Шаг резьбы
Содержание:
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Классификация, расшифровка и схемы нарезных резьб на токарном станке
Нарезание резьбы на токарном станке – альтернатива применению специализированного оборудования. Классификация, схемы, инструменты, расшифровка, материалы.
Нарезание резьбы на универсальном токарном станке распространенная операция, особо в ремонтных подразделениях. Наличие ходового винта, большой диапазон подач позволяют перекрывать основные потребности без переналадок и специального инструмента – достаточно нескольких резьбовых резцов. Возможность механизированного нарезания ручными, машинными метчиками, лерками – упрощает настройку, ускоряет процесс при сохранении приемлемого качества крепежа.
Средства последней надежды

Профессиональный гайковерт поможет там, где бесполезны другие методы. | Фото: club.dns-shop.ru.
Если даже нагрев не помог, то проржавевший крепеж с большой долей вероятности уже не спасти. Пневматический или электрический ударный инструмент очень эффективен, но гайковерты часто обрывают головки «сложных» болтов.
Откручивание проблемных гаек также нередко заканчивается их механическим удалением. Для этого гайку разрезают на части пилой или болгаркой, также можно засверлиться дрелью в нескольких местах. Порой достаточно двух надпилов на противоположных гранях, и гайка начинает вращаться. А самый простой способ, как быстро расколоть старую гайку – использовать специальное устройство, известное как гайкорез или гайкокол.

Набор стальных съемников для прикипевших гаек. | Фото: zubr68.ru.

Гайкорез (гайкокол) в работе. | Фото: drive2.ru.
При снятии прикипевшей гайки перечисленными выше способами иногда повреждается резьба. Чтобы ее «выровнять», достаточно прогнать испорченные шпильки плашкой.
Вы должны авторизоваться чтобы опубликовать комментарий.
Из-за отсутствия необходимого количества охраняемых парковок, автовладельцы устанавливают на машину не только сигнализации, но и секретные болты на колеса. Элементы крепления, имеющие нестандартные формы головки, называют «секретными». Их невозможно открутить баллонным инструментом, крепление поддается лишь специнструменту, который идет в комплекте.

Профиль метрической резьбы
Для метрической резьбы характерен треугольный профиль. Его также называют крепежным.
Изображение №1: профиль метрической резьбы
Профиль метрической резьбы представляет собой равносторонний треугольник с углом 60°. Вершины и впадины могут быть острыми, срезанными и закругленными. Это зависит от заточки резьбонарезного инструмента и глубины обработки.
Профиль метрической резьбы имеет высоту H. Она определяется расстоянием от основания до вершины равностороннего треугольника.
Профиль метрической конической резьбы выглядит так.
Изображение №2: профиль метрической конической резьбы
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- коническая – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности фланцевого монтажа);
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – муфтовое соединение труб).
Схема муфтового соединения труб
Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
1.2 Основные параметры резьбы
Основные параметры резьбы указаны на рисунке 2 а, б.
1 Диаметры:
— наружный (номинальный) – d;
— средний – d2;
— внутренний – d1.
2 Профиль резьбы: контур – полученный сечением резьбы плоскостью, проходящей через её ось.
3 Угол профиля () – угол между боковыми сторонами профиля.
4 Шаг резьбы (Р) – расстояние между соседними одноименными боковыми сторонами профиля. Шаг резьбы бывает: крупный (не указывается на чертеже) и мелкий (указывается: М20×1,5).
5 Ход резьбы (t) – расстояние, которое пройдет винт за один полный оборот вокруг оси
t=n×P,
где n – количество заходов;
Р – шаг резьбы.
6 Длина резьбы (L) — длина полного профиля резьбы.
Рисунок 2а – Наружная резьба
Рисунок 2б — Внутренняя резьба
1.3 Элементы резьбы
Резьбы имеют конструктивные и технологические элементы, связанные с изготовлением резьбы, к которым относятся сбег, недорез и фаска, размеры которых, зависят от шага резьбы. Рассмотрим эти элементы (рисунок 3).
Фаска – это скошенная кромка стержня или отверстия. Размер фаски по ГОСТ 2.307-68 обозначается одной размерной линией с указанием толщины фаски с и угла наклона 45образующей или плоскости среза. Принципиально толщина (высота) фаски (один из её катетов) должна быть не меньше высоты профиля резьбы, а длина фаски (второй её катет) не более двух значений шага резьбы. В стандартах на некоторые резьбы для фасок, выполненных под углом 45º к оси резьбы, устанавливаются значения катета с в зависимости от шага резьбы. В пределах длины фаски профиль резьбы постепенно увеличивается, начиная с участка профиля, ближайшего к оси резьбы, что не только не препятствует свинчиванию деталей, но, наоборот, облегчает его в начальный момент. Фаска выполняется на детали перед нарезанием резьбы и своим наличием облегчает начало нарезания резьбы.
Сбег резьбы – участок неполного профиля резьбы в зоне перехода полного профиля резьбы к гладкой поверхности. Он расположен в конце участка с резьбой, где профиль её постепенно уменьшается, как бы удаляясь от оси резьбы. Эта часть резьбы не пригодна для свинчивания деталей. Сбег резьбы изображают сплошными тонкими линиями.
Если резьба нарезается до упора, то перед ним остаётся гладкая часть стержня, которая связана с необходимостью отвода резбонарезающего инструмента из зоны резания заранее, до его подхода к торцевой поверхности уступа (упора). Участок, не имеющий следов резьбы, называется недоводом и вместе со сбегом образует недорез, обозначаемый в стандартах буквой а. Т.е. недорез – это длина участка гладкой поверхности детали со сбегом резьбы при нарезании резьбы в упор, а недовод – это длина участка гладкой поверхности детали без сбега резьбы при нарезании резьбы в упор.
Конкретные значения элементов резьбы определяются стандартом по ГОСТ 10549-80 «Сбеги, недорезы, проточки и фаски». Все элементы, перечисленные в наименовании стандарта, определяются в зависимости от шага резьбы (приложение А, табл. А.8).
а)
б)
а) на стержне, б) в отверстии
Рисунок 3 – Изображение резьбы с указанием элементов резьбы
Направление резьбы
Важной характеристикой, описывающей параметры метрической резьбы, является ее направление. Оно характеризует ориентацию винтовой линии, которая образует витки
По направлению резьбовые соединения классифицируют на:
- правые;
- левые.
В таблице приведено краткое описание направлений.
| Направление резьбы | Описание | Сфера применения |
| Правая | · выступ при вращении движется по направлению от наблюдателя по часовой стрелке;
· гайку надо вращать по часовой стрелке, чтобы навернуть на винт. |
Широко используется в машиностроении, наиболее распространённый вид крепежных соединений |
| Левая | · выступ при вращении движется от наблюдателя против часовой стрелки;
· гайку следует вращать против часовой стрелки, для того чтобы навернуть на винт. |
Применяется редко, например, для деталей, при работе которых происходит вращение в левую сторону:
· шпильки для крепления в автомобиле левых колес; · в велосипедах влево завинчивается крышка трещотки и левая педаль в шатуне; · при стяжке талрепом; · в баллонах, работа с которыми требует контролирования объема газа (пропановые баллоны); · в некоторых уникальных изделиях для защиты покупателя от приобретения поддельной продукции |
Все крепежные детали с левой резьбой имеют особую маркировку.
На болтах на торце шестигранника проставляется буква «Л». На шпильках буква «Л» также нанесена на торце. Штуцера и гайки маркируются двумя канавками, нарезанными на шестиграннике.
Нарезание резьбы
Производится при помощи нескольких способов:
- Резцом и резцовой гребенкой. Выполняется на станке при помощи необходимых резцов, благодаря этому получаются точные калиброванные измерительные приспособления. Используется редко из-за малой скорости изготовления.
- При помощи накатной плашки, в результате проката по телу детали получают поверхность с резьбой. Получается при выдавливании на заготовке при помощи роликов.
- Фрезеровка резьбового соединения удается при использовании специальных инструментов. Фреза врезается в заготовку, постепенно снижаясь на шаг резьбы.
- Шлифовальным оборудованием изготавливают соединение для измерительного оборудования с высокой точностью.
Самостоятельно в условиях гаража можно изготовить внешний профиль крепежа, при этом следует выполнить следующие манипуляции:
- Заготовку закрепить в тисках, ее диаметр должен соответствовать размеру внешней резьбы.
- Подобрать плашку и закрепить в держателе.
- При помощи напильника снять фаску с заготовки, затем промазать маслом.
- Аккуратно опустить плашку на деталь.
- Медленно поворачивая инструмент накручивать его до отметки необходимой длины резьбы.
Для внутренней нарезки применяют метчики и выполняют следующие манипуляции:
- Используя справочные таблицы, уточнить необходимый диаметр сверла.
- Закрепить заготовку в тисках, при помощи электрической дрели просверлить отверстие. При этом инструмент должен находиться под прямым углом. Углубление нужно сделать больше, чем размер профиля с учетом конуса метчика.
- Заменив сверло на зенковку, снять фаску с поверхности отверстия.
- Первый прогон выполняют инструментом первого номера, смазав маслом рабочую поверхность.
- Два поворота метчиком чередуют с одним в противоположную сторону, для того чтобы предотвратить поломку инструмента и сброса стружки.
- Далее повторяют прогон метчика второго и третьего номера. Номера указаны на хвостовике.
Для предотвращения поломок инструмента рекомендуется следующее:
- Для внешней резьбы с заготовки снять фаску, плашку устанавливать на нее под прямым углом, предварительно смазав маслом.
- При перекосе обрезать и продолжить нарезку резьбы.
- Перед тем как нарезать внутреннюю резьбу, просверлить отверстие при этом инструмент держать перпендикулярно. Снять фаску и смазать масло.
- Чтобы предотвратить поломку метчика, не рекомендуется применять станки и оборудование для усиления.
- При поломке инструмента следует использовать приспособления для удаления остатков из углубления.
Для получения качественного крепления необходимо соблюдать рекомендации и правила по нарезанию резьбы. Подбор качественного инструмента облегчит задачу и ускорит процесс.
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16.
Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей.
Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.
Метрическая коническая резьба
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
История
Схема «резьбового» сустава у жука тригоноптеруса
Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретённый Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями[источник не указан 1132 дня].
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Acme.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Преимущества мелкой резьбы
Повышение разрушающих нагрузок в крепежных соединениях с мелкой резьбой
Напряжения в стержне с такими выточками распределяются неравномерно лишь на небольшой глубине, прилегающей к вершине. В этом случае коэффициент концентрации напряжений зависит от отношения R/P и не зависит от отношения R/d. Если разрушающие напряжения в болте с мелкой резьбой одинаковые с крупной резьбой, то разрушающие нагрузки при мелкой резьбе выше за счёт большей площади. Например, для резьбы М10×1,5 площадь сечения А1= 55,1 мм2, а для резьбы М10×1 А1 — 62,4 мм2, т. е. на 13 % больше.
Стопорящие свойства крепежа с резьбой малого шага
Для накатывания мелкой резьбы требуются станки меньшей мощностью. Кроме того, крепёж с мелкой резьбой имеет более высокие стопорящие свойства. Благодаря указанным преимуществам мелкую резьбу широко применяют в машиностроении.
Таблица 1
| α,° | d2,мм | d1, мм | σап, МПа |
|---|---|---|---|
| 45 | 8,650 | 7,300 | 80 |
| 60 | 9,026 | 8,020 | 55 |
| 75 | 9,144 | 8,490 | 65 |
| 90 | 9,374 | 8,874 | 85 |
Угол профиля и форма резьбы
Следствия уменьшения угла профиля резьбы крепежа
При уменьшении угла профиля (за исходный угол профиля принят угол для метрической резьбы α = 60°) увеличивается рабочая глубина (перекрытие) витков и, как следствие, осевая податливость резьбы, которая способствует более равномерному распределению нагрузки между витками и разгрузке первого витка.
Следствия увеличения угла профиля крепежных деталей
При α > 60° также улучшается распределение нагрузки между витками, но уже за счёт увеличения радиальной податливости гайки. Результаты расчетов показывают, что нагрузка на первый виток резьбы М10 с α = 75° снижается на 17 % по сравнению со стандартной резьбой; при α = 90° уменьшение нагрузки составляет 35 %.
Наряду со снижением нагрузки при α > 60° существенно уменьшаются действующие в основании витков напряжения, связанные с изгибом. При α = 90° резьба получается как бы «безизгибной» (рис. 1), что существенно повышает прочность соединений.
Влияние угла профиля резьбы на сопротивление шпилек и болтов усталости
Влияние угла профиля резьбы на сопротивление усталости исследовалось И. А. Биргером и Г. Б. Иосилевичем. Испытывались шпильки М10 с α = 45, 60, 75 и 90° из стали 38ХА (σв — 1150 МПа).
Резьба на шпильках нарезалась на токарно-винторезном станке резцами с пластинами из твердого сплава Т15К6, заточенными на профилешлифовальном станке. Резьба в гайках нарезалась специальными метчиками. Профили исследованных резьб изображены на рис. 4.
Влияние угла профиля и формы резьбы
Как показывают результаты испытаний (табл. 1; рис. 2), увеличение угла профиля резьбы до α = 90° или уменьшение до α — 45° позволяет повысить предел выносливости соединения на 45 ,.. 55 %. Впервые резьба с α = 90° для болтов была предложена в работе Биргера.
Разрушение соединений происходит, как правило, на уровне или ниже опорного торца гайки, что свидетельствует о существенном уменьшении максимальных напряжений в сечении первого витка.
По данным Р. Б. Хейвуда, долговечность болтов с α = 90° в 10 раз больше, чем стандартных.
Резьба с α = 90° может быть рекомендована для ответственных конструкций объектов энергетики, соединений фланцев технологических трубопроводов высокого давления, когда необходим очень высокий предел выносливости (особенно для нарезанных резьб). Изготовление резьбы с малой высотой профиля при α = 90° легче, чем резьбы с профилем стандартной формы.
Нецелесообразность увеличения угла профиля резьбы крепежа выше 90°
Отметим, что увеличение угла профиля резьбы свыше 90° может привести к разрушению тела гайки из-за высокой радиальной нагрузки. Смещения усилий к оси стержня и уменьшения напряжений от изгиба витков можно достичь при выполнении на болтах (шпильках) резьбы с несколько большим, чем на гайках, углом симметричного профиля α = 62 … 65°, а также при изготовлении резьбы с асимметричным профилем . Резьба гайки должна иметь при этом стандартный профиль, а для обеспечения свинчиваемости и взаимозаменяемости следует несколько увеличить зазоры по среднему диаметру. Асимметричный профиль резьбы болта применяется в Великобритании и США. По данным Хирониса, такая резьба выдерживает значительные напряжения (рис. 3).
Отметим, что применение гаек, резьба которых имеет увеличенный угол α или асимметричный профиль, может привести к снижению сопротивления усталости.
Виды резьбы
Цилиндрическая резьба по металлу классифицируется по размерам, положению на поверхности, числу заходов и области использования. В производстве выделяют несколько видов резьбы:
- метрическую;
- дюймовую (условные обозначения размеров в дюймах);
- метрическую коническую;
- круглую;
- трапецеидальную;
- упорную.
Данные виды используются в промышленности для соединения деталей различных видов.
Метрическая
Такой вид резьбового профиля применяется для крепежных соединений. В результате соблюдения технических условий ее можно использовать как ходовую. В разрезе резьба имеет вид треугольника с равными боковыми сторонами, угол вершины которого равен 55°. Изготавливается с одним или несколькими заходами для увеличения прочности соединения деталей.
В промышленности выделяют резьбы с размерами от 0,25 мм до 600 мм, при шаге 0,25 мм до 6мм, правого и левого исполнения. Мелкий шаг применяется для тонкостенных поверхностей. В маркировке изделия присутствует буквенное обозначение М, размер, шаг, а также добавляют число заходов и вид исполнения.
 Метрическая резьба
Метрическая резьба
Дюймовая
Применяется такой тип резьбы для соединения труб и запорной арматуры. Наносится на металлические поверхности и пластик. Размеры указываются в дюймах, в разрезе имеет вид треугольника с равными сторонами с углом вершины 55°. Впадины и вершины удаляются для предотвращения притирания металла. Размерный ряд начинается от 3/16 до 4 дюймов.
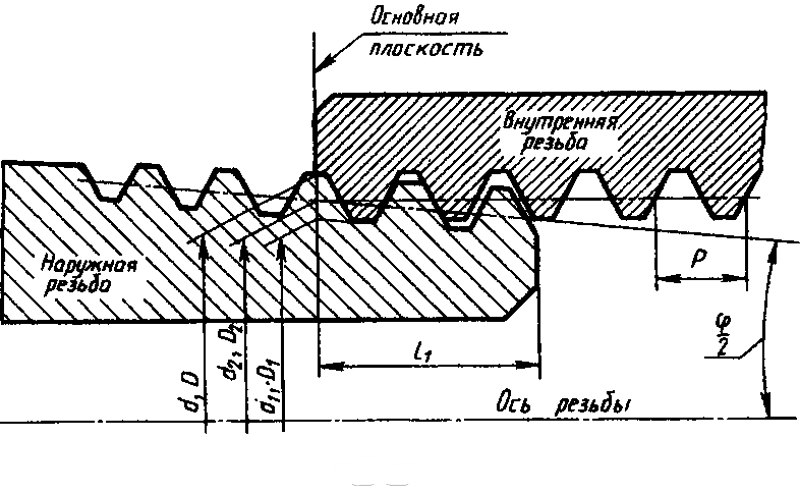
Метрическая коническая
Данный резьбовой профиль наносят на заготовку конического вида по внутренней или внешней поверхности. По техническим условиям угол конусности составляет значение 1:16. Применяется в трубных креплениях для создания повышенной герметичности. На чертежах метрическая коническая резьба маркируется МК, затем указывается значения размера и шага.
Круглая
Круглая резьба используется в трубных крепежах, при соединении кранов, стыков и ответвлений. В документации маркируется Кр, после указаны номинальные размерные значения. В основании и на вершинах производятся округлый профиль с углом 30°.
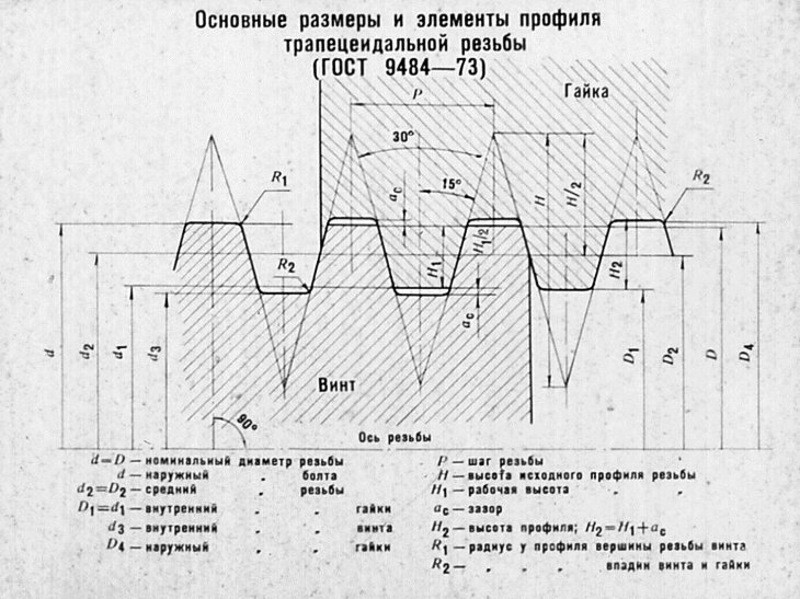
Трапецеидальная
Резьбу такого вида считают ходовым. Отличается от аналогов свойством самостоятельного торможения. Данная характеристика достигается при вращательном движении гайки по валу, в результате которого появляется повышенное трение. Не требует использования дополнительных элементов для закрепления деталей.
Применяется трапецеидальная резьба для преобразования вращения в поступательное трапецеидальное. Используется в автомобильной технике, промышленном оборудовании, станках, робототехнике. Движение детали на валу проходит плавно без рывков. Номинальные размеры от 8 мм до 640 мм, при шаге от 1,5 мм до 12 мм. На схемах маркируется Тр, а после указываются основные параметры.
Упорная
Используется такой тип резьбового профиля для оборудования, на валах которого наблюдается повышенная осевая нагрузка. В разрезе представляет собой трапецию с расположением рабочей стороны под углом 3°, а другой под углом 30°. Обозначается латинской буквой S.
 Упорная резьба
Упорная резьба
Виды
Существуют следующие разновидности трапецеидальной резьбы:
Левая: создается контуром с плоской поверхностью, осуществляющим вращение против часовой стрелки, в направлении от наблюдателя. Она является одним из самых старинных способов соединения узлов в механизмах и используется в машиностроительном секторе для закрепления заготовок к валу токарного станка. Данная конструкция предотвращает вероятность откручивания детали при во время процедуры обработки. Левая резьба применяется для закрепления ниппелей радиаторов отопительных систем, колесах грузовых автомобилей или внедорожников, патронов со сверлами, лопастей от комнатных вентиляторов, редуктора для остановки крутящегося момента мотора машины, велосипедных деталей и составных частей циркулярных пил. Также она нашла применение в качестве механизма защиты от опасных действий. С ее помощью осуществляется контроль рабочих инструментов, обрабатывающих заготовку. Левосторонней резьбой оснащен редуктор баллона с пропаном. Эта разновидность нарезки активно используется производителями машин для предотвращения подделки ее основных комплектующих.Маркируется она латинским символом “L”.
Правая: образована плоским контуром, осуществляющим вращательное движения по часовой стрелке. Она передвигается вдоль оси относительно наблюдателя. Данный вид нарезания чаще всего используется для фиксации заготовок при помощи винтов, гаек, шпилек и болтов. В промышленных масштабах его применяют для вкручивания шурупов и саморезов. Для определения правой резьбы применяется метод расположения крепежных инструментов фаской вверх на ладони
Важно учитывать, чтобы витки спирали были направлена на наблюдателя. Правосторонней резьбой оснащаются редукторы баллонов, наполненных кислородом, предназначенных для снижения риска возникновения ЧС во время обработки
Этот вид нарезания можно легко подделать, поэтому он не нашел применения в брендировании автомобильных деталей. Обозначение этого вида нарезания осуществляется при помощи латинской буквы “R”.
Однозаходная: образована движением 1 профиля. Для ее определения необходимо посмотреть на торец винта или гайке. Если на нем виден только 1 конец витка, то резьба является однозаходной. У этой разновидности нарезания шаг равен величине хода – расстояния между соседними нитками. Настройка станка для однозаходной резьбы осуществляется в зависимости от значений шага. Недостатком данного вида нарезания является низкая прочность обработанных деталей, обусловленная малой длиной внутреннего диаметра. Этот фактор не позволяет ей передавать больших усилий. Маркируется однозаходная резьба латинским символом “H”.
Многозаходная: образована множеством выступов винтовой нарезки. Самым частым представителем этой подгруппы является двухзаходная резьба, обладающей 2 витками и симметричными заходами. В этом случае величина хода равняется произведению количества заходов на шаг. Многозаходная резьба применяется в стягивающих конструкциях. Она выполняет операции по увеличению прочности соединения, изменению передаточных числе (при обработке моторных редукторов) и созданию значительного смещения крепежных механизмов в винтовых стержнях при условии малого числа произведенных оборотов. В международной системе данный вид обозначается латинской буквой “S’.
Размеры и технические характеристики всех разновидностей трапецеидальной резьбы указаны в виде нормативов в ГОСТ 24739-81 и ГОСТ 25347-82. В этих документах представлены стандарты профилей и предельные допуски, требуемые для обработки готовых заготовок.