Гост 4608-81 основные нормы взаимозаменяемости. резьба метрическая. посадки с натягом (с изменением n 1)
Содержание:
- Приспособления
- Методика нарезания
- Точность — нарезание — резьба
- ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
- Допуски и посадки крепежной резьбы с натягом
- Общие положения
- ДОПУСКИ
- Допуски формы
- Нормирование уровней точности
- Профиль метрической резьбы
- Параметры отверстия
- Классы — точность — резьба
- Нарезание наружной резьбы плашкой
- ОБОЗНАЧЕНИЯ
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
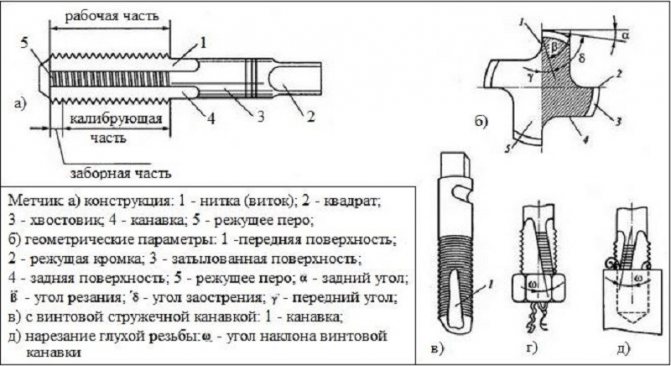
Устройство метчика
Метчики бывают:
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2ʺ, трубной – 1/8-2ʺ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
Шаг резьбы
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
Система резьб
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки
Точность — нарезание — резьба
Точность нарезания резьбы находится также в пределах 3-го класса.
Точность нарезания резьбы зависит не только от точности изготовления режущего инструмента, но и от режима резания, смазки, жесткости крепления, свойств обрабатываемого металла. Поэтому на основные элементы резьб: шаг, профиль, наружный средний и внутренний диаметры установлены допуски.
|
Оправка для нарезания резьбы в глухих отверстиях. |
В целях повышения точности нарезания резьбы необходимо как можно более тщательно устанавливать резьбонарезные головки.
В связи с тем что точность нарезания резьбы зависит также от обрабатываемого материала, скорости резания, СОЖ и других факторов, потребители могут выбирать другие классы метчиков, применение которых обеспечивает получение резьбы требуемой точности.
|
Схема для корригирования перемещений с коррекционной ( а и температурной ( б линейкой. |
Применение коррекционных устройств в станках позволяет повысить точность нарезания резьб в 3 — 4 раза.
|
Конструктивные элементы ( а, профиль резьбы ( б и геометрические параметры метчиков. |
Длина калибрующей части метчиков оказывает влияние на ресурс времени их работы, силу трения и точность нарезания резьбы. Рекомендуемая длина калибрующей части обычно равна 6 — 12 шагам резьбы. На калибрующей части и боковых сторонах пера задний угол чаще равен нулю, и лишь у метчиков со шлифованной резьбой его получают затылованием на резьбошлифовальном станке; затылование незначительно ( 0 2 — 0 3 мм по ширине пера), однако и это приводит к резкому уменьшению трения и облегчению работы.
Длина калибрующей части метчиков оказывает влияние на ресурс времени его работы, силы трения, точность нарезания резьбы. С точки зрения снижения сил резания и трения, а также повышения точности резьбы, нарезаемой метчиком, целесообразно длину калибрующей части делать минимально возможной. Для крупных и средних метчиков, а также для гаечных метчиков минимально допустимой является калибрующая часть длиной 0 5 диаметра резьбы, а для мелких метчиков — длиной 1 0 — 1 2 диаметра.
Очевидно, погрешности изготовления будут тем больше, чем длиннее кинематическая цепь, поэтому повышения точности нарезания резьб достигают выключением коробки подач. Настройка станка на шаг нарезаемой резьбы производится и в этом случае также гитарой сменных колес.
Передача ходовой винт-гайка выходит из строя обычно вследствие неравномерного по длине износа резьбы ходового винта и соответственно потери точности нарезания резьбы. Скорость изнашивания по среднему диаметру резьбы на участке наибольшего износа незакаленных ходовых винтов токарно-винто-резных станков, работающих в условиях индивидуального и мелкосерийного производства, при нарезании резьб быстрорежущим инструментом, если условно принять, что станки используют только на нарезании резьб, составляет в среднем 1 5 мм за условный год при двухсменной работе. Скорость изнашивания маточных гаек выше, чем у ходовых винтов ( в месте наибольшего износа), в среднем в 4 5 — 5 раз , однако износ гаек оказывает значительно меньшее влияние на точность нарезания резьбы, чем износ винтов.
В крупносерийном производстве создаются специальные автоматизированные устройства для быстрого подвода плашки к детали и ускоренного ее свинчивания. Точность нарезания резьбы плашкой находится в пределах 6-го квалитета.
|
Коррекционное устройство к токарно-винторезному станку. |
Прогрессивные ошибки могут быть скомпенсированы коррек-ционным устройством. Местные и периодические ошибки шага ходового винта мало влияют на точность нарезания резьбы, так как компенсируются маточной гайкой, если она имеет достаточную длину.
ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены в :
Таблица 1
Наименование
d
Наружный диаметр наружной резьбы (болта)
d1
Внутренний диаметр наружной резьбы
d2
Средний диаметр наружной резьбы
D
Наружный диаметр внутренней резьбы (гайки)
D1
Внутренний диаметр внутренней резьбы
D2
Средний диаметр внутренней резьбы
P
Шаг резьбы
H
Высота исходного треугольника
Rmin
Наименьший радиус впадины наружной резьбы
S
Длины свинчивания группы короткие
N
Длины свинчивания группы нормальные
L
Длины свинчивания группы длинные
Td; Td2; TD1; ТD2
Допуски диаметров d, d2, D1, D2
es
Верхнее отклонение диаметров наружной резьбы
ES
Верхнее отклонение диаметров внутренней резьбы
ei
Нижнее отклонение диаметров наружной резьбы
EI
Нижнее отклонение диаметров внутренней резьбы
1.2. Система допусков резьбы предусматривает:
допуски диаметров резьбы;
положения полей допусков диаметров резьбы;
классификацию длин свинчивания;
поля допусков резьбы и их выбор с учетом длин свинчивания.
1.3. Схемы полей допусков наружной и внутренней резьбы в посадках с зазором приведены на .
Черт. 1
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.4. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в .
Допуски диаметров d и D не устанавливаются.
Допуски среднего диаметра резьбы являются суммарными.
Таблица 2
Диаметр резьбы
Степень точности
Наружная резьба
d
4; 6; 8
d2
3; 4; 5; 6; 7; 8; 9; 10*
Внутренняя резьба
D2
4; 5; 6; 7; 8; 9*
D1
4; 5; 6; 7; 8
* Только для резьб на деталях из пластмасс.
1.5. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EI для внутренней) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Положения полей допусков приведены на и в .
Таблица 3
Диаметр резьбы
Степень точности
Наружная резьба
d
d; е; f; g; h
d2
d; е; f; g; h
Внутренняя резьба
D2
Е; F; G; H
D1
Е; F; G; H
Примечания:
1. Верхнее отклонение диаметра d1 должно соответствовать основному отклонению диаметра d2.
2. Нижнее отклонение диаметра D должно соответствовать основному отклонению диаметра D2.
3. Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.
1.6. Длины свинчивания подразделяются на три группы: короткие S, нормальные N и длинные L.
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения. Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметров d или D1).
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в .
Допуски и посадки крепежной резьбы с натягом
Согласно ГОСТ 16093—81 допускаются любые сочетания полей допусков резьбы болтов и гаек, но сочетание полей допусков разных классов точности на средний и наружный (или внутренний для гаек) диаметры резьбы должно быть обосновано.
В соединениях шпилек с корпусами, а также при наличии специальных требований к резьбовым соединениям применяют переходные посадки, а также посадки с натягом. Неподвижность и прочность соединения обеспечиваются при посадках с натягом за счет натяга по среднему диаметру, при переходных посадках — за счет применения дополнительных элементов заклинивания:
- конического сбега,
- плоского бурта
- цилиндрической цапфы.
Схема расположения полей допусков для посадок с натягом показана на рис. 2. По наружному и внутреннему диаметрам предусмотрены зазоры, компенсирующие пластическое течение материала к вершинам резьбы. Для образования полей допусков в посадках с натягом установлены основные отклонения диаметров резьбы в зависимости от степени точности.
При малых натягах не исключается вывинчивание шпилек в эксплуатации, а при чрезмерно больших натягах возможно скручивание шпилек и разрушение резьбы в корпусах при монтаже, поэтому на средние диаметры резьб деталей стандартом установлены более высокие степени точности: 3-я и 2-я — для шпилек, 2-я — для гнезд.
Для обеспечения более однородных натягов в партии соединений резьбовые детали сортируют на группы.
На рис. 3, к примеру, представлены схемы расположения полей допусков среднего диаметра резьбы М14 X 1,5 с натягом при сборке без сортировки на группы (случай А), а также с сортировкой на две (В) и три (С) группы. Номера сортировочных групп обозначены цифрами I, II, III.
Посадки с натягом предусмотрены только в системе отверстия, что обеспечивает технологические преимущества. Рекомендуемые поля допусков и посадки приведены в табл. 1.1 (ГОСТ 4608—81).
Общие положения
В крупносерийном производстве каждая деталь изготовлена с заранее заданной степенью точности. Изготовить их с полностью одинаковыми характеристиками практически невозможно. Поэтому предусмотрена стройная система разрешённых изменений в реальных классах точности.
Каждый параметр обозначается на чертеже. Указанный размер допуска отражает численную характеристику разрешённого зазора, место размещения на изделии. По правилам размещение области, к которой относится допуск, ориентируется относительно так называемой нулевой линии. По этому показателю допуски бывают:
- симметричными и ассиметричными (разрешённое отклонение допускается с одной или обеих сторон относительно выбранной нулевой линии);
- выше или ниже заданной нормали;
- с заданной величиной смещения в требуемом направлении.
Посадкой называют параметр, который указывает допустимую точность при соединении отдельных деталей в цельный агрегат. Он задаётся установленными зазорами или натягами.
Их делят на три утверждённых типа:
- заранее предусмотренным зазором;
- допустимым натягом;
- переходного типа.
Во всех случаях допуском посадки считается величина, которая рассчитывается как разность между большим и наименьшим значением допустимого зазора. Вся существующая система классифицируется по следующим признакам:
- основания системы – это допуски отверстий и валов;
- классам точности (их подразделяют на 19 квалитетов);
- величине предусмотренных натягов.
Под допусками для отверстий понимают совокупность разрешённых значений с одинаковыми квалитетами. Для них устанавливаются предельно допустимые размеры отверстий. Вариация величины посадок достигается благодаря изменению предельных размеров вала. В системе вала перечисленные параметры изменяются в обратном порядке. Предельный размер вала сохраняет постоянство для различных посадок, а происходит изменение предельных размеров отверстия.
В системе допусков и посадок номера квалитетов являются показателями точности обработки. С возрастанием порядкового номера допуск размера увеличивается. Все размеры разделены на определённое количество интервалов. Величина каждого интервала равна трём миллиметрам. Линейка этих интервалов начинается с размера от 1 до 3 мм, затем от 3 до 6 мм и так далее. Для каждого интервала уже установлен свой усреднённый геометрический размер и обозначение. Он определяется по границам интервала. Для них определены квалитеты от пятого до семнадцатого. Чем меньше номер квалитета, тем обработка считается более точной.
https://youtube.com/watch?v=lPrxrmCvDis
Все рассчитанные параметры сведены в таблицы. Основными документами, которые систематизируют эти показатели, и правила их обозначения являются:
- ЕСДП расшифровывается как единая система допусков и посадок — установлена ГОСТ 25347-82;
- ОНВ закреплены в стандарте 25346-89 (основные нормы взаимозаменяемости устанавливают возможности по замене одних изделий аналогичными);
- ЕСКД единая система конструкторской документации объединяет все требования к оформлению и документов и нанесению обозначений — подробно изложена в стандарте 2.001-2013;
- Стандарты различного уровня и назначения: государственные ведомственные, отраслевые;
- Технические условия (применяются как нормы изготовления узкоспециальных деталей).
ЕСДП применяется для регламентирования всех параметров. ОНВ позволяет точно определить зазоры в деталях сложной конфигурации. Например, шпоночных или шлицевых соединениях, резьбы, зубчатых передач и так далее.
Каждый размер должен указываться в каждой из документаций:
- на всех видах чертежей;
- эскизах конструкций;
- технологических картах;
- дополнительных графических изображениях (пояснительных записках, набросках).
Правильно выбранные параметры отклонений составляют основу технологических процессов. Неотступное следование утверждённым стандартам позволяет разработать и изготовить надёжный и долговечный агрегат.
ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в .
Таблица 4
Допуски диаметров d и D1
Наружная резьба
Внутренняя резьба
Степень точности
4
6
8
4
5
6
7
8
Допуск, мкм
Td
TD1
0,2
36
56
—
38
48
60
—
—
0,25
42
67
—
45
56
71
—
—
0,3
48
75
—
53
67
85
—
—
0,35
53
85
—
63
80
100
—
—
0,4
60
95
—
71
90
112
—
—
0,45
63
100
—
80
100
125
—
—
0,5
67
106
—
90
112
140
180
—
0,6
80
125
—
100
125
160
200
—
0,7
90
140
—
112
140
180
224
—
0,75
90
140
—
118
150
190
236
—
0,8
95
150
236
125
160
200
250
315
1
112
180
280
150
190
236
300
375
1,25
132
212
335
170
212
265
335
425
1,5
150
236
375
190
236
300
375
475
1,75
170
265
425
212
265
335
425
530
2
180
280
450
236
300
375
475
600
2,5
212
335
530
280
355
450
569
710
3
236
375
600
315
400
500
630
800
3,5
265
425
670
355
450
560
710
900
4
300
475
750
375
475
600
750
950
4,5
315
500
800
425
530
670
850
1060
5
335
530
850
450
560
710
900
1120
5,5
355
560
900
475
600
750
950
1180
6
375
600
950
500
630
800
1000
1250
Таблица 5
Допуски диаметра d2
Шаг Р, мм
Степень точности
3
4
5
6
7
8
9
10
Допуск Тd2 , мкм
От 1 до 1,4
0,2
24
30
38
48
(60)
(75)
—
—
0,25
26
34
42
53
(67)
(85)
—
—
0,3
28
36
45
56
(71)
(90)
—
—
Св. 1,4 до 2,8
0,2
25
32
40
50
(63)
(80)
—
—
0,25
28
36
45
56
(71)
(90)
—
—
0,35
32
40
50
63
80
(100)
—
—
0,4
34
42
53
67
85
(106)
—
—
0,45
36
45
56
71
90
(112)
—
—
Св. 2,8 до 5,6
0,25
28
36
45
56
(71)
—
—
—
0,35
34
42
53
67
85
(106)
—
—
0,5
38
48
60
75
95
(118)
—
—
0,6
42
53
67
85
106
(132)
—
—
0,7
45
56
71
90
112
(140)
—
—
0,75
45
56
71
90
112
(140)
—
—
0,8
48
60
75
95
118
150
190
236
Св. 5,6 до 11,2
0,25
32
40
50
63
(80)
—
—
—
0,35
36
45
56
71
90
—
—
—
0,5
42
53
67
85
106
(132)
—
—
0,75
50
63
80
100
125
(160)
—
—
1
56
71
90
112
140
180
224
280
1,25
60
75
95
118
150
190
236
300
1,5
67
85
106
132
170
212
265
335
Св. 11,2 до 22,4
0,35
38
48
60
75
95
—
—
—
0,5
45
56
71
90
112
(140)
—
—
0,75
53
67
85
106
132
(170)
—
—
1
60
75
95
118
150
190
236
300
1,25
67
85
106
132
170
212
265
335
1,5
71
90
112
140
180
224
280
355
1,75
75
95
118
150
190
236
300
375
2
80
100
125
160
200
250
315
400
2,5
85
106
132
170
212
265
335
425
Св. 22,4 до 45
0,5
48
60
75
95
118
—
—
—
0,75
56
71
90
112
140
(180)
—
—
1
63
80
100
125
160
200
250
315
1,5
75
95
118
150
190
236
300
375
2
85
106
132
170
212
265
335
425
3
100
125
160
200
250
315
400
500
3,5
106
132
170
212
265
335
425
530
4
112
140
180
224
280
355
450
560
4,5
118
150
190
236
300
375
475
600
Св. 45 до 90
0,5
50
63
80
100
125
—
—
—
0,75
60
75
95
118
150
—
—
—
1
71
90
112
140
180
224
280
355
1,5
80
100
125
160
200
250
315
400
2
90
112
140
180
224
280
355
450
3
106
132
170
212
265
335
425
530
4
118
150
190
236
300
375
475
600
5
125
160
200
250
315
400
500
630
5,5
132
170
212
265
335
425
530
670
6
140
180
224
280
355
450
560
710
Св. 90 до 180
0,75
63
80
100
125
160
—
—
—
1
75
95
118
150
190
—
—
—
1,5
85
106
132
170
212
265
335
425
2
95
118
150
190
236
300
375
475
3
112
140
180
224
280
355
450
560
4
125
160
200
250
315
400
500
630
6
150
190
236
300
375
475
600
750
Св. 180 до 355
1,5
90
112
140
180
224
280
355
—
2
106
132
170
212
265
335
425
530
3
125
160
200
250
315
400
500
630
4
140
180
224
280
355
450
560
710
6
160
200
250
315
400
500
630
800
Св. 355 до 600
2
112
140
180
224
280
355
450
—
4
150
190
236
300
375
475
600
750
6
170
212
265
335
425
530
670
850
Примечание. Значения, указанные в скобках, по возможности не применять.
Таблица 6
Допуски диаметра D2
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Степень точности |
||||||
|
4 |
5 |
6 |
7 |
8 |
9 |
|||
|
Допуск ТD2, мкм |
||||||||
|
От 1 до 1,4 |
0,2 |
40 |
50 |
63 |
— |
— |
— |
|
|
0,25 |
45 |
56 |
71 |
— |
— |
— |
||
|
0,3 |
48 |
60 |
75 |
— |
— |
— |
||
|
Св. 1,4 до 2,8 |
0,2 |
42 |
53 |
67 |
— |
— |
— |
|
|
0,25 |
48 |
60 |
75 |
— |
— |
— |
||
|
0,35 |
53 |
67 |
85 |
— |
— |
— |
||
|
0,4 |
56 |
71 |
90 |
— |
— |
— |
||
|
0,45 |
60 |
75 |
95 |
— |
— |
— |
||
|
Св. 2,8 до 5,6 |
0,25 |
48 |
60 |
75 |
— |
— |
— |
|
|
0,35 |
56 |
71 |
90 |
— |
— |
— |
||
|
0,5 |
63 |
80 |
100 |
125 |
— |
— |
||
|
0,6 |
71 |
90 |
112 |
140 |
— |
— |
||
|
0,7 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,75 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,8 |
80 |
100 |
125 |
160 |
200 |
250 |
||
|
Св. 5,6 до 11,2 |
0,25 |
53 |
67 |
85 |
— |
— |
— |
|
|
0,35 |
60 |
75 |
95 |
— |
— |
— |
||
|
0,5 |
71 |
90 |
112 |
140 |
— |
— |
||
|
0,75 |
85 |
106 |
132 |
170 |
— |
— |
||
|
1 |
95 |
118 |
150 |
190 |
236 |
300 |
||
|
1,25 |
100 |
125 |
160 |
200 |
250 |
315 |
||
|
1,5 |
112 |
140 |
180 |
224 |
280 |
355 |
||
|
Св. 11,2 до 22,4 |
0,35 |
63 |
80 |
100 |
— |
— |
— |
|
|
0,5 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,75 |
90 |
112 |
140 |
180 |
— |
— |
||
|
1 |
100 |
125 |
160 |
200 |
250 |
315 |
||
|
1,25 |
112 |
140 |
180 |
224 |
280 |
355 |
||
|
1,5 |
118 |
150 |
190 |
236 |
300 |
375 |
||
|
1,75 |
125 |
160 |
200 |
250 |
315 |
400 |
||
|
2 |
132 |
170 |
212 |
265 |
335 |
425 |
||
|
2,5 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
Св. 22,4 до 45 |
0,5 |
80 |
100 |
125 |
— |
— |
— |
|
|
0,75 |
95 |
118 |
150 |
190 |
— |
— |
||
|
1 |
106 |
13,2 |
170 |
212 |
265 |
335 |
||
|
1,5 |
125 |
160 |
200 |
250 |
315 |
400 |
||
|
2 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
3 |
170 |
212 |
265 |
335 |
425 |
530 |
||
|
3,5 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
4 |
190 |
236 |
300 |
375 |
475 |
600 |
||
|
4,5 |
200 |
250 |
315 |
400 |
500 |
630 |
||
|
Св. 45 до 90 |
0,5 |
85 |
106 |
132 |
— |
— |
— |
|
|
0,75 |
100 |
125 |
160 |
— |
— |
— |
||
|
1 |
118 |
150 |
190 |
236 |
300 |
375 |
||
|
1,5 |
132 |
170 |
212 |
265 |
335 |
425 |
||
|
2 |
150 |
190 |
236 |
300 |
375 |
475 |
||
|
3 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
4 |
200 |
250 |
315 |
400 |
500 |
630 |
||
|
5 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
5,5 |
224 |
280 |
355 |
450 |
560 |
710 |
||
|
6 |
236 |
300 |
375 |
475 |
600 |
750 |
||
|
Св. 90 до 180 |
0,75 |
106 |
132 |
170 |
— |
— |
— |
|
|
1 |
125 |
160 |
200 |
250 |
— |
— |
||
|
1,5 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
2 |
160 |
200 |
250 |
315 |
400 |
500 |
||
|
3 |
190 |
236 |
300 |
375 |
475 |
600 |
||
|
4 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
6 |
250 |
315 |
400 |
500 |
630 |
800 |
||
|
Св. 180 до 355 |
1,5 |
150 |
190 |
236 |
300 |
375 |
— |
|
|
2 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
3 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
4 |
236 |
300 |
375 |
475 |
600 |
750 |
||
|
6 |
265 |
335 |
425 |
530 |
670 |
850 |
||
|
Св. 355 до 600 |
2 |
190 |
236 |
300 |
375 |
475 |
— |
|
|
4 |
250 |
315 |
400 |
500 |
630 |
800 |
||
|
6 |
280 |
355 |
450 |
560 |
710 |
900 |
||
Допуски формы
Этот вид разрешённых отклонений вызван неточностями обработки, которые происходят из-за реальных возможностей обрабатывающего оборудования.
К ним относятся:
- прямолинейности;
- плоскости;
- не совпадения формы окружности (к ним относятся: круглости; допуск овальности);
- изменение формы цилиндра — допуск цилиндричности.
К первой категории относятся следующие отклонения:
- формы обработанной поверхности (нарушается плоскостная картина, изменяется величина радиуса выточенного вала, нарушается геометрия фигур имеющих плоские грани);
- нарушается параллельность и перпендикулярное расположение поверхностей между собой или соседними деталями;
- проявляется разная шероховатость по длине, поперечному сечению, окружности.
Оценка величины параметров производится сравнением номинальной поверхности (обозначенной на чертеже) и реальной (полученной на станках заданного класса точности). Полученные отклонения и позволяют рассчитать величину требуемого допуска.
Изменение величины радиуса готового изделия по отношению к заданному на чертеже, называется нарушение круглости. Для предотвращения возможных негативных последствий при эксплуатации вводят допуск круглости. При рассмотрении детали в одной из плоскостей определяют необходимый допуск профиля продольного сечения.
Характер взаимного искривления расположения плоскостей подразделяется на следующие виды:
- общей параллельности (сравнивается с линией направленной вдоль поверхности);
- перпендикулярности и пересечения осей (проверяется сохранение прямого угла на всём протяжении поверхностей);
- наклона;
- симметрии (по отношению к выбранной оси).
Допуск плоскостности определяет величину разрешённого отклонения от обозначенного уровня. Основной характеристикой служит так называемое поле допуска. Его обозначают в выбранной области, которая расположена между плоскостями, для которых необходимо соблюдать строгие параметры параллельности. Расстояние до поверхности определяется существующими стандартами. Контроль отклонения этих параметров от заданных на чертеже обозначается на профилограмме.
Нормирование уровней точности
Разработка методов стандартизации производства — сюда входят допуски, посадки, квалитеты точности — осуществляется метрологическими службами. Прежде чем приступить непосредственно к их изучению, нужно понимать смысл слова «взаимозаменяемость». Что скрывается под этим определением?
Целью такого разделения является повышение производительности, которое образуется в силу следующих причин:
- Развитие кооперирования и специализации. Чем более разнообразна номенклатура производства, тем больше времени необходимо для наладки оборудования под каждую конкретную деталь.
- Сокращение разновидностей инструмента. Меньшее количество типов инструмента также повышает эффективность изготовления механизмов. Происходит это по причине сокращения времени на его замену в процессе производства.
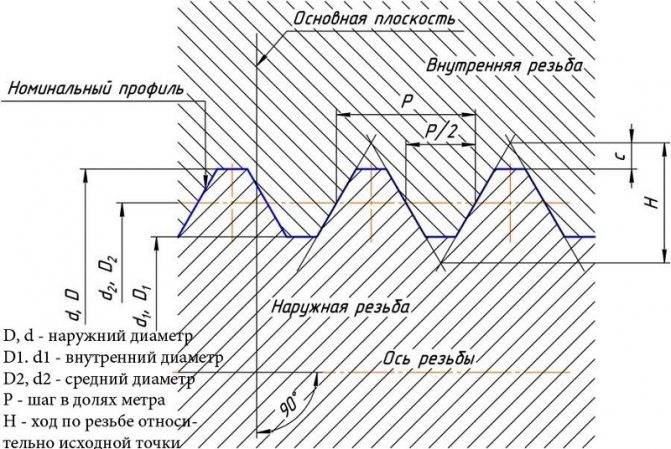
Профиль метрической резьбы
Для метрической резьбы характерен треугольный профиль. Его также называют крепежным.
Изображение №1: профиль метрической резьбы
Профиль метрической резьбы представляет собой равносторонний треугольник с углом 60°. Вершины и впадины могут быть острыми, срезанными и закругленными. Это зависит от заточки резьбонарезного инструмента и глубины обработки.
Профиль метрической резьбы имеет высоту H. Она определяется расстоянием от основания до вершины равностороннего треугольника.
Профиль метрической конической резьбы выглядит так.
Изображение №2: профиль метрической конической резьбы
Параметры отверстия
Различают следующие параметры резьбы:
- диаметры (внутренний, внешний и так далее);
- форму профиля, его высоту и угол;
- шаг и вхождение;
- прочие.
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.

Внешняя резьба
Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
dотв = (1,05..1,10)×d, (1),
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
dотв = d — P, (2).
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
| Диаметр номинальный, мм | Шаг, мм | Размер отверстия, мм |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
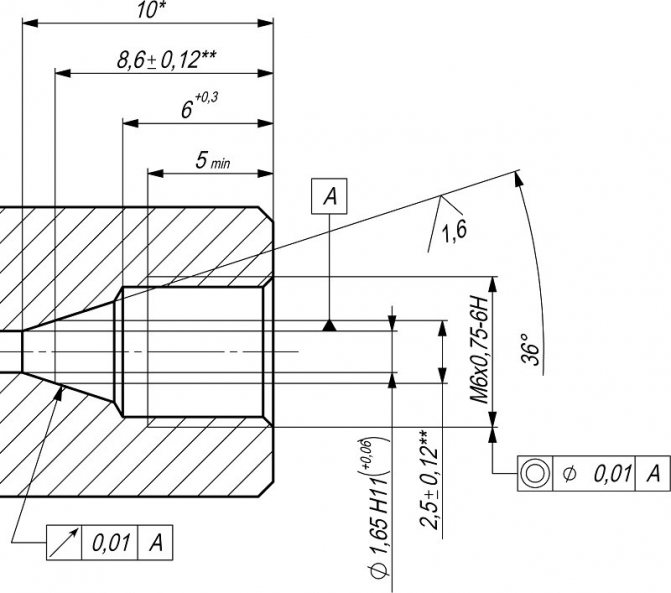
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
- стали, латуни, бронзы, титана – 1;
- чугунов серого и ковкого – 1,25;
- легких сплавов – 2.

Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Классы — точность — резьба
Классы — точность — резьба
Классы точности резьб с мелкими шагами в настоящее время применяются вне зависимости от п, исходя лишь из необходимости иметь тот или иной допуск b при любом п на длине свинчивания.
Классы точности резьбы как конструкторские категории связаны со степенями точности изготовления резьб ( см. рис. 6.6 и 6 7) — от 6 — й до 10 — й включительно, причем б-я степень точности является основной, допуск ее является резьбовой единицей.
В табл. 20 приведены классы точности резьбы, формуемой в пластмассе. В этой же таблице даны значения As, AU3H и б, при которых достигаются эти классы точности.
В табл. 20 приведены классы точности резьбы, формуемой в пластмассе. В этой же таблице даны значения As, Аизн и б, при которых достигаются эти классы точности.
Обозначения стандартных винтов других типов и
классов точности резьбы аналогичны приведенным выше с заменой лишь номера ГОСТ, указанием класса точности резьбы и покрытия.
Обозначения стандартных болтов других типов и классов точности резьбы аналогичны приведенным выше с заменой лишь номера ГОСТ, указанием класса точности резьбы и покрытия.
Обозначения стандартных болтов других типов и классов точности резьбы аналогичны приведенным выше с заменой лишь номера ГОСТ, указанием класса точности резьбы и покрытия.
Новые стандарты определяют размеры изделия, шаги и классы точности резьбы, основные физико-механические свойства готовых изделий, защитные и декоративные покрытия. Все эти показатели введены в условные обозначения крепежных деталей.
Основы этой системы допусков и посадок, включающие степени точности, классы точности резьб, нормирование длин свинчивания, методики расчета допусков отдельных параметров резьбы, обозначение точности и посадок метрических резьб на чертежах, контроль метрических резьб и другие вопросы системы являются общими для всех разновидностей метрических резьб, хотя каждая из них имеет и свои особенности, иногда существенные, которые получили отражение в соответствующих ГОСТах.
В новом стандарте ГОСТ 9562 — 60 на допуски трапецеидальной резьбы вместо степеней точности предусмотрены классы точности резьбы.
Новые стандарты на болты, винты и гайки являются документами, полностью определяющими размеры изделия, шаги и классы точности резьбы, основные физико-механические свойства материалов, защитные и.
Система допусков трапецеидальной резьбы предусматривает: допуски диаметров резьбы, положения полей допусков диаметров резьбы, классификацию длин свинчивания, поля допусков резьбы п их выбор с учетом длин свинчивания и классов точности резьбы.
Классы точности резьбы регламентированы независимо от методов ее изготовления. Однако для получения резьбы требуемого класса точности необходимо применять определенные методы и режимы ее изготовления. При различных методах изготовления резьбы получается различная шероховатость ее поверхности. Данные промышленности и специальных исследований по точностным возможностям различных методов изготовления резьбы приведены в табл. 9.7. Точность резьбы и шероховатость ее поверхности определяются типом и состоянием оборудования и инструмента, жесткостью системы станок — приспособление — инструмент — деталь, режимом резьбообразования и другими технологическими факторами. Например, нарезание резьбы заточенным инструментом за несколько проходов повышает ее точность и уменьшает шероховатость. По мере износа резьбо-образующего инструмента шероховатость увеличивается, а точность резьбы понижается. Для термически необработанной или отожженной стали шероховатость получается большей, чем для нормализованной.
Шпильки изготавливаются двух типов: А — с одинаковыми номинальными диаметрами резьбы и гладкой части и Б — с номинальными диаметрами резьбы, большими номинального диаметра гладкой части. Классы точности резьбы у 1ппилек нормальной точности — 3, 2 и 2а, причем 3 — й класс точности является основным.
Классы точности резьбы регламентированы независимо от методов ее изготовления.
Страницы:
1
2
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Читать также: Какими электродами варить инверторной сваркой
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
ОБОЗНАЧЕНИЯ
2.1. Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основного отклонение.
Например: 4h; 6g; 6H.
2.2. Обозначение поля допуска резьбы состоит, из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов. Например:
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. Например:
2.3. В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Примеры обозначения резьбы:
с крупным шагом
наружной резьбы: М12-6g;
внутренней резьбы: М12-6Н;
с мелким шагом
наружной резьбы: М12´1-6g;
внутренней резьбы: М12´1-6Н;
левой резьбы
наружной резьбы: М12´1LH-6g;
внутренней резьбы: M12´1LH-6Н.
2.4. Длина свинчивания N в условном обозначении резьбы не указывается.
Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметрах в обозначении резьбы в следующих случаях:
1) если она относится к группе L;
2) если она относится к группе S, но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
2.5. Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе — обозначение поля допуска наружной резьбы.
Например: M12-6H/6g;
М12´1-6H/6g;
M12´1LH-6H/6g.