтов
Болты без предварительного натяжения или обычные метизы различают трех классов точности:
- Повышенной
- Нормальной
- грубой А, В и С.
Болты класса точности А
Болты класса точности А имеют только минусовый допуск на диаметр стержня. Диаметры отверстий равны номинальному диаметру стержня плюс допуск 0.15 мм.
Болты класса точности А следует применять для соединений, в которых отверстия просверлены на проектный диаметр в собранных элементах, либо по кондукторам в отдельных элементах и деталях, либо просверлены или продавлены на меньший диаметр в отдельных деталях с последующей рассверловкой до проектного диаметра в собранных элементах. Предполагается одновременное включение всех болтов в работу при срезе.
Болты класса (точности В) устанавливаются в отверстия, диаметр которых больше диаметра стержня на 1…1.5 мм. Болты класса точности В следует использовать для соединений, в которых болты работают на растяжение или на срез. До включения всех болтов в работу требуется чтобы прошли деформации, равные черноте в отверстиях.
Болты класса точности С
Болты класса точности С устанавливаются в отверстия, диаметр которых больше диаметра стержня на 2-3 мм. Соединение используется как монтажные и на срез не рассчитывается.
Высокопрочные метизы
Высокопрочные метизы могут быть применены для фрикционных соединений, для срезных и фрикционно-срезных соединений, а также при работе на растяжение. Для соединения основных конструкций мостов используют фрикционные соединения.
Нержавеющие метизы
Нержавеющие метизы используют для элементов мостового полотна, подверженных агрессивному воздействию солевых растворов.
Как указывают в маркировке?
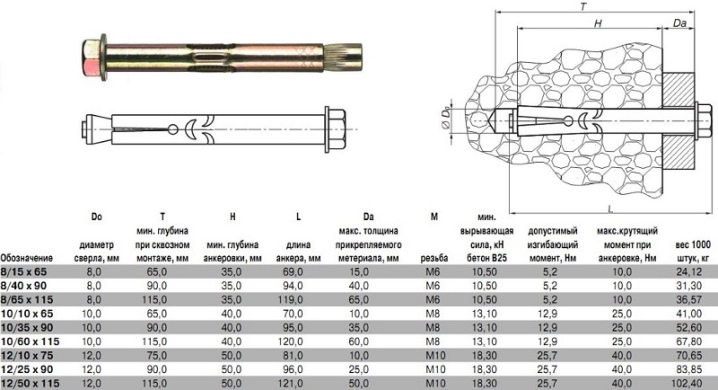
Для того чтобы избежать постоянного измерения анкеров в процессе выбора или работ, на их гильзу с помощью штампа наносится маркировка, позволяющая быстро сориентироваться. Приведем пример маркировки анкера отечественного производства: М12 16х150. В этом случае М12 – размер резьбы, 16 – диаметр гильзы и сверла, которым необходимо проделать отверстие, 150 – максимальная глубина, на которую необходимо просверлить материал, соответствующая длине метиза. У разных производителей маркировка может несколько отличаться. Кроме выше приведенной информации, в маркировке могут так же указать максимальную толщину закрепляемого материала.
Конструктивные требования к болтам
- При сборке соединений отверстия в деталях конструкций должны быть совмещены и детали зафиксированы от смещения сборочными пробками (не менее двух), а пакеты плотно стянуты болтами. В соединения с двумя болтами сборочную пробку
устанавливают в одно из них. - В собранном пакете болты заданного в проекте диаметра должны пройти в 100% отверстий. Допускается прочистка 20% отверстий сверлом, равным по диаметру отверстия. При этом в соединениях с работой болтов на срез и смятие допускается чернота (несовпадение отверстий в смежных деталях) до 1 мм — в 50% отверстий, до 1.5 мм — в 10% отверстий. В случае несоблюдения этого требования с разрешения разработчика проекта все отверстия должны быть рассверлены на ближайший больший диаметр с установкой болтов соответствующих диаметров. Запрещается применение болтов разных диаметров при работе соединения на срез. В соединениях, работающих на растяжение, а также в соединениях, где болты установлены конструктивно, чернота не должна превышать разности диаметров отверстия и болта.
- Запрещается применение болтов и гаек, не имеющих клейма завода изготовителя, и маркировки, обозначающей класс прочности.
- Под гайки болтов следует устанавливать не более двух круглых шайб (ГОСТ
11371-78). Допускается установка одной такой шайбы под головку болта. В необходимых случаях следует устанавливать косые шайбы (ГОСТ 10906-78). Резьба болтов не должна входить в глубь отверстия более чем наполовину толщины крайнего
элемента пакета со стороны гайки. - Решения по предупреждению самоотвинчивания гаек постановка пружинной шайбы (ГОСТ 6402-70) или контргайки — должны быть указаны в рабочих чертежах. Применение пружинных шайб не допускается при овальных отверстиях или
при разности диаметров отверстия и болта более 3 мм, а также при совместной установке с круглой шайбой. Запрещается стопорение гаек забивкой резьбы или прихваткой к стержню болта. - Гайки и контргайки следует закручивать до отказа от середины соединения к краям.
- Головки болтов должны плотно соприкасаться с плоскостями шайб, а стержень
болта выходить из гайки не менее чем на 3 мм. - Плотность стяжки пакета следует контролировать щупом 0.3 мм, который в пределах зоны, ограниченной шайбой, не должен проходить между собранными деталями на глубину более 20 мм.
- Качество затяжки следует проверять остукиванием молотком с массой 0.4 кг, при этом болты не должны смещаться.
Что такое винт, шуруп, саморез, болт, шайба и гайка, как выглядит, для чего предназначен?
Шайба — это крепежное изделие, которое является вспомогательным и подкладывается под головку гайки. Основное назначение такого изделия — увеличить площадь давления, а также препятствовать разрушению других крепежных элементов. Кроме того, шайба препятствует развинчиванию крепления и делает его более устойчивым к разного рода механическим воздействиям.
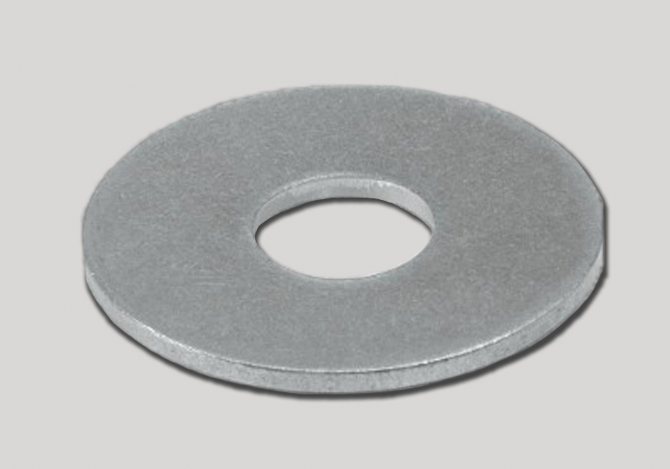
Шайба
Шуруп — крепежный элемент, который является разновидностью винта, отличается от него тем, что имеет толстый стержень, наружную резьбу, а также заостренный кончик. Это способствует более легкому и простому вхождению в твердую поверхность. А именно в дерево или бетон. Чаще всего для шурупов проделывают специальные отверстия, которые наполняют относительно мягким материалом. Обычно это дерево.

Шуруп
Винт — тоже крепежное изделие, разновидностью которого является саморез или шуруп. Основная особенность крепежного элемента в том, что это стержень с наружной резьбой и достаточно большой головкой для ввинчивания. Чаще всего на головке делают специальные отверстия, чтобы винты можно было закручивать при помощи отвертки. Или делают специальные насечки, чтобы ввинчивать изделия при помощи специального ключа.

Винт
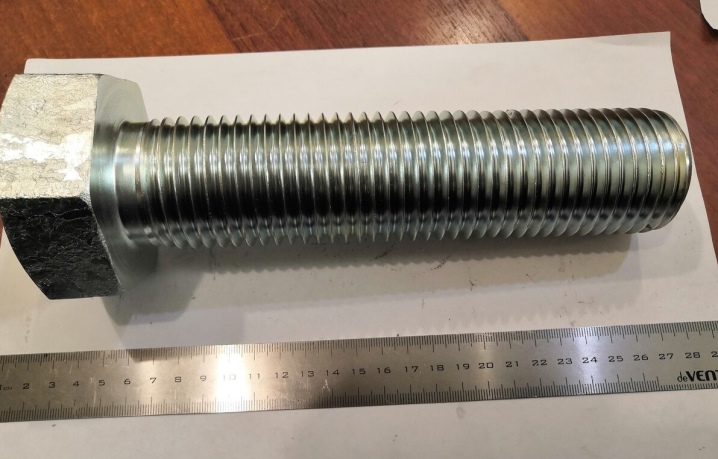
Болт — крепежное изделие, которая представляет собой цилиндр с достаточно высокой шестигранной головкой. Чаще всего работает вместе с гайкой в паре, и используется с целью соединения некоторых деталей.

Болт
Гайка — крепежное изделие, внутри которого находится резьба, используется в комплекте с винтом или болтом. Обычно гайки изготавливаются шестигранной формы, для того чтобы можно было их крепить при помощи ключа.

Гайка
Масса болтов разных видов
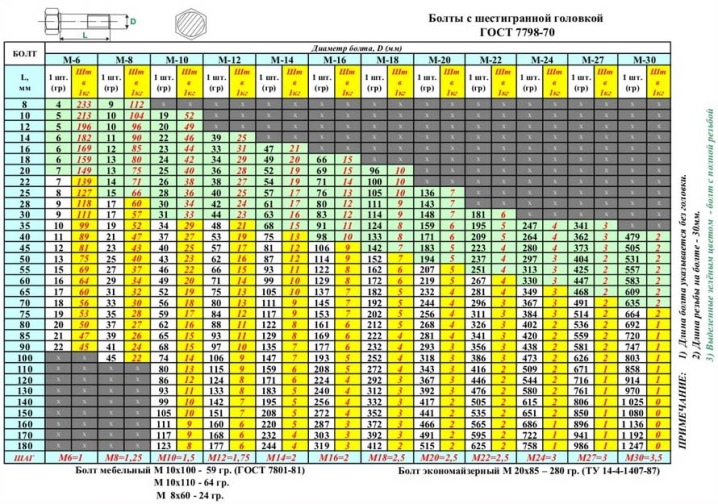
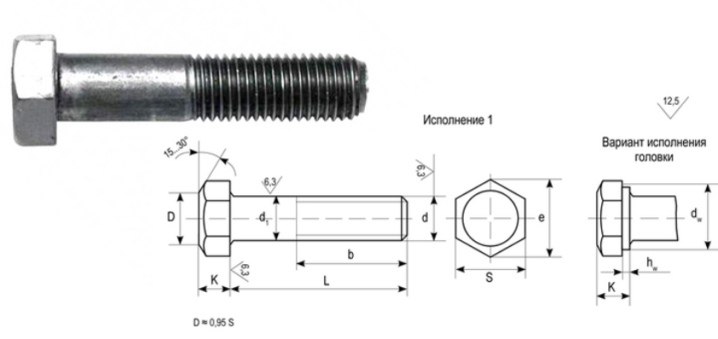
Болт с головкой в форме шестигранника и полной винтовой нарезкой (ГОСТ 7798-70) – самый востребованный крепеж в строительной и машиностроительной сфере, а также при сборке мебели или ее ремонте. Производится болт из нержавеющей и углеродистой стали, а также возможно исполнение из латуни. Имеет зарубежный аналог по DIN 933.


Масса одного болта в граммах зависит от размера шапочки, ее формы и длины болта. Материал также влияет на этот показатель. Показатели ниже показывают, насколько разнообразные метизы существуют, и какой у них может быть вес в граммах:
- М6 – 4,71, М6х14 – 5,52, М6х16 – 5,93, М6х20 – 6,74, М6х25 – 7,87, М6х30 – 8,98, М6х35 – 10,09, М6х40 – 11,2, М6х45 – 12,31, М6х50 – 13,42, М6х55 – 14,53, М6х60 – 15,64, М6х65 – 16,76, М6х70 – 17,87, М6х75 – 18,98, М6х80 – 20,09, М6х85 – 21,2, М6х90 – 22,31;
- М8х10 – 9,624, М8х14 – 11,08, М8х16 – 11,8, М8х20 – 13,25, М8х25 – 15,07, М8х30 – 17,35, М8х35 – 19,32, М8х40 – 21,3, М8х45 – 23,27, М8х50 – 25,25, М8х55 – 27,22, М8х60 – 29,2, М8х65 – 31,17, М8х70 – 33,14, М8х75 – 35,12, М8х80 – 37,09, М8х85 – 39,07, М8х90 – 41,04, М8х95 – 43,02, М8х100 – 44,99;
- М16 – 68, М16х30 – 83, М16х40 – 97, М16х50 – 113, М16х60 – 129, М16х70 – 145, М16х80 – 161, М16х90 – 176, М16х100 – 192.
Болт с уменьшенной головкой в форме шестигранника (ГОСТ 7796-70) применяется для крепления конструкций, для которых важно значение высоты головки
Для изготовления используется сталь 10, 20, 35, 35Х, 40Х, 30ХР, класс точности – В. Вес 1 шт. в граммах:
- М10х10 – 13,57, М10х14 – 15,85, М10х16 – 16,99, М10х20 – 19,26, М10х25 – 22,11, М10х30 – 24,95, М10х40 – 31,25, М10х50 – 37,42, М10х60 – 43,59, М10х70 – 49,76, М10х80 – 55,93, М10х90 – 62,1, М10х100 – 68,27;
- М12 – 25,09, М12х16 – 26,73, М12х20 – 30,01, М12х30 – 38,21, М12х40 – 47,03, М12х50 – 55,92, М12х60 – 64,8, М12х70 – 73,69, М12х80 – 82,57, М12х90 – 91,46, М12х100 – 1003;
- М20х25 – 111, М20х30 – 123, М20х40 – 146, М20х50 – 169, М20х60 – 194, М20х70 – 218, М20х80 – 243, М20х90 – 268, М20х100 – 293
Рым-болты (ГОСТ 4751-73) используются при грузоподъемных и такелажных работах. Главная особенность метиза: вместо головки – кольцо для крепления троса. Сталь для изготовления – С15Е. Имеет зарубежный аналог по DIN 580. Один рым-болт имеет вес:
- М8 – 50 г;
- М10 – 120 г;
- М16х20 – 310 г;
- М20х24 – 500 г;
- М24х29 – 870 г.

Вес более крупных метизов удобнее привести в килограммах:
- М30х37 – 1,58;
- М36х43 – 2,43;
- М42х50 – 3,72;
- М48х52 – 5,54;
- М56х60 – 8,09.
Стыковые болты в сборе (ГОСТ 11530-93) – метизы с головкой круглой формы и овальным подголовником – применяются для стыкования рельсов железнодорожного пути. Один стыковой болт в граммах весит:
- М22х135 – 448;
- М24х150 – 585;
- М27х130 – 696;
- М27х160 – 818.

Закладной болт (ГОСТ 16017-79) предназначен для соединения подкладок из металла или установки рельсов на железобетонную основу. Закладные болты изготавливаются в 2 стандартных размерах, их вес в граммах:
- М22х175 – 635;
- М22х225 – 1350.

Анкерные болты (ГОСТ 24379-80) применяются для крепления какой-либо конструкции на несущем основании. Вес одного анкера:
- М12х300 – 350, М12х400 – 440 г;
- М16х300 – 660, М16х600 – 1130, М16х900 – 1600, М16х1000 – 1730 г;
- М20 х400 – 1,32, М20х500 – 1,57, М20х900 – 2,55, М20х1000 – 2,8 кг;
- М24 – 2,35, М24х1000 – 4,13, М24х1500 – 5,9, М25х1700 – 6,61 кг;
- М48х900 – 17,41, М48х1000 – 18,83, М48х1500 – 25,93, М48х2000 – 33,03 кг.


Размеры
Отверстия под крепеж М6 таковы (в сантиметрах):
-
для первого ряда – 0,64;
-
для второго ряда – 0,66;
-
на третьей линии еще больше — 0,7.
Но на практике встречаются и крепежные изделия меньшего габарита — М5. В этом случае порядная раскладка сечений такова:
-
5,3;
-
5,5;
-
5,8 мм.
При этом существует и немало отверстий под болты большего размера. Так, под М8 приходится делать каналы:
-
сначала 8,4 мм;
-
затем 9 мм;
-
и наконец, в третьем ряду уже 10 мм.
Следующий по диаметру габарит — М10. Для этого типа метизов действуют такие размерные нормы:
-
на первой линии – 1,05;
-
на второй линии – 1,1;
-
на третьей линии – 1,2 см.
Разумеется, существуют и гораздо более длинные приспособления для крепления. Речь идет, прежде всего, о категории М30. Для отверстий под такие болты установлены следующие стандарты (по рядам):
-
3,1;
-
3,3;
-
3,5 см.
Самый крупный тип болтов, допускаемых стандартом 1975 года, – это М85. Чтобы использовать его на первом ряду, необходимы каналы как минимум 87 мм. На втором и третьем уровнях требуются уже, соответственно, 91 и 96 мм. Правда, в бытовых условиях этот размер потребуется весьма редко.
Довольно часто в индустриальном секторе находят применение и болты типа М45. Для их использования необходимо готовить отверстие:
-
в первом ряду – 4,6;
-
во 2-м – 4,8;
-
в 3-м – 5,2 см.
Но, опять же, все это излишне крупно для обычного бытового крепления в большинстве случаев. Там зато находит спрос болт М12. А с ним уже ситуация заметно интереснее. В начальной размерной группе значение весьма жестко задано — 13 мм. Но в двух последующих есть выбор — 1,35/1,4 и 1,45/1,5 см соответственно.
То же самое касается и М14 (15, 15,5/16, 16,5/17), и М16 (17, 17,5/18, 18,5/19 мм). Следующий по списку продукт — М18 — имеет размеры подходящих проходов в металле (порядные):
-
1,9;
-
2;
-
2,1 см.
Но внимания, безусловно, заслуживают и крепежные изделия категории М20, вернее, отверстия под их размещение. Тут все кажется сравнительно простым — 21, 22 и 24 мм в зависимости от конкретного ряда. Для следующей позиции — М22 — типичны габариты проходов для фиксации 2,3, 2,4 и 2,6 см. Наконец, у еще одного популярного варианта — болтов категории М24 — эти же показатели порядно составят:
-
2,5;
-
2,6;
-
2,8 см.
Варьирование величины отверстий как минимум в некоторых случаях объясняется очень легко. Это связано с тем, что сами болты отличаются по классу точности. Если они отвечают требованиям категории A, то можно формировать канал и без зазора. Однако проблема в том, что это довольно сложно. И потому в реальных строительных конструкциях преимущественно используются соединения категории B.
Для фрикционных метизов сечением 12 мм номинальные размеры технического канала составляют от 13 до 15 мм. Для срезных и фрикционно-срезных установлены те же ограничения. Но при большем диаметре стержня начинаются уже отличия между этими двумя группами (для 20-мм крепежа — 21–24 и 21–23 мм соответственно).
Дальше нужно добавить еще толщину применяемых шайб и гаек. Дополнительно вводится поправочный коэффициент 30% к сечению метиза. Когда этот расчет произведен, необходимо подобрать среди сортамента крепежных конструкций ближайший размер. (По мере надобности расчет округляют в большую сторону, чтобы болт выходил из гайки как минимум на один оборот резьбы). Описанного вполне достаточно, чтобы оценить базовые параметры отверстий.
Но есть еще несколько тонкостей, о которых следует помнить обязательно. Некоторые болтовые соединения работают на срез. Если толщина внешней части более 0,8 см, то резьба должна оказываться вне соединяемого пакета. В прочих случаях она должна как минимум на 50%, но не менее чем на 0,5 см оказываться вне соединяемых изделий. Если длина крепежа не выполняет это условие, нужно выбирать более длинный или же укорачивать отверстие — только убедившись, что крепление не потеряет надежности.
В следующем видео предлагаем наглядно ознакомиться с видами и размерами отверстий под болты.
Стандартный вес
В ассортименте крепежных изделий представлено множество болтов в разном исполнении.
Класс точности у таких изделий – В, резьбовая нарезка расположена по всему стержню. В зависимости от резьбы меняется вес и размер крепежей.
Чтобы узнать теоретически, сколько весит один или тысяча метизов, нужно знать, под каким номером ГОСТа они находятся. Эти номера можно найти в специальных таблицах. В них достаточно информации о весе болтов в зависимости от диаметра, длины и вида гайки. А также можно узнать, сколько штук в одном килограмме, и какие нормы ГОСТ по весу соблюдаются для каждого вида болтов. Масса метиза обычно рассчитывается вместе с гайкой или шайбой.