Гост 18907-73 прутки нагартованные, термически обработанные шлифованные из высоколегированной и коррозионностойкой стали. технические условия (с изменениями n 1, 2, 3, 4)
Содержание:
- Описание
- Механические характеристики
- Механические характеристики
- Технологические свойства
- Стандарты
- Механические характеристики
- Описание
- Особенности и преимущества металла
- Как определить коррозионную стойкость стали
- Химический состав в % стали 12Х18Н10Т
- Удельное сопротивление и другие показатели
- Стандарты
- Ближайшие эквиваленты (аналоги) стали 12Х18Н10Т
- Химический состав
- Зарубежные аналоги
- 7.1 Термическая обработка изделий из стабилизированных хромоникелевых сталей 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т 12Х18Н12Т, 08Х18Н12Т, 10Х14Г14Н4Т, 08Х18Н12Б, 12Х18Н9ТЛ, 10Х18Н11БЛ.
Описание
Сталь 12Х18Н10Т применяется: для изготовления поковок деталей общего машиностроения; деталей химической аппаратуры; деталей, работающих при температуре до +600 °С; сварных аппаратов и сосудов, работающих в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей; деталей, работающих под давлением при температуре от -196 до +600 °С, а при наличии агрессивных сред до +350 °С; деталей авиастроения; предметов потребления для домашнего хозяйства; аппаратов и деталей в пищевой промышленности; соединений оборудования, работающего в радиоактивных средах и контактирующего с агрессивной средой; в качестве плакирующего слоя при изготовлении горячекатаных двухслойных коррозионностойких листов; цельнокатаных колец различного назначения и колец сварных из листа профилированных ротационным деформированием для оборудования энергомашиностроения и химической промышленности; холоднокатаного проката и гнутых профилей, предназначенных для изготовления обшивы и каркаса кузовов пассажирских вагонов; листового проката толщиной от 40 мм до 160 мм применяемого при производстве деталей и конструкций судостроения, работающих в условиях морской воды; канатов двойной и тройной свивки для специальных условий работы; бесшовных холоднокатаных, холоднотянутых и теплокатаных труб, предназначенных для трубопроводов и арматуры повышенного качества; проволочных тканых сеток саржевого переплетения, применяемых в качестве армирующего материала при изготовлении асбостальных листов, для разделения сыпучих тел по величине зерна, фильтрации и других целей; проволоки пружинной, предназначенной для изготовления цилиндрических пружин, работающих в воздушной и агрессивных средах (морской воде, солевых и хлорных растворах, парах морской воды, в тропическом климате) при температурах от -253 °С до +300 °С и применяемых в уплотнениях турбин, предохранительных клапанах, насосах, регуляторах, компрессорах; торсионных пружин; биметаллических листов с алюминиевым сплавом АМг6, предназначенных для изготовления плоских переходников общего назначения; центробежнолитых труб используемых в качестве комплектующих в составе оборудования металлургической, машиностроительной, стекольной, керамической, добывающей и перерабатывающей нефтехимической промышленности, а также предназначенных для изготовления заготовок и деталей, применяемых в составе изделий авиационной и атомной промышленности.
Примечание
Сталь коррозионностойкая, жаростойкая и жаропрочная.Стабилизированная хромоникелевая сталь аустенитного класса.Рекомендуемая максимальная температура эксплуатации в течение длительного времени +800 °C.Рекомендуемая максимальная температура эксплуатации в течение весьма длительного времени +600 °C.Температура интенсивного окалинообразования в воздушной среде 850 °C.
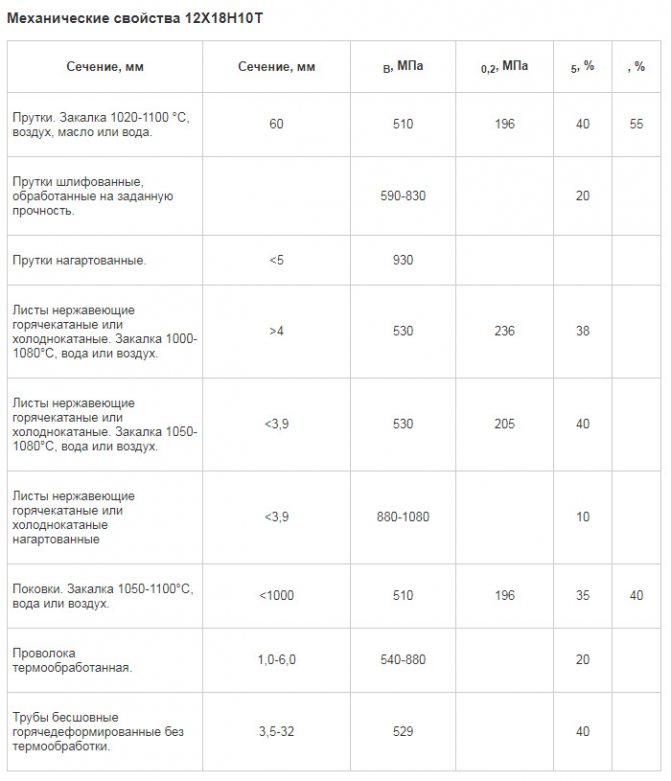
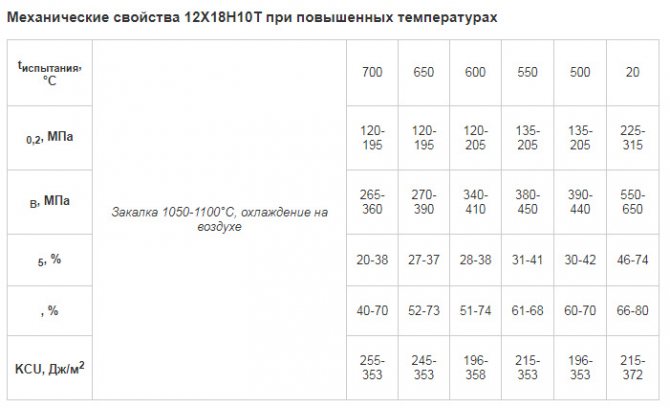
Механические характеристики
Марка 30ХГСА от обычных конструкционных сталей отличается повышенным значением прочности и устойчивости к ударным нагрузкам. Предел текучести равен 820 МПа. Для сравнения, нержавейка 12Х18Н10Т «течет» уже при 400 МПа. Полное разрушение стали происходит при нагрузке 980 МПа. Ударная вязкость составляет 127 КДжм2.
Обладает высокими пластичными свойствами: относительное удлинение 11%, а сужение 50%. Устойчива при работе в условиях переменных нагрузок. Предел выносливости 30ХГСА больше стали 45 ровно в 2 раза и имеет значение 490 МПа. Износоустойчива. Твердость находится в пределах 45-50 единиц по шкале Роквелла.
Сталь сохраняет свои механические характеристики при температуре вплоть до 400 С.
Механические характеристики
| Сечение, мм | sТ|s0,2, МПа | σB, МПа | d5, % | y, % | кДж/м2, кДж/м2 |
|---|---|---|---|---|---|
| Трубки малых размеров (капиллярные) термообработанные или нагартованные в состоянии поставки по ГОСТ 14162-79 | |||||
| — | ≥510 | ≥26 | — | — | |
| Листовой горячекатаный (1,5-3,9 мм) и холоднокатаный (0,7-3,9 мм) прокат по ГОСТ 5582-75. Закалка в воду или на воздухе с 1050-1080 °C | |||||
| — | — | ≥510 | ≥35 | — | — |
| Листовой горячекатаный (4,0-50,0 мм) и холоднокатаный (4,0-5,0 мм) прокат по ГОСТ 7350-77. Закалка в воду или на воздухе с 1030-1080 °C | |||||
| — | ≥205 | ≥510 | ≥43 | — | — |
| Прутки горячекатаные и кованые по ТУ 14-1-656-73. Образцы продольные. Закалка в воду с 1000-1050 °С | |||||
| — | ≥441 | ≥50 | ≥60 | — | |
| Сортовой прокат горячекатаный и кованый по СТП 26.260.484-2004. Закалка в воду или на воздухе с 1000-1080 °C | |||||
| ≥180 | ≥500 | ≥40 | ≥55 | — | |
| Трубы бесшовные горячедеформированные в состоянии поставки по ГОСТ 9940-81 | |||||
| — | ≥510 | ≥40 | — | — | |
| Трубы бесшовные горячекатаные по ТУ 14-3-743-78. Аустенизация при 1040-1060 °С, охлаждение на воздухе или в воде | |||||
| ≥216 | ≥490 | ≥35 | ≥55 | ≥1176 | |
| Трубы бесшовные особотонкостенные диаметром до 60 мм в нагартованном состоянии по ТУ 14-3-770-78 | |||||
| ≥196 | ≥530 | ≥35 | — | — | |
| Трубы бесшовные холодно-и теплодеформированные улучшенного качества в состоянии поставки по ТУ 14-3-1109-82 | |||||
| — | ≥549 | ≥37 | — | — | |
| Трубы горячекатаные, холоднокатаные и холоднотянутые. Закалка в воду или на воздухе с 1060-1080 °C | |||||
| — | ≥550 | ≥37 | — | — |
Технологические свойства
| Удельный вес | 7920 кг/м3 |
| Термообработка | Закалка 1050 — 1100oC, вода |
| Температура ковки | Начала 1200 °С, конца 850 °С. Сечения до 350 мм охлаждаются на воздухе |
| Твердость материала | HB 10 -1 = 179 МПа |
| Свариваемость материала | Без ограничений, способы сварки: РДС (электроды ЦТ-26), ЭШС и КТС. Рекомендуется последующая термообработка |
| Обрабатываемость резанием | В закаленном состоянии при HB 169 и σв=610 МПа, Кu тв. спл=0,85, Кu б. ст=0,35 |
| Флокеночувствительность | Не чувствительна |
| Жаростойкость | В воздухе при Т=650 °С 2-3 группа стойкости, при Т=750 °С 4-5 группа стойкости |
| Предел выносливости | σ-1=279 МПа, n=107 |
Технологические способности и обработка стали 12Х18Н10Т
Такие качества, как свариваемость, пластичность и ударная вязкость значительно повышаются закалкой в обычной воде, но при этом снижается твердость. Так что оптимальная термообработка – закалка при 1050°С–1080°С.
Сталь 12Х18Н10Т
отлично сваривается, и не имеет никаких ограничений. А для повышения прочности и надежности швов, необходима термообработка, так как область швов также должна отличаться стойкостью к коррозии межкристаллитного типа.
Формы поставки материала
| Обработка металлов давлением. Поковки | ГОСТ 25054-81; |
| Сортовой и фасонный прокат | ГОСТ 2879-2006; ГОСТ 1133-71; ГОСТ 2591-2006; ГОСТ 2590-2006; |
| Листы и полосы | ГОСТ 103-2006; ГОСТ 19904-90; ГОСТ 19903-74; |
| Сортовой и фасонный прокат | ГОСТ 18907-73; ГОСТ 8560-78; ГОСТ 8559-75; ГОСТ 7417-75; ГОСТ 5949-75; |
| Листы и полосы | ГОСТ 10885-85; ГОСТ 51393-99; ГОСТ 7350-77; ГОСТ 5582-75; ГОСТ 4405-75; |
| Ленты | ГОСТ 4986-79; |
| Трубы стальные и соединительные части к ним | ГОСТ 11068-81; ГОСТ 19277-73; ГОСТ 14162-79; ГОСТ 9941-81; ГОСТ 9940-81; |
| Проволока стальная легированная | ГОСТ 18143-72; |
| Сетки металлические | ГОСТ 3187-76; ГОСТ 3306-88; ГОСТ 9074-85. |
Применение стали 12Х18Н10Т с учетом характеристик и свойств
Марка стали 12Х18Н10Т
имеет весьма разнообразную область применения, что, прежде всего, показывает расшифровка стали 12х18н10т. За счет стойкости к агрессивным средам (кроме серосодержащих сред) она востребована в химической промышленности – при производстве сосудов, работающих под высоким давлением.
Изготавливают из стали 12Х18Н10Т
трубопроводы для транспортировки разбавленных растворов фосфорной, азотной, уксусной кислот, агрессивных оснований и солей, трубы для соединения оборудования с повышенной радиацией. Трубы нержавеющие бесшовные12Х18Н10Т незаменимы во всех областях пищевой промышленности, в нефтяной и нефтеперерабатывающей, в химической и топливно-энергетической отраслях. Активно используется в автомобильной, кораблестроительной, авиационной и промышленных областях.
Кроме того, 12Х18Н10Т
используют в криогенной технике при крайне низких температурах – до -269˚С, что не мешает ее применению при высоких температурах (как в дуговых печах).
Листы 12Х18Н10Т
используют в качестве строительного, и отделочного металла. Не менее популярны трубы из12Х18Н10Т , поковки деталей для машиностроения, проволока, круг, лента, и пр. Проволоку используют для сварочных работ. В виде нитей или шнуров сталь подходит для изготовления сеток, пружин, тросов и канатов.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Листы и полосы | В23 | ГОСТ 103-2006 |
| Сортовой и фасонный прокат | В22 | ГОСТ 1133-71, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006 |
| Методы испытаний. Упаковка. Маркировка | В09 | ГОСТ 11878-66 |
| Твердые сплавы, металлокерамические изделия и порошки металлические | В56 | ГОСТ 13084-88 |
| Проволока стальная легированная | В73 | ГОСТ 18143-72, TУ 14-4-867-77 |
| Обработка металлов давлением. Поковки | В03 | ГОСТ 25054-81, ОСТ 5Р.9125-84, СТ ЦКБА 010-2004 |
| Листы и полосы | В33 | ГОСТ 4405-75, ГОСТ 7350-77 |
| Классификация, номенклатура и общие нормы | В30 | ГОСТ 5632-72 |
| Сортовой и фасонный прокат | В32 | ГОСТ 5949-75, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, ГОСТ 18907-73, TУ 14-1-1673-76, TУ 14-1-2972-80, TУ 14-1-3564-83, TУ 14-1-3581-83, TУ 14-1-377-72, TУ 14-1-3818-84, TУ 14-1-3957-85, TУ 14-1-748-73, TУ 14-11-245-88, TУ 14-1-1271-75 |
| Классификация, номенклатура и общие нормы | В20 | ОСТ 1 90005-91 |
| Болванки. Заготовки. Слябы | В21 | ОСТ 1 90176-75 |
| Болванки. Заготовки. Слябы | В31 | ОСТ 3-1686-90, ОСТ 95-29-72, TУ 14-1-1214-75 |
| Ленты | В34 | ОСТ 5.9093-72, TУ 14-1-1370-75, TУ 14-1-2192-77 |
| Термическая и термохимическая обработка металлов | В04 | СТП 26.260.484-2004, СТ ЦКБА 016-2005 |
| Сетки металлические | В76 | TУ 14-4-1569-89, TУ 14-4-1561-89, TУ 14-4-507-99 |
| Канаты стальные | В75 | TУ 14-4-278-73 |
Механические характеристики
| Сечение, мм | sТ|s0,2, МПа | σB, МПа | y, % | кДж/м2, кДж/м2 | HRC |
|---|---|---|---|---|---|
| Градация показателей свойств готовых термообработанных деталей по ОСТ 1 90005-91 | |||||
| — | — | 1910-2110 | — | — | 49.5-54 |
| — | — | 1910-2160 | — | — | 49.5-54 |
| Прутки горячекатаные из 02Н18К9М5Т-ЭЛ (ЭП637А-ЭЛ, ВКС210-ЭЛ) по ТУ 14-1-3039-80. Закалка на воздухе с 780-820 °С (выдержка 1 ч) + Старение при 500-520 °С (выдержка 3 ч), охлаждение на воздухе | |||||
| — | ≥1913 | ≥47 | ≥290 | — | |
| Прутки кованые по ТУ 14-1-4211-87. Закалка в воду с 1170-1220 °C (выдержка 1-2 ч) + 3-х кратная закалка в воду с 900-930 °C (выдержка 1-2 ч) + Закалка на воздухе или в воду с 780-820 °C (выдержка 1-2 ч) + Старение при 500-540 °C (выдержка 2-5 ч), охлаждение на воздухе (в графе состояния поставки указано направление вырезки образцов) | |||||
| — | ≥1765 | ≥1810 | ≥25 | ≥240 | — |
| — | ≥1765 | ≥1810 | ≥40 | ≥340 | — |
Описание
Сталь 08Х18Н12Т применяется: для производства холоднокатаного листа и ленты повышенной прочности; различных деталей и конструкций, свариваемых точечной сваркой; труб и изготовления сварной аппаратуры, работающей в средах повышенной агрессивности (растворах азотной, уксусной кислот, растворах щелочей и солей); конструкций свариваемых точечной сваркой; конструкций корпусов кораблей, судов, изделий судовой техники и верфей (трубопроводов, арматуры, обтекателей различной аппаратуры); труб бесшовных горячекатаных обточенных и расточенных, предназначенных для печей и коммуникаций нефтеперерабатыващих заводов.
Примечание
Сталь маломагнитная, коррозионностойкая.
Стабилизированная хромоникелевая сталь аустенитного класса.
Магнитная проницаемость μ ≤ 1,01 гс/э. Сталь обычно не содержит α-фазы. При неблагоприятном соотношении легирующих элементов и углерода магнитная проницаемость может быть до 1,50 гс/э. Термическая обработка — эустенизация или стабилизация, горячая обработка давлением и гибка при температурах, праменяемых для горячей деформации не изменяют магнитную проницаемость, а наклеп выше 5−10% при комнатной или пониженных температурах заметно повышает ее.
Сталь 08Х18Н12Т практически не имеет ферритной фазы и обладает более высокой стойкостью к межкристаллитной коррозии, чем сталь 08Х18Н10Т.
Сталь имеет низкие антифрикционные свойства и склонна к образованию задиров, поэтому обычно не применяется в парах трения. Для улучшения антифрикционных свойств производится азотирование по специальным режимам с применением хлористого аммония для удаления окисной пленки.
Особенности и преимущества металла
В качестве составляющих используется большое число легирующих веществ, которые обуславливают ее свойства. Главными компонентами выступают хром и никель.
Хром дает возможность к пассивации и исключает корродирование на поверхности материала. Его процентное содержание – 17-19%.

Проволока
Благодаря никелю нержавеющая сталь 12Х18Н10Т относится к аустенитам, она приобретает такие особенности, как технологичность и высокие эксплуатационные характеристики. Прокат ее осуществляется без нагрева или с повышением температуры, при этом конструкция будет характеризоваться коррозионной стойкостью в агрессивной среде, чего нельзя сказать о ферритных материалах. Концентрация компонента составляет 9-11%.
За счет использования Ni и Cr обеспечивается стабильность материала при охлаждении. Для получения аустенита при t=900 С требуется всего 0,1% углерода, что обусловлено его воздействием на металл. Также в состав изделия входят Ti, Al и Si, которые обеспечивают ферритные качества.

Титан используется в качестве сильного карбидообразующего компонента, что исключает образование коррозии в кристаллической решетке. При реакции с углеродом образуется тугоплавкий карбид, что приводит к снижению в составе свободного хрома за счет взаимодействия его с углеродом.
Кремний предназначен для увеличения поровой плотности материала путем выведения газа из структуры. Это положительно сказывается на повышении прочностных характеристик, предела текучести, но снижает пластичность, что негативно сказывается на качестве холодной прокатки. Содержание – 0,8%.
Входящий в состав стали 12Х18Н10Т марганец снижает скорость образования зерна, что улучшает структуру. Жаростойкость
| Среда | Воздух | Воздух |
| Температура, °С | 750 | 650 |
| Группа стойкости или балл | 4-5 | 2-3 |
Небольшое количество фосфора в составе (0,035%) обусловлено его свойствами. Он негативно сказывается на механических качествах состава, что нежелательно для металла, используемого в криогенной технике. При понижении температуры он способен снизить пластичность материала.
Металл является пластичным и вязким при ударах, что является преимуществом. Недостатками считаются малая коррозионная стойкость к хлорсодержащим веществам, серной и соляной кислоте.
Вернуться к содержанию
Как определить коррозионную стойкость стали
Чтобы выяснить, коррозионностойкая сталь или нет, нужны следующие действия:
- хорошо зачистить маленький участок детали;
- нанести пару капель раствора медного купороса;
- если изделие покрылось слоем красной меди, значит сплав подвержен ржавчине, если ничего не произошло, то это нержавеющая сталь.
Степень устойчивости к коррозии можно определить по количеству основных элементов, которые входят в состав сплава- никеля и хрома. Если хрома содержится больше 12 %, то этот сплав будет антикоррозийным в обычной среде, если больше 17%, то он может выдерживать даже агрессивную щелочную среду.
Химический состав в % стали 12Х18Н10Т
| C | Si | Mn | P | S | Cr | Mo | Ni | V | Ti | Cu | W | Fe |
| <0,12 | <0,8 | <2,0 | <0,035 | <0,02 | 17,0-19,0 | <0,5 | 9,0-11,0 | <0,2 | <0,8 | <0,4 | <0,2 | Остальное |
Химический состав 12Х18Н10Т регламентирует ГОСТ 5632-72
- Достаточно большой процент хрома (17%–19%).
- Легирующая добавка никеля (9%–11%).
- Углерод в сплаве – небольшая концентрация (0,1 %).
- Легирующий элемент – титан.
- Кремний (0,8 %).
Влияние химсостава на свойства стали 12Х18Н10Т
Основные добавки сложнолегированной стали значительно влияют на ее свойства:
- Хром повышает антикоррозийные качества.
- Благодаря введению никеля, сталь входит в разряд аустенитов, и сочетает все технологические и эксплуатационные свойства нержавеющих сталей.
- Введение в сплав алюминия, титана и кремния придает 12Х18Н10Т качества ферритной стали.
- Титан создает карбидообразующий эффект, и предотвращает риск межкристаллитной коррозии.
- Марганец позволяет изготавливать сталь с мелкозернистой структурой.
- Кремний увеличивает плотность и улучшает степень текучести. В то же время он снижает уровень пластичности, что усложняет прокатку холодным способом.
- Содержание фосфора не должно превышать 0,035 %, так как он провоцирует снижение механических свойств, что осложняет использование стали в криогенной области.
Удельное сопротивление и другие показатели
Величина удельного электрического сопротивления представляет собой отношение напряженности электрического поля в металле и плотности тока, протекающего в нем. Для практических расчетов используется формула: в которой ρ является удельным сопротивлением металла (Ом*м), Е – напряженностью электрического поля (В/м), а J – плотностью электротока в металле (А/м 2 ). При очень большой напряженности электрического поля и низкой плотности тока, удельное сопротивление металла будет высоким.
Существует еще одна величина, называемая удельной электропроводностью, обратная удельному сопротивлению, указывающая на степень проводимости электрического тока тем или иным материалом. Она определяется по формуле и выражается в единицах См/м – сименс на метр.
Удельное сопротивление тесно связано с электрическим сопротивлением. Однако они имеют различия между собой. В первом случае – это свойство материала, в том числе и стали, а во втором случае определяется свойство всего объекта. На качество резистора влияет сочетание нескольких факторов, прежде всего, формы и удельного сопротивления материала, из которого он изготовлен. Например, если для изготовления проволочного резистора использовалась тонкая и длинная проволока, то его сопротивление будет больше, чем у резистора, изготовленного из толстой и короткой проволоки одинакового металла.
В качестве другого примера можно привести резисторы из проволоки с одинаковым диаметром и длиной. Однако, если в одном из них материал имеет высокое удельное сопротивление, а в другом низкое, то соответственно в первом резисторе электрическое сопротивление будет выше, чем во втором.
Зная основные свойства материала, можно использовать удельное сопротивление стали для определения величины сопротивления стального проводника. Для вычислений, кроме удельного электрического сопротивления потребуется диаметр и длина самого провода. Расчеты выполняются по следующей формуле: , в которой R является сопротивлением проводника (Ом), ρ – удельным сопротивлением стали (Ом*м), L – соответствует длине провода, А – площади его поперечного сечения.
Существует зависимость удельного сопротивления стали и других металлов от температуры. В большинстве расчетов используется комнатная температура – 20 0 С. Все изменения под влиянием этого фактора учитываются с помощью температурного коэффициента.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Сортовой и фасонный прокат | В22 | ГОСТ 1133-71, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006 |
| Методы испытаний. Упаковка. Маркировка | В09 | ГОСТ 11878-66 |
| Листы и полосы | В23 | ГОСТ 19903-74, ГОСТ 19904-90, ГОСТ 103-2006, ГОСТ 19903-90 |
| Листы и полосы | В33 | ГОСТ 4405-75, ГОСТ 7350-77 |
| Классификация, номенклатура и общие нормы | В30 | ГОСТ 5632-72 |
| Сортовой и фасонный прокат | В32 | ГОСТ 5949-75, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, TУ 14-11-245-88, TУ 14-1-1529-2003 |
| Трубы стальные и соединительные части к ним | В62 | ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 14162-79, TУ 14-159-165-87, TУ 14-3-1109-82, TУ 14-158-135-2003, TУ 14-3-460-2009, TУ 14-3Р-110-2009, TУ 14-3Р-55-2001, TУ 14-158-137-2003, TУ 14-3-460-2003, TУ 14-3-1654-89 |
| Болванки. Заготовки. Слябы | В31 | ОСТ 3-1686-90, ОСТ 95-29-72, TУ 108-938-80, TУ 14-1-1214-75, TУ 14-1-565-84 |
| Сварка и резка металлов. Пайка, клепка | В05 | ОСТ 95 10441-2002 |
| Отливки из цветных металлов и сплавов | В84 | РД 9257-76 |
| Термическая и термохимическая обработка металлов | В04 | СТП 26.260.484-2004 |
Ближайшие эквиваленты (аналоги) стали 12Х18Н10Т
| США (ASTM/AISI) | 321, 321H, S32100, S32109 |
| Германия (DIN, WNr) | 1.4541, 1.5878, X10CrNiTi18-10, X12CrNiTi18-9, X6CrNiTi18-10 |
| Япония (JIS) | SUS321 |
| Франция (AFNOR) | Z10CN18-10, Z10CN18-11, Z6CN18-10, Z6CNT18-12 |
| Англия (BS) | 321S31, 321S51, 321S59, LW18, LW24, X6CrNiTi18-10 |
| Евронормы (EN) | 1.4541, 1.4878, X10CrNiTi18-10, X6CrNiTi18-10KT |
| Италия (UNI) | X6CrNiTI18-11, X6CrNiTi18-11KG, X6CrNiTi18-10KT |
| Испания (UNE) | F.3523, X6CrNiTi18-10 |
| Китай (GB) | 0Cr19Ni10Ti, 0Cr18Ni11Ti, 0Cr18Ni9Ti, 1Cr18Ni11Ti, H0Cr20Ni10Ti |
| Швеция (SS) | 2337 |
| Болгария (BDS) | 0Ch148N10T, Ch18N12T, Ch18N9T, X6CrNiTi18-10 |
| Венгрия (MSZ) | H5Ti, KO36Ti, KO37Ti, X6CrNi18-10 |
| Польша (PN) | 0H18N10T, 1H18N10T, 1H18N12T, 1H18N9T |
| Румыния (STAS) | 10TiNiCr180, 12TiNiCr180 |
| Чехия (CSN) | 17246, 17247, 17248 |
| Австрия (ONORM) | X6CrNiTi18-10KKW, X6CrNiTi18-10S |
| Австралия (AS) | 321 |
| Южная Корея (KS) | STS321, STS321TKA, STSF321 |
| Россия (ГОСТ) | 10Х14Г14Н4Т, Х14Г14Н3Т |
Химический состав
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Fe | Cu |
|---|---|---|---|---|---|---|---|---|---|
| TУ 5.961-11151-92 | ≤0.12 | ≤0.03 | ≤0.035 | 1-2 | 17-20 | 0.2-1 | 8-11 | Остаток | — |
| ГОСТ 2176-77 | ≤0.12 | ≤0.03 | ≤0.035 | 1-2 | 17-20 | 0.2-1 | 8-11 | Остаток | ≤0.3 |
Fe — основа.
По ГОСТ 977-88, ОСТ 5Р.9285-95 и ТУ 5.961-11151-92 содержание Ti = 5·С% — 0,70%.
По ОСТ 5Р.9285-95 содержание меди до 0,40 % и молибдена до 0,12% не является браковочным признаком при условии соблюдения требований стандарта и если в технических условиях заказа или чертежа отсутствуют специальные указания.
По ТУ 5.961-11151-92 для отливок 1 и 2 классов массовая доля кобальта в стали не должна превышать 0,20 %, а для отливок, находящихся в зоне прямого облучения — 0,15 %.
По ГОСТ 2176-77 химический состав приведен для стали марки 12Х18Н9ТЛ. Содержание Ti = 5·С% — 0,80%. Допускаются отклонения от норм химического состава: по углероду ±0,020 %; по кремнию ±0,10 %; по марганцу, меди, хрому и никелю ±0,10 % каждого; по титану и вольфраму ±0,050 % каждого; по ванадию, молибдену и ниобию ±0,020 % каждого.
Зарубежные аналоги
Среди близких по химическому составу и характеристикам стали, выпускаемой в других странах мира, следует отметить:
- 321, 321H, S32100 в США;
- сталь SUS321 в Японии;
- 0Cr18NiTi18-11, 0Cr18Ni11Ti, 1Cr18Ni11Ti в Китае;
- STS321 в Южной Корее;
- 2337 в Швеции;
- 1.4541, 1.4878, X10CrNiTi18-10 в Евросоюзе.
При этом следует отметить, что кроме общеевропейских стандартов, которым соответствует сталь 12Х18Н10Т, каждое государство Евросоюза имеет собственную маркировку этого сплава. Так, например, в Германии это X12CrNiTi18-9, в Великобритании сталь марок 321S31, 321S51 и LW18. Единого европейского стандарта на нержавеющие металлы пока еще не разработано.
Стоимость проката и поковок из стали 12Х18Н10Т
Цена материалов изготовленных из нержавейки 12Х18Н10Т определяется:
- сложностью сечения проката;
- качество и свойства, которые имеет сталь;
- степенью поверхностной обработки;
- складскими и транспортными расходами;
- существующими предложениями на рынке.
Кроме этого на стоимость заказа могут оказать влияние его объем и способ приобретения материалов.
Отпуск проката осуществляется по весу. При этом большое влияние оказывает качество обработки поверхности и технические характеристики. Средняя стоимость матовых листов толщиной 1,0 мм составляет 260 руб/кг, а полированный лист стоит в два-три раза больше.
Еще один фактор определения цены на 12Х18Н10Т зависит от местонахождения покупателя. В центральных районах страны стоимость ниже, чем в отдаленных регионах. Это объясняется малым количеством конкурентных предложений на рынке металлопроката, а так же увеличением транспортных расходов.
Оформление заказа, покупка и доставка в компаниях
Компании предлагают всем заинтересованным организациям, предприятиям и частным лицам купить нержавеющий прокат из стали марки 12Х18Н10Т по самым выгодным ценам на рынке металлопроката. Для получения технической консультации, уточнения цен, характеристик и оформления заявки вам нужно позвонить по телефонам компаний. Так же возможно просто оставить заявку на сайте и специалист свяжется с вами в самое ближайшее время.
Наличие нержавеющего проката 12Х18Н10Т на складе позволяет обеспечить самую оперативную доставку металла по указанному в заявке адресу. По желанию клиент всегда может обеспечить получение товара на условиях самовывоза.
Компании всегда готовы обсудить вопрос предоставления скидок постоянным и оптовым покупателям. Работать с нами всегда выгодно и удобно.
Рейтинг: 5/5 — 1
голосов
7.1 Термическая обработка изделий из стабилизированных хромоникелевых сталей 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т 12Х18Н12Т, 08Х18Н12Т, 10Х14Г14Н4Т, 08Х18Н12Б, 12Х18Н9ТЛ, 10Х18Н11БЛ.
7.1.1
В зависимости от назначения, условий работы, агрессивности среды изделия
подвергают:
а)
закалке (аустенизации);
б)
стабилизирующему отжигу;
в)
отжигу для снятия напряжений;
г)
ступенчатой обработке.
7.1.2
Изделия закаливают для того, чтобы:
а)
предотвратить склонность к межкристаллитной коррозии (изделия работают при
температуре до 350 °С);
б)
повысить стойкость против общей коррозии;
в)
устранить выявленную склонность к межкристаллитной коррозии;
г)
предотвратить склонность к ножевой коррозии (изделия сварные работают в
растворах азотной кислоты);
д)
устранить остаточные напряжения (изделия простой конфигурации);
е)
повысить пластичность материала.
7.1.3 Закалку изделий необходимо проводить по режиму: нагрев до 1050 — 1100
°С, детали с толщиной материала до 10 мм охлаждать на воздухе, свыше 10 мм — в
воде. Сварные изделия сложной конфигурации во избежание поводок следует
охлаждать на воздухе.
7.1.4 Время выдержки при нагреве под закалку для изделий с
толщиной стенки до 10
мм — 30 мин, свыше 10 мм — 20 мин + 1 мин на 1
мм максимальной толщины.
7.1.5
При закалке изделий, предназначенных для работы в азотной кислоте, температуру
нагрева под закалку необходимо держать на верхнем пределе (выдержка при этом
сварных изделий должна быть не менее 1 ч).
7.1.6
Стабилизирующий отжиг применяется для:
а)
предотвращения склонности к межкристаллитной коррозии (изделия работают при
температуре свыше 350 °С);
б)
снятия внутренних напряжений;
в)
ликвидации обнаруженной склонности к межкристаллитной коррозии, если по
каким-либо причинам закалка нецелесообразна.
7.1.8
Стабилизирующему отжигу для предотвращения склонности к межкристаллитной коррозии
изделий, работающих при температуре более 350 °С, можно подвергать стали,
содержащие не более 0,08 % углерода.
7.1.10
При термической обработке крупногабаритных сварных изделий разрешается
проводить местный стабилизирующий отжиг замыкающих швов согласно п. , при этом все свариваемые
элементы должны быть подвергнуты стабилизирующему отжигу до сварки.
7.1.11
При проведении местного стабилизирующего отжига необходимо обеспечить
одновременно равномерные нагрев и охлаждение по всей длине сварного шва и
прилегающих к нему зон основного металла на ширину, равную двум — трем ширинам
шва, но не более 200 мм.
Ручной
способ нагрева недопустим.
7.1.12
Для более полного снятия остаточных напряжений отжиг изделий из
стабилизированных хромоникелевых сталей проводят по режиму: нагрев до 870 — 900
°С; выдержка 2 — 3 ч, охлаждение с печью до 300 °С (скорость охлаждения 50 — 100
град/ч), далее на воздухе.
7.1.13 Отжиг проводят, соблюдая требования п. настоящего стандарта.
7.1.14
Ступенчатая обработка проводится для:
а)
снятия остаточных напряжений и предотвращения склонности к межкристаллитной
коррозии;
б)
для предотвращения склонности к межкристаллитной коррозии сварных соединений
сложной конфигурации с резкими переходами по толщине;
в)
изделия со склонностью к межкристаллитной коррозии, устранить которую другим
способом (закалкой или стабилизирующим отжигом) нецелесообразно.
7.1.15 Ступенчатую обработку необходимо проводить по режиму:
нагрев до 1050 — 1100 °С; выдержка согласно п. ; охлаждение с
максимально возможной скоростью до 870 — 900 °С; выдержка при 870 — 900 °С в
течение 2 — 3 ч; охлаждение с печью до 300 °С (скорость- 50 — 100 град/ч), далее на воздухе.
7.1.16
Для ускорения процесса ступенчатую обработку рекомендуется проводить в
двухкамерных или в двух печах, нагретых до различной температуры. При переносе
из одной печи в другую температура изделий не должна быть ниже 900 °С.
7.1.17 Ступенчатую обработку разрешается проводить при соблюдении
требований п. .
7.1.18
Отливки из стабилизированных сталей 12Х18Н9ТЛ,
10X18H11БЛ
следует подвергать закалке по режиму, указанному в п. и .
7.1.19
Для более полной аустенизации стали 12Х18Н9ТЛ
закалку необходимо проводить с 1100 °С, стали 10Х18Н11БЛ с 1150 °С.
7.1.20
При работе в средах, вызывающих коррозионное растрескивание, отливки следует
подвергать стабилизирующему отжигу по режиму, указанному в п. .









