Гост 16085-80 калибры для контроля расположения поверхностей. допуски (с изменением n 1, с поправкой)
Содержание:
Продолжение табл. 2
|
Предельные отклонения. мм |
Интервал длин |
Предельные отклоне- |
|||||||
|
Интервал линей-них размеров, мм |
линейных размеров |
радиусов |
меньшей |
ния углов |
|||||
|
стороны угла, мм |
в угловых единицах |
в мм на 100 мм .глины |
|||||||
|
Ы4 |
HI4 |
lt/2 |
-ч |
+Ч |
закруглений и фасок |
||||
|
Св. 18 до 30 |
0 -0.52 |
+0.52 |
±0.2 |
-0,4 |
+0.4 |
±0.5 |
Св. Юдо 40 |
±30′ |
±0,9 |
|
Св. 30 до 50 |
-0.62 |
+0,62 |
|||||||
|
Св. 50 до 80 |
0 -0.74 |
+0,74 |
±0.3 |
-0.6 |
+0.6 |
±1 |
|||
|
Св. 80 до 120 |
0 -0.87 |
+0.87 |
Св. 40 до 160 |
±20′ |
±0.6 |
||||
|
Св. 120 до 180 |
0 -1 |
+ 1 |
|||||||
|
Св. 180 до 250 |
0 -1.15 |
+ 1.15 |
±0.5 |
-1,0 |
+ 1.0 |
±2 |
|||
|
Св. 250 до 315 |
0 -1.3 |
+ 1.3 |
|||||||
|
Св. 315 до 400 |
0 -1.4 |
+ 1,4 |
Св. 160 до 630 |
±10′ |
±0.3 |
||||
|
Св. 400 до 500 |
0 -1.55 |
+ 1,55 |
|||||||
|
Св. 500 до 630 |
0 -1.75 |
+ 1.75 |
±0.8 |
-1.6 |
+1.6 |
±4 |
|||
|
Св. 630 до 800 |
0 -2 |
+ 2 |
|||||||
|
Св. 800 до 1000 |
0 -2.3 |
+2.3 |
|||||||
|
Св. 1000 до 1250 |
0 -2.6 |
+2.6 |
Св. 630 до 2500 |
±5′ |
±0.15 |
||||
|
Св. 1250 до 1600 |
-3.1 |
+3.1 |
+ 1.2 |
-2.4 |
+2.4 |
||||
|
Св. 1600 до 2000 |
0 -3,7 |
+3,7 |
|||||||
|
Св. 2000 до 2500 |
0 -4.4 |
+4,4 |
±2 |
-4.0 |
+4,0 |
||||
|
Св. 2500 до 3150 |
—5.4 |
+5.4 |
— |
— |
— |
ИЗ
|
Интервал линей-ных размеров, мм |
Предельные отклонения, мм |
Интервал длин меньшей стороны угла, мм |
Предельные отклонения углов |
||||||
|
линейных размеров |
радиусов закруглений н фасок |
||||||||
|
в угловых единицах |
в мм на 100 мм .глины |
||||||||
|
h(4 |
Н14 |
±tj/2 |
-ч |
+ч |
|||||
|
Св. 3150 до 4000 |
-6.6 |
+6.6 0 |
±3 |
-6.0 |
+6.0 |
||||
|
Св. 4000 до 5000 |
-8 |
+8 |
|||||||
|
Св. 5000 до 6300 |
0 -9.8 |
+9.8 0 |
+5 |
-10.0 |
+ 10.0 |
||||
|
Св. 6300 до 8000 |
-12 |
+ 12 |
|||||||
|
Св. 8000 до 10000 |
-15 |
+ 15 |
±8 |
-16.0 |
+ 16.0 |
Таблица 3
Неуказанные предельные отклонения размеров по 16-му квалитету и классу точности «грубый»
|
Интервал линей-ных размеров, мм |
Предельные отклонения, мм |
Интервал .глин меньшей стороны угла, мм |
Предельные отклонения углов |
||||||
|
линейных размеров |
радиусов закруглений и фасок |
||||||||
|
в угловых единицах |
в мм на 100 мм .глины |
||||||||
|
Ь16 |
Н16 |
±1^/2 |
-ч |
+Ч |
|||||
|
От 0.3 до 0.5 |
— |
— |
— |
— |
— |
±0.1 |
До 10 |
±Г |
±1,8 |
|
Св. 0.5 до 1 |
±0,15 |
-0.3 |
+0.3 |
||||||
|
Св. 1 до 3 |
-0.6 |
+0,6 0 |
±0,2 |
||||||
|
Св. 3 до 6 |
-0.75 |
+0.75 0 |
±0.2 |
-0,4 |
+0.4 |
±0.3 |
|||
|
Св. 6 до 10 |
-0.9 |
+0,9 0 |
±0.5 |
-1,0 |
+ 1.0 |
±0.5 |
|||
|
Св. 10 до 18 |
-1.1 |
+ 1,1 0 |
Св. 10 до 40 |
±30′ |
±0.9 |
||||
|
Св. 18 до 30 |
-1,3 |
+ 1.3 |
|||||||
|
Св. 30 до 50 |
-1.6 |
+ 1,6 0 |
±0.8 |
-1.6 |
+ 1.6 |
±1 |
Св.40 до 160 |
±20′ |
±0,6 |
|
Св. 50 до 80 |
-1.9 |
+ 1.9 |
|||||||
|
Св. 80 до 120 |
-2.2 |
+2,2 0 |
|||||||
|
Св. 120 до 180 |
0 -2.5 |
+2.5 0 |
±1,2 |
-2.4 |
+2.4 |
±2 |
Св. 160 до 630 |
±10′ |
±0.3 |
|
Интерват линей-ных размеров, мм |
Предельные отклонения, мм |
|||||
|
линейных размеров |
радиусов закруглений и фасок |
|||||
|
Ы6 |
Н16 |
±1/2 |
-ч |
+ч |
||
|
Св. 180 до 250 |
-2.9 |
+2,9 0 |
±1.2 |
-2,4 |
+2.4 |
±2 |
|
Св. 250 до 315 |
-3.2 |
+3,2 0 |
||||
|
Св. 315 до 400 |
0 -3,6 |
+3,6 0 |
+2 |
-4.0 |
+4.0 |
+4 |
|
Св. 400 до 500 |
-4 |
+4 |
||||
|
Св. 500 до 630 |
0 -4.4 |
+4.4 |
||||
|
Св. 630 до 800 |
0 -5 |
+5 |
||||
|
Св. 800 до 1000 |
—5.6 |
+5,6 0 |
||||
|
Св. 1000 до 1250 |
0 -6.6 |
+6,6 0 |
±3 |
-6,0 |
+6.0 |
— |
|
Св. 1250 до 1600 |
0 -7,8 |
+7,8 |
||||
|
Св. 1600 до 2000 |
0 -9,2 |
+9,2 0 |
||||
|
Св. 2000 до 2500 |
-11 |
+ 11 |
±5 |
-10 |
+ 10 |
|
|
Св. 2500 до 3150 |
-13.5 |
+ 13.5 0 |
||||
|
Св. 3150 до 4000 |
— 16.5 |
+ 16,5 0 |
+8 |
-16 |
+ 16 |
|
|
Св. 4000 до 5000 |
0 -20 |
+20 |
||||
|
Св. 5000 до 6300 |
0 -25 |
+25 0 |
+ 12 |
-24,0 |
+ 24.0 |
|
|
Св. 6300 до 8000 |
0 -31 |
+31 |
||||
|
Св. 8000 до 10000 |
0 -38 |
+38 |
+20 |
-40,0 |
+40.0 |
Интервал длин меньшей
стороны угла, мм
Св. 160
до 630
Св. 630 до 2500
Предельные отклонения углов
в угловых в мм на единицах 100 мм длины
±10’
±0,3
±5′
±0,15
Таблица 4
Неуказанные предельные отклонения размеров по 17-му квалитету н классу точности «очень грубый»
|
Интервал линей-них размеров, мм |
Предельные отклонения, мм |
Интервал длин меньшей стороны угла, мм |
Предельные отклонения углов |
||||||
|
линейных размеров |
радиусов закруглений н фасок |
||||||||
|
в угловых единицах |
в мм на 100 мм длины |
||||||||
|
Ы7 |
Н17 |
±1^2 |
-ч |
+Ц |
|||||
|
Св. 0.5 до 1 |
— |
— |
±0.15 |
-0,3 |
+0.3 |
— |
|||
|
Св. 1 до 3 |
-1 |
+ 1 |
±0.3 |
До 10 |
±2* |
±3,6 |
|||
|
Св. 3 до 6 |
-1.2 |
+ 1,2 0 |
±0.5 |
-1.0 |
+ 1.0 |
±0.5 |
|||
|
Св. 6 до 10 |
-1.5 |
+ 1.5 |
|||||||
|
Св. 10 до 18 |
-1.8 |
+ 1,8 0 |
±1 |
-2.0 |
+2.0 |
±1 |
Св. 10 до 40 |
±1* |
±1.8 |
|
Св. 18 до 30 |
0 -2.1 |
+2.1 0 |
|||||||
|
Св. 30 до 50 |
-2.5 |
+2.5 0 |
|||||||
|
Св. 50 до 80 |
0 -3 |
+3 |
±1,5 |
-3.0 |
+3.0 |
±2 |
Св. 40 до 160 |
±40′ |
±1.2 |
|
Св. 80 до 120 |
-3.5 |
+3.5 0 |
|||||||
|
Св. 120 до 180 |
—4 |
+4 |
|||||||
|
Св. 180 до 250 |
0 -4,6 |
+4.6 |
±2 |
-4.0 |
+4.0 |
±4 |
|||
|
Св. 250 до 315 |
0 -5.2 |
+5.2 0 |
Св. 160 до 630 |
±20′ |
±0,6 |
||||
|
Св. 315 до 400 |
-5.7 |
+5.7 0 |
|||||||
|
Св. 400 до 500 |
-6.3 |
+6.3 0 |
|||||||
|
Св. 500 до 630 |
-7 |
+7 |
+3 |
-6,0 |
+6.0 |
±8 |
|||
|
Св. 630 до 800 |
-8 |
+8 |
|||||||
|
Св. 800 до 1000 |
-9 |
+9 |
Св. 630 до 2500 |
±10′ |
±0.3 |
||||
|
Св. 1000 до 1250 |
-10.5 |
+ 10.5 0 |
±5 |
-10.0 |
+ 10.0 |
— |
ПРИЛОЖЕНИЕ А (обязательное)
Отклонения формы, ограничиваемые полем допуска размера или допусками ориентации
А.1 Для элементов с указанными на чертеже предельными отклонениями размеров и неуказанными допусками формы допускаются любые отклонения формы в пределах поля допуска размера рассматриваемого элемента.
Условия, ограничивающие отклонения формы, соответствуют определению предельных размеров по ГОСТ 25346.
А.2 Отклонения формы, ограничиваемые полем допуска размера, и наибольшие значения этих отклонений, возможные при полном использовании допуска размера, приведены в .
Таблица А.1
|
Вид отклонения формы |
Допуск размера, ограничивающий отклонение формы |
Рисунок |
EFmax |
|
1 Отклонение от цилиндричности, круглости и профиля продольного сечения |
Допуск диаметра цилиндрической поверхности ITd |
EFmax = ITd |
|
|
2 Отклонение от плоскостности и прямолинейности |
а) Допуск размера (ширины, толщины) рассматриваемого элемента ITh, |
EFmax = ITh |
|
|
б) Допуск размера между рассматриваемой плоскостью (прямой) и другой плоскостью ITh |
|||
|
Примечание— В таблице приняты следующие обозначения: ЕFтах— наибольшее значение отклонения формы, возможное при полном использовании допуска размера; IT с индексом — допуск размера, указанного индексом. |
A3 Ограничение отклонений формы допуском размера возможно при следующих условиях контроля размера:
— для цилиндрических и плоских элементов (пункты 1 и 2, перечисление а) ) размер элемента (d или h) должен контролироваться по пределу максимума материала (проходному пределу) средством, измерительная поверхность которого имеет форму парной соединяемой детали и длину, равную длине соединения, по пределу минимума материала (непроходному пределу) — двухточечным средством во всех1) точках поверхности или линии;
— для плоских поверхностей (пункт 2, перечисление б) ) размер h (между рассматриваемой поверхностью (прямой) и другой поверхностью, принимаемой за базу) должен контролироваться во всех1) точках рассматриваемой поверхности или линии. Отклонения формы поверхности, принятой за базу при контроле, не выявляются, т.к. эта поверхность заменяется прилегающей плоскостью. При необходимости ее отклонения формы нормируют отдельно.
________
1) Допускается контроль в некоторых характерных точках.
А.4 Для частных видов отклонений формы, указанных в пункте 1 , таких как овальность, огранка с четным числом граней, кону сообразность, бочкообразность и седлообразность, наибольшее возможное отклонение формы равно 0,5 ITd.
А.5 Приведенные в наибольшие отклонения формы учитываются при анализе их влияния на работу изделия и оценке необходимости в назначении отдельного, более жесткого допуска формы. Однако они не должны использоваться изготовителем в качестве допуска формы, т.к. при этом не будет запаса на другие составляющие допуска размера (смещение настройки станка на размер, температурные изменения размера и др.).
А.6 Для элементов, для которых индивидуально указаны допуски ориентации (параллельности, перпендикулярности, наклона), общий допуск плоскостности или прямолинейности равен допуску ориентации, но не должен превышать значений .
А.7 На зарубежных чертежах и в другой технической документации требования по ограничению отклонений формы, установленные в , предполагаются в следующих случаях:
— на чертежах, содержащих ссылку на стандарт ИСО 8015 типа «Tolerancing ISO 8015» («Нанесение допусков по ИСО 8015»):
для элементов, у которых размер с указанными предельными отклонениями дополнен символом (Е), например 40 Н7(Е);
для всех элементов с указанными отклонениями размеров и неуказанными допусками формы, если ссылка на общие допуски дополнена буквой Е, например:
|
«Tolerancing ISO 8015 |
(Нанесение допусков по ИСО 8015 |
|
General tolerances ISO 2768-тК-Е»; |
Общие допуски по ИСО 2768 тК-Е) |
— на чертежах, не содержащих ссылку на стандарт ИСО 8015, для элементов с указанными предельными отклонениями размеров и неуказанными допусками формы.
Разные предельные отклонения на участках поверхности
В тех случаях, когда разработчиками деталей для тех их участков поверхностей, которые имеют различные предельные отклонения номинальных значений, необходимо эти параметры обозначить, то при помощи сплошных тонких линий между ними разделяют границы. Что касается самих значений предельных отклонений, то они для каждого из участков указываются отдельно. Необходимо отметить, что в тех случаях, когда по правилам черчения на изображении имеется заштрихованная часть, то через нее граница не прочерчивается.
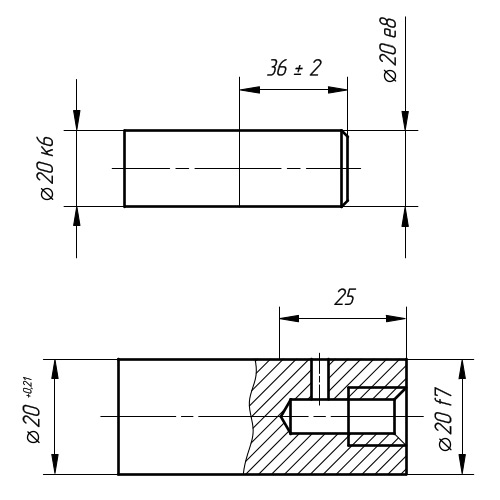
Пример обозначения участков поверхности с одинаковым номинальным размером
и разными предельными отклонениями