Шероховатость поверхностей деталей
Содержание:
- Токарная операция, переход №1 «Подрезка торца».
- Выбор инструмента на мехобработки торцевых поверхностей
- Осторожность – добродетель
- Основные параметры
- Таблица параметров шероховатости типовых поверхностей деталей
- Зенкование
- Влияние СОЖ при сверлении
- Особенности сверления глубоких отверстий
- Формирование шипов и проушин
- Вычисление скорости резания
- Сверла для глубокого сверления – пушечные, ружейные, эжекторные
- Основные обозначения
Токарная операция, переход №1 «Подрезка торца».
При
расчёте режимов резания в качестве
материала режущей части инструмента
принимаем твёрдый сплав ВК8. Глубина
резания t = 1 мм. Подача S = 0,6 мм/об.
Скорость
резания:
,
где
Т – период стойкости инструмента
(принимаем Т=30мин), поправочные коэффициенты
Сv=215,
m=0,2, у=0,45, Кv
– поправочный коэффициент, учитывающий
скорость резания:
,
здесь
KMV
– коэффициент, учитывающий обрабатываемый
материал KMV=0,96,
KUV
– коэффициент, учитывающий материал
инструмента KUV=1,
KNV
– коэффициент, учитывающий состояние
обрабатываемой поверхности KNV=1
V=132,31м/мин.
Частота
вращения:
=601,9
об/мин. Принимаем n=600 об/мин.
Пересчёт
скорости резания в соответствии с
принятой частотой вращения:
V
= π*D*n/1000
=131,88 м/мин
Расчёт
сил резания:
Pz=2,5
кH, где Kp
= 0,94.
Расчёт
мощности резания:
N
= Pz*V/1000*60
=5,495 кВт.
Расчёт
основного времени обработки:
T
= (L/n*S)*i
= 0,103 мин.
где
L = 37 мм – путь резания, i=1
– количество проходов.
Токарная
операция, переход №2 «Точение канавки
D2
=
68 мм на длине L3
=
15 мм, шириной L4
=
2 мм».
При
расчёте режимов резания в качестве
материала режущей части инструмента
принимаем твёрдый сплав ВК8. Глубина
резания t = 1 мм. Подача S = 0,6 мм/об.
Скорость
резания:
,
где
Т – период стойкости инструмента
(принимаем Т=30мин), поправочные коэффициенты
Сv=215,
m=0,2, у=0,45, Кv
– поправочный коэффициент, учитывающий
скорость резания:
,
здесь
KMV
– коэффициент, учитывающий обрабатываемый
материал KMV=0,96,
KUV
– коэффициент, учитывающий материал
инструмента KUV=1,
KNV
– коэффициент, учитывающий состояние
обрабатываемой поверхности KNV=1
V=128,24м/мин.
Частота
вращения:
=600,6
об/мин. Принимаем n=600 об/мин.
Пересчёт
скорости резания в соответствии с
принятой частотой вращения:
V
= π*D*n/1000
=128,1 м/мин
Расчёт
сил резания:
Pz=1,31
кH, где Kp
= 0,94.
Расчёт
мощности резания:
N
= Pz*V/1000*60
= 2,74 кВт.
Расчёт
основного времени обработки:
T
= L/n*S
= 0,003 мин.
где
L = 1 мм – путь резания.
Токарная
операция, переход №3 «Сверление отверстия
D3=16
мм на проход».
При
расчёте режимов резания в качестве
материала режущей части инструмента
принимаем твёрдый сплав ВК8. Глубина
резания t = 8 мм. Подача S = 0,2 мм/об.
Скорость
резания:
,
где
Т – период стойкости инструмента
(принимаем Т=30мин), поправочные коэффициенты
Сv=3,5,
m=0,12, у=0,45, Кv
– поправочный коэффициент, учитывающий
скорость резания:
,
здесь
KMV
– коэффициент, учитывающий обрабатываемый
материал KMV=0,96,
KUV
– коэффициент, учитывающий материал
инструмента KUV=1,
KLV
– коэффициент, учитывающий состояние
обрабатываемой поверхности KLV=
0,85
V=19,21м/мин.
Частота
вращения:
=382,4
об/мин. Принимаем n=380 об/мин.
Пересчёт
скорости резания в соответствии с
принятой частотой вращения:
V
= π*D*n/1000
=19,1 м/мин
Расчёт
сил резания:
о
= 10*Cp*Dq*Sy*Kp
Pо=7,64
кH, где Kp
= 1,03, Cp
= 143, q=2,
y=0,7.
Расчёт
крутящего момента:
Мкр
= 10*См*Dq*Sy*Kp
= 35,04 H*m
Расчёт
мощности резания:
N
= Мкр*n/9750
= 1,37 кВт.
Расчёт
основного времени обработки:
T
= L/n*S
= 0,65 мин.
где
L = 50 мм – путь резания.
Выбор инструмента на мехобработки торцевых поверхностей
Для механообработки торцов зачастую применяются подрезные резцы. Такой инструмент подходит только для точения поверхностей металлоизделий, зафиксированных в патроне передней бабки (задний центр не используется). Вершина инструмента достигает центра обрабатываемого изделия намного позже, чем правый конец режущей кромки.
При закреплении детали только в патроне ее торцевую поверхность можно обрабатывать проходными прямыми резцами. Для этого инструмент устанавливается в специальном держателе для резцов параллельно линии центров.
Подрезные резцы могут быть правыми и левыми. Первый вариант подходит для точения торцов. Более того, им можно обтачивать различные уступы, расположенные по направлению к задней бабке. Что касается обработки уступов, расположенных по направлению к передней бабке, то здесь больше подойдет левый подрезной резец.
Инструмент для мехобработки торцов оснащается твердосплавными и стальными пластинами. Характерной особенностью подрезных и проходных резцов является идентичная форма передней поверхности.
Перейти к списку статей >>
Осторожность – добродетель
При сверлении глубоких отверстий наращивание до полной скорости и подач может создать проблемы безопасности и поставить под угрозу работу.Таким образом, многие из стандартных рекомендаций по универсальным сверлам T-A можно обобщить в одной фразе: осторожно подходите к пилотному отверстию. Приближение к уже существующему отверстию осторожно помогает избежать образования рубцов или повреждений
Это позволяет полям сверла взаимодействовать с материалом до того, как вы наберете скорость. Отверстие начинает действовать как втулка, которая удерживает сверло в центре и обеспечивает качество деталей
Приближение к уже существующему отверстию осторожно помогает избежать образования рубцов или повреждений. Это позволяет полям сверла взаимодействовать с материалом до того, как вы наберете скорость
Отверстие начинает действовать как втулка, которая удерживает сверло в центре и обеспечивает качество деталей.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.
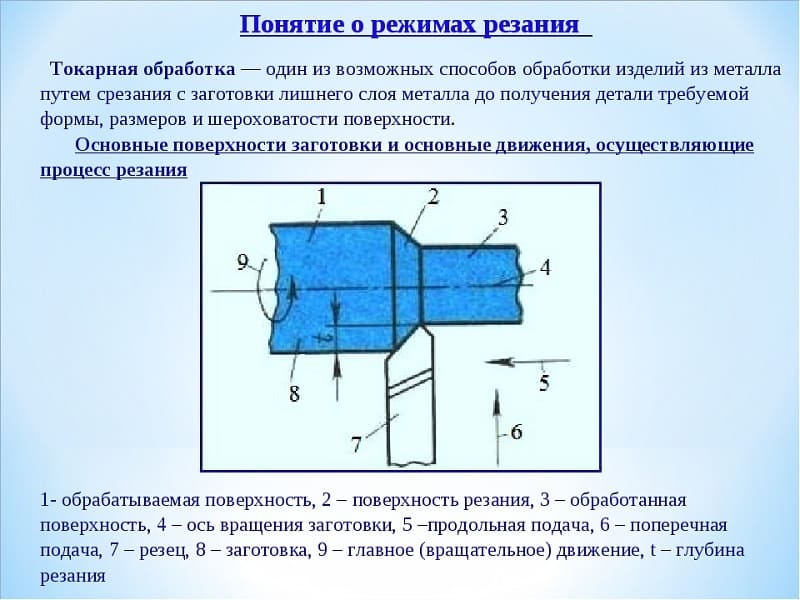
Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.

Глубина резания
В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.
Скорость резания
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Таблица параметров шероховатости типовых поверхностей деталей
| Параметры шероховатости, мкм | Типовые поверхности и детали |
|---|---|
| Rz 400 | Поверхности заготовок в состоянии поставки, не прошедшие механической обработки. |
| Rz 200 | Нерабочие контуры детали, поверхности после литья, ковки, штамповки. |
| Ra 25 | Поверхности деталей под сварные швы. Опорные поверхности пружин сжатия. Опорные поверхности станин, корпусов, лап. Отверстия масляных канатов на силовых валах. |
| Ra 12,5 | Несопрягаемые поверхности неответственных деталей: оснований, кронштейнов, корпусов, свободные поверхности крепежных деталей. Отверстия на проход под болты, винты, головки винтов; поверхности пазов под головки болтов, винтов, гаек. Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. Поверхности головок винтов. |
| Ra 6,3 | Поверхности деталей, прилегающие к другим поверхностям, но не являющиеся посадочными: опорные плоскости корпусов, кронштейнов, крышек, торцы бобышек. Нерабочие торцы валов, втулок, планок. Торцовые поверхности под подшипники качения. Наружные свободные поверхности зубчатых колес. Канавки, фаски, выточки, зенковки, закругления и т.п. |
| Ra 3,2 | Торцы ответственных валов, втулок, планок, поверхности канавок, выточек, дисков. Несопрягающиеся поверхности зубчатых колес, шлицевых валов и втулок. Рабочие поверхности шпонок и шпоночных пазов; эвольвентные поверхности профиля зуба стальных зубчатых колес. Шаровые поверхности ниппельных соединений, канавки под уплотнительные резиновые кольца подвижных и неподвижных торцовых соединений. |
| Ra 1,6 | Поверхности выступающих частей быстровращающихся деталей. Поверхности направляющих. Опорные плоскости реек. Поверхности эвольвенты зуба стальных цилиндрических и конических колес, шлицевых валов, крепежной резьбы нормальной точности. Посадочные поверхности зубчатых колес, червяков. |
| Ra 0,8 | Трущиеся поверхности малонагруженных деталей. Посадочные поверхности отверстий и валов под неподвижные посадки. Рабочие поверхности дисков трения. Поверхности резьбы ходовых винтов. Поверхности цилиндров, работающих с манжетами. Посадочные места подшипников качения. Наружные диаметры шлицевого соединения. |
| Ra 0,4 | Посадочные поверхности с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Притираемые поверхности в герметичных соединениях. Поверхности штоков и шеек валов, работающих в уплотнениях. Торцовые поверхности поршневых колец. |
| Ra 0,2 | Трущиеся поверхности сильнонагруженных деталей. Поверхности, работающие в условиях трения, например, наиболее ответственные оси и валы повышенной точности; рабочие поверхности коленчатых и распределительных валов быстроходных двигателей; поверхности ответственных цилиндрических и призматических направляющих. |
| Ra 0,1 | Поверхности деталей, работающих на трение, от износа которых зависит точность работы механизма. Внутренние поверхности цилиндров поршневых машин, наружные поверхности пальцев поршневых колец, поверхности трения. |
| Ra 0,05 | Рабочие шейки валов прецизионных быстроходных станков и механизмов. Рабочие поверхности деталей измерительных приборов в подвижных соединениях средней точности, измерительные поверхности калибров. |
| Ra 0,025 | Зеркальные валики координатно-расточных станков, поверхности прецизионных шкал с оптическим отсчетом. |
| Ra 0,012 | Зеркальные поверхности концевых мер длины. |
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Онлайн калькулятор для расчета режимов резания при точении.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Зенкование

Зенкованием называют отделку цилиндрообразных или конусообразных отверстий, которые предназначаются для формирования углублений под утопленные головки крепежа. Делают это специнструментом, который называется «зенковка».
Есть ряд правил, которых нужно придерживаться при зенковании отверстий:
- Зенкуется отверстие исключительно после полного его просверливания.
- Сверление зенкование отверстия производятся во время одного подхода. Зенкование нужно производить после окончания сверления, не вынимая детали из станочных креплений. В ходе одного «подхода» производят обработку двумя инструментами.
- Использовать можно только невысокую частоту оборотов шпинделя (не более 100 оборотов в минуту), причем в это время нужно применять эмульсию. Глубину обработки можно проверить обычным штангенциркулем.
- Если использовать для зенкования цилидрическую зенковку, у которой размер цапфы превышает размер отверстия, которое нужно обработать, нужно сделать следующее. Вначале сверлится отверстие, которое по размеру совпадает с цапфой. Затем оно зенкуется, а после всего этого производится рассверливание до нужного размера.
Влияние СОЖ при сверлении
Формирование стружки является единственным способом оценить производительность сверла во время обработки. Формы изогнутой формы (то есть «шестерки» и «девятки») идеальны, в то время как более длинные и жесткие стружки отводят тепло из зоны резания менее эффективно. Цвет тоже имеет значение. Когда зона резания перегревается, стружка постепенно становится серой, черной и синей. Обесцвеченные стружки могут указывать на необходимость уменьшения нагрева путем замедления оборотов шпинделя, в то время как вязкие стружки могут указывать на необходимость увеличения скорости подачи до точки, в которой обрабатываемый материал ломается, а не отслаивается.
Одним из наиболее недооцененных факторов в любом процессе обработки, даже после сверления, является охлаждающая жидкость. Учитывая значительное влияние охлаждающей жидкости на то, как образуется стружка, регулировка концентрации и потока охлаждающей жидкости также может помочь решить проблемы с оптимизацией работы сверла в зоне резания.
Водорастворимые охлаждающие жидкости являются наиболее распространенными, поскольку они хорошо отводят тепло. Тем не менее, полусинтетические или полностью масляные составы могут быть лучшим выбором для улучшения смазывающей способности и обеспечения коротких сегментированных стружек. Хотя инструменты могут изнашиваться быстрее и параметры резания должны быть менее агрессивными, чем при использовании охлаждающей жидкости на водной основе, покрытие пластины, которое повышает термостойкость, может помочь компенсировать это.
Одним из не подлежащих обсуждению факторов является использование сквозных отверстий для подачи СОЖ. Станки также должны обеспечивать достаточное давление охлаждающей жидкости. Небольшие сверла требуют значительно большего давления для удаления стружки, потому что они должны работать при более высоких оборотах, чтобы достичь той же скорости поверхности, чем и у более больших диаметров инструментов. Чем больше давление, тем быстрее стружка выходит из отверстия и тем быстрее вы можете вращать сверло.
Особенности сверления глубоких отверстий
Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров. Данная технологическая операция отличается высокой сложностью и трудоемкостью, а главным условием ее качественного выполнения является эффективное охлаждение используемого инструмента, которое, как правило, осуществляется под давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Для этого используют специальную кондукторную втулку или осуществляют такую процедуру по предварительно выполненному отверстию меньшего диаметра
В силу технических сложностей глубокое сверление следует выполнять на специальном оборудовании
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории. Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Формирование шипов и проушин
Брусковые детали чаще всего используют для формирования рамок с помощью шипов и проушин (рис. 1). Используемые для этой цели шипы принято называть рамными. Рамные шипы и проушины формируют на шипорезных станках.
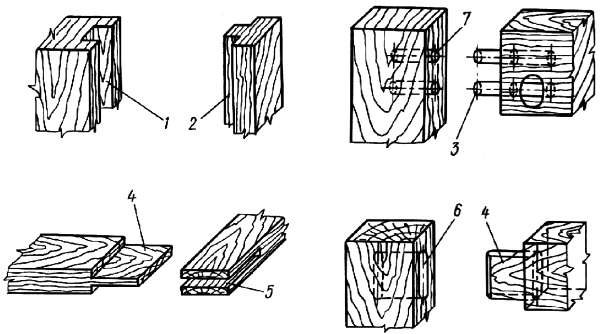
Рис. 1. Элементы шиповых соединений: 1 – паз; 2 – гребень; 3 – шип круглый; 4 – плоские шипы; 5 – проушина; 6 – гнездо плоского шипа; 7 – гнездо круглого шипа
Рамные прямоугольные шипы можно формировать на одноили двухсторонних шипорезных станках. Из односторонних шипорезных станков находят применение ШО-16-4, СФШ 003, ШПК-40 (Россия), GRIGGIO GT-4S, GRIGGIO GАT 180 (Италия), RAUTEK МХ2108А (Китай) и др. Из двухсторонних шипорезных станков наибольшее распространение получили ШД 10-8, ШД 10-10, ШД 16-8 (Россия), автоматические Beaver 3820 (Германия) (рис. 2), MX 2626 (Китай) и др. Автоматические фрезерные станки OMEC (Италия) предназначены для фрезерования шипа типа «ласточкин хвост».

Рис. 2. Станок автоматический шипорезный форматно-обрезной двусторонний Beaver 3820
Применяются фрезерные станки с нижним расположением шпинделя, предназначенные для фрезерования по направляющей линейке или шаблону, для нарезания шипов и проушин марок GRIGGIO Т-90i (Италия), TP 120 фирмы ROBLAND (Бельгия) (рис. 3). Станок TP 120 оборудован эксцентриковым прижимом, телескопической наклонной линейкой для нарезания шипов, кожухом с аспирацией. В качестве опций предлагаются копировальное устройство, автоматическое пусковое устройство, верхние и нижние прижимы заготовки, алюминиевые ограждения шпинделя.

Рис. 3. Фрезерный станок с нижним шпинделем ROBLAND TP 120
Режущий инструмент шипорезных станков состоит из пильного диска для торцевания в размер, двух горизонтальных ножевых головок для нарезания шипа и горизонтально поставленных прорезных дисков или пил для нарезания проушин.
Нарезаемые на рамных шипорезных станках шипы у брусков прямоугольного сечения также имеют форму прямоугольника. Однако в большинстве случаев для фрезерования гнезд под шипы применяют сверла или концевые фрезы, в результате чего образуются гнезда с закругленными по радиусу режущего инструмента концами.
Для получения плотного соединения без зазоров требуется подрезание углов гнезда или закругление кромок шипа. Эта операция может производиться путем обжима шипов между стальными матрицей и пуансоном на нетиповых станках.
В настоящее время все большее распространение получают шипорезные станки, изготавливающие шипы со скругленными гранями. При формировании этих шипов применяется комбинированный режущий инструмент, состоящий из дисковой пилы и ножевой головки. Используются следующие марки станков: СТ408-А, СТ406 (Россия), MDK 3113B, VANGUARD MD3110A (Китай), BACCI TSG2T (Италия), и др.
Вычисление скорости резания
Время точения металла (tосн, основное время) — самая затратная составляющая в суммарном времени изготовления единичного изделия. Поэтому от скорости выполнения этой технологической операции напрямую зависит экономическая эффективность использования токарного оборудования. Правильный расчет скорости резания при токарной обработке важен не только с точки зрения стоимостных показателей производственной операции. Ошибки в расчете и применении этого параметра может привести не только к браку детали, но и к повреждению токарного оборудования, оснастки и инструмента. Далее приводится последовательность расчета этого показателя для самой распространенной операции — обточки цилиндрической поверхности.
Основные факторы, влияющие на скорость резания
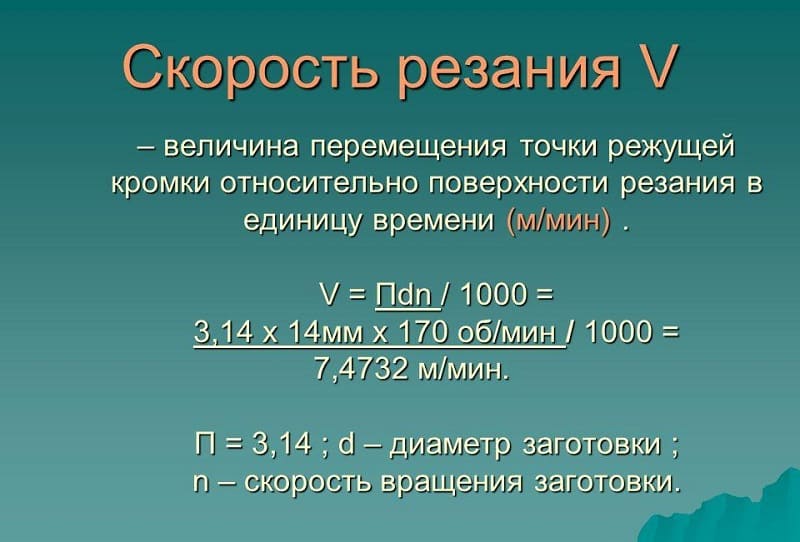
Скорость резания v имеет размерность м/мин и в общем виде вычисляется по формуле:
v = π×D×n/1000,
где D — диаметр заготовки в мм; n — скорость шпинделя в об/мин.
Но на токарном оборудовании невозможно количественно задать v в качестве параметра управления. При работе на токарных станках предусмотрена регулировка только оборотов шпинделя и подачи инструмента, которые зависит не только от значения v, но и от ряда других факторов: материала детали, мощности главного привода, вида точения и характеристик режущего инструмента. Поэтому при расчете режимов в первую очередь определяют расчетные обороты шпинделя:
n = 1000×v/π×D.
На основании полученного результата по таблицам справочной литературе выбирают соответствующее значение v, которое зависит глубины точения, подачи, материала, типа резца и вида операции.
Для расчета теоретической глубины резания t на основании чертежа определяют размерные характеристики детали и заготовки, а затем с учетом геометрических параметров инструмента вычисляют ее по формуле:
t = (D-d)/2,
где D — диаметр заготовки; d – конечный диаметр детали.
После вычисления величины t по справочникам определяют табличное значение подачи S в мм/об. В справочных таблицах учтены: вид материала (различные стали, бронза, чугун, титан, алюминиевые сплавы), тип точения (черновое, чистовое), параметры резца и геометрия его подхода к обрабатываемой поверхности. Затем по технологическим таблицам на основании полученных величин t и S определяют vτ — табличное значение скорости резания.
Далее vτ должна быть скорректирована в соответствии с реальными условиями точения, к которым относят: период стойкости и технические параметры резца, прочностные характеристики материала, физическое состояние обрабатываемых поверхностей, геометрия резания.
Корректировка vт осуществляется с помощью группы поправочных коэффициентов:
vут = vт×К1×К2×К3×К4×К5,
где vут — уточненная скорость резания; K1 — коэффициент, зависящий от времени работы резца; K2, K4 — коэффициенты, зависящие от технических параметров резца; K3 — коэффициент, зависящий от состояния обрабатываемой поверхности; K4 — коэффициент, зависящий от материала резца; K5 — коэффициент, зависящий от геометрии обработки.
После расчета vут вычисляют уточненную скорость вращения шпинделя nут по следующей формуле:
nут = 1000×vут/π×D.
Значение nут должно лежать в диапазоне паспортных скоростей главного привода станка, которые приведены в заводской документации токарного оборудования. Если полученная в результате расчетов nут не имеет точного соответствия в таблицах станка, то необходимо применить ближайшее самое меньшее число.
Формулы для токарной обработки
На последнем этапе рассчитывают фактическую скорость резания vф:
vф = π×D×nут/1000.
Vф напрямую связана с мощностью главного двигателя станка. Поэтому она является основным параметром при выборе конкретного типа токарного станка для обработки требуемой детали.
Сверла для глубокого сверления – пушечные, ружейные, эжекторные
Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью. Процесс глубокого сверления на токарно-фрезерном центре
Основные обозначения
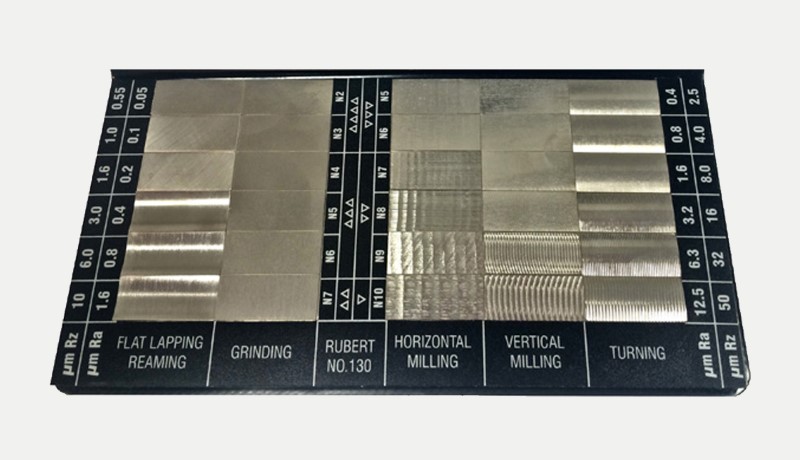
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.
Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.