Сталь 20л: характеристики, хим состав и свойства
Содержание:
- Характеристики стали 20КТ
- Химический состав
- Маркировка сталей | Сварочные работы
- Стандарты
- 7.1 Термическая обработка изделий из стабилизированных хромоникелевых сталей 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т 12Х18Н12Т, 08Х18Н12Т, 10Х14Г14Н4Т, 08Х18Н12Б, 12Х18Н9ТЛ, 10Х18Н11БЛ.
- Химический состав и свойства
- Характеристики материала
- Механические характеристики
- Стали и сплавы высоколегированные, коррозионно-стойкие, жаростойкие и жаропрочные
- 10Х17Н13М2Т (Х17Н13М2Т, ЭИ 448)
- Стоимость
- Маркировка и расшифровка
- Технологические свойства
Характеристики стали 20КТ
| Классификация | Сталь конструкционная углеродистая качественная. |
| Применение |
Для изготовления листового проката 4-14 мм 1-2 категории, предназначенного для холодной штамповки; после нормализации или без термообработки крюков кранов, муфт, вкладышей подшипников и других деталей, работающих при температурах от -40 °С до +450 °С под давлением; после ХТО — для изготовления шестерней, червяков, червячных пар и других деталей, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины; холоднокатаных плавниковых труб наружным диаметром 32, 38 и 50 мм, предназначенных для паровых котлов со сверхкритическими параметрами пара; труб перегревателей, коллекторов и трубопроводов котлов высокого давления; цементуемых деталей для длительной и весьма длительной службы при температурах до +350 °С; заготовок деталей трубопроводной арматуры; деталей типа донышек, воротниковых фланцев, штуцеров, колец, патрубков, тройников и деталей прямоугольной формы для энергооборудования и трубопроводов с абсолютным давлением свыше 3,9 МПа тепловых электростанций; оборудования и трубопроводов атомных станций (АС); деталей и элементов трубопроводов пара и горячей воды атомных станций (АС), с расчётной температурой среды не выше +350°С при рабочем давлении менее 2,2 МПа (22 кгс/см2); труб для установок химических и нефтехимических производств с условным давлением Ру=19,6-98 МПа (200-1000 кгс/см2); спиральношовных труб с двухсторонним швом для трубопроводов атомных электростанций; труб бесшовных высокого давления (6-10 мм) для топливопроводов дизелей; горячекатаного профиля для изготовления ободьев колес сельскохозяйственных машин; электросварных труб для изготовления деталей и конструкций в мотовелостроении; стальных гнутых замкнутых сварных квадратных и прямоугольных профилей, предназначенных для применения в сельскохозяйственном машиностроении, тракторостроении и других отраслях народного хозяйства; бесшовных горячедеформированных хладостойких труб для газлифтных систем и обустройства газовых месторождений; колец цельнокатаных различного назначения; бесшовных холоднодеформированных, теплодеформированных, горячедеформированных, в том числе горячепрессованных, и горячепрессованных редуцированных труб, предназначенных для паровых котлов и трубопроводов установок с высокими и сверхкритическими параметрами пара; бесшовных холоднодеформированных, теплодеформированных, горячедеформированных, в том числе горячепрессованных, и горячепрессованных редуцированных труб, предназначенных для паровых котлов и трубопроводов установок с высокими и сверхкритическими параметрами пара; биметаллических бесшовных труб для судостроения с наружным слоем из стали и внутренним слоем из меди; электросварных холоднодеформированных труб, предназначенных для карданных валов автомобилей, тракторов и машин; горячедеформированных бесшовных труб, применяемых в судостроении для паропроводов; бесшовных горячедеформированных труб повышенной коррозионной стойкости и хладостойкости (ст.20А), с наружным диаметром от 89 до 426 мм класса прочности не менее К48, для внутрипромысловых трубопроводов, транспортирующих продукцию нефтяных скважин (низконапорных водоводов пресной и подтоварной воды при давлении до 2 МПа в системах заводнения пластов); труб бесшовных горячедеформированных нефтегазопроводных повышенной коррозионной стойкости и хладостойкости, предназначенных для строительства и эксплуатации нефтегазопроводов в условиях северной климатической зоны нефтедобывающих предприятий ОАО «Нижневартовскнефтегаз» при температуре окружающей среды от минус 50°С до +40 °С, температурой транспортируемых сред от +5 °С до +40°С ; труб с наружным поперечным оребрением, выполненным с применением сварки токами высокой частоты, для паровых котлов, предназначенных для изготовления поверхностей нагрева; труб, применяемых в авиационной технике; полосового проката, применяемого для изготовления деталей автомобилей. |
Химический состав
Сталь относится к коррозионностойкому жаропрочному веществу, и к мартенсита-ферритному классу. В соединении имеется 10 химических элементов:
- Углерод (С) – 0,11-0,17%. Придаёт веществу плотность.
- Кремний (Si) и марганец (Mn) – не более 0,8%. Первый необходим для закаливаемости, второй – для удаления лишнего кислорода.
- Никель (Ni) – 1,5-2,5%. Защищает плоскость от ржавчины.
- Фосфор (P) – 0,03%. Снижает хрупкость предмета.
- Сера (S) – 0,025%. Необходима для будущей обработки плоскости.
- Хром (Cr) – 16-18%. Добавляется во все нержавеющие стали, и даёт сопротивляемость коррозии.
- Титан (Ti) – не более 0,2%. Уменьшает массу объекта и увеличивает устойчивость к повреждениям.
- Медь (Cu) – до 0,3%. Придаёт металлу пластичность, и защищает его от надломов.
- Железо (Fe) – 78%. Основная составляющая, являющаяся неотъемлемой частью любой стали.
Несмотря на высокие показатели, хранить сталь 14Х17Н2 можно только в удалённом от воды месте. Особенно, если период складирования будет достигать нескольких лет. В этом случае продукт сохранит свою первоначальную гладкость, и не утратит эксплуатационные опции.
Маркировка сталей | Сварочные работы
Марка сталей обозначается сочетанием букв и цифр. Сталь углеродистая обыкновенного качества маркируется буквами Ст, что означает «сталь», после которых ставится одна из цифр от 0 до 6. Цифра в обозначении марки указывает номер стали, определяющий ее состав и свойства. Причем, чем выше номер, тем больше в стали углерода. Так, в Ст1 углерода может быть 0,06—0,12 %; в стали Ст3 — углерода 0,14—0,22%; в стали Стб — углерода 0,38—0,49 %.
Углеродистая сталь может быть трех степеней раскисления — спокойная, полуспокойная и кипящая. Для лучшей характеристики стали к ее марке добавляют соответствующие буквы сп, пс, кп. Например, Ст2кп, Ст3сп, Ст5пс, Стбсп.
В соответствии с ГОСТ 380—71 в некоторых марках стали допускается содержание марганца до 1 % и более. При маркировке таких сталей перед буквами, означающими степень раскисления, ставится буква Г. Например, Ст3пс может содержать марганца 0,4—0,65 %, а Ст3Гпс содержит марганца 0,8—1,1 %; Ст5пс содержит марганца 0,5—0,8%, а Ст5Гпс — 0,8—1,2 %.
Стали углеродистые обыкновенного качества, изготовляемые по ГОСТ 380—71, в зависимости от гарантируемых характеристик и назначения делятся на три группы.
Стали группы А характеризуются механическими свойствами.
Стали группы Б характеризуются химическим составом. Эти стали, так же как и стали группы А, бывают различных степеней раскисления и с повышенным содержанием марганца, т. е. могут быть стали марок БСт3кп, БСт3пс, БСт3сп и БСт3Гпс.
Стали группы В характеризуются механическими свойствами и химическим составом. К этой группе относятся стали марок ВСт2, ВСт3, ВСт4 и ВСт5, из них некоторые могут быть всех степеней раскисления и с повышенным содержанием марганца.
По химическому составу стали группы В должны соответствовать нормам, указанным в ГОСТ для стали группы Б, за исключением нижнего предела по содержанию углерода. Сталь всех групп с номерами от 1 до 4 может быть всех степеней раскисления, а с номерами 5 и 6—только спокойной или полуспокойной.
В зависимости от нормируемых показателен счаль каждой группы подразделяется на категории.
Сталь группы А имеет три категории, для каждой из которых установлены заданные нормы механических свойств.
Сталь группы Б подразделяется на две категории. К первой категории относятся стали марок БСт0 — БСтб всех степеней раскисления, нормируемые по углероду, марганцу, кремнию, сере, фосфору и азоту. Ко второй категории относятся стали марок БСт1 — БСтб, нормируемые кроме указанного для первой категории еще и содержанием хрома, никеля и меди.
Стали группы В подразделяются на шесть категорий, а к нормируемым показателям относится временное сопротивление, предел текучести, относительное удлинение, изгиб в холодном состоянии, химический состав и ударная вязкость при различных температурах.
Сталь группы В третьей — шестой категорий поставляется только полуспокойной и спокойной.
Для обозначения категории стали к обозначению марки добавляют номер соответствующей категории, например ВСт3псЗ, БСт3кп2, Ст3пс2 и т. п.
По ГОСТ 1050—74 выпускается углеродистая качественная конструкционная сталь. В зависимости от механических свойств эта сталь делится на пять категорий. В углеродистых качественных сталях нормируется содержание углерода, кремния, марганца, хрома, серы и фосфора. По содержанию углерода сталь и маркируется.
Марка углеродистых качественных сталей состоит из двух цифр, которые указывают на примерное содержание углерода в сотых долях процента. Например, сталь 08 содержит углерода 0,5—0,12 %; сталь 20 содержит углерода 0,17—0,24.
В качественных конструкционных сталях жестче ограничения по содержанию вредных примесей, чем в сталях обыкновенного качества.
Диапазоны химического состава низко- и среднеуглеродистых качественных сталей и сталей обыкновенного качества в значительной степени перекрываются. Это позволяет при необходимости осуществлять их замену. Например, Сталь 20 может быть заменена сталью ВСт3сп, но стандарт на качественную сталь не регламентирует их ударную вязкость при отрицательных температурах и после механического старения.
При производстве стальных строительных конструкций большое применение находят низколегированные стали и стали повышенной прочности. Маркировка легированных сталей состоит из сочетания прописных букв и цифр. Буквы указывают наличие в стали легирующих элементов. Условное обозначение химических элементов, входящих в состав сталей, приведено в табл. 3.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Сортовой и фасонный прокат | В32 | ГОСТ 1050-88, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 10702-78, ГОСТ 14955-77, ГОСТ 1050-2013, ОСТ 1 92049-76, TУ 14-1-5414-2001, TУ 14-1-1431-75, TУ 14-1-2118-77, TУ 14-1-3987-85, TУ 14-1-4597-89, TУ 14-1-5058-91, TУ 14-1-5.14-73, TУ 14-2-849-89, TУ 14-11-245-88, TУ 14-1-1529-2003, СТП М323-80, TУ 14-1-1271-75, TУ 14-1-5228-93, TУ 14-136-367-2008 |
| Листы и полосы | В33 | ГОСТ 1577-93, ГОСТ 4041-71, TУ 14-1-522-93, TУ 108.1273-84, TУ 14-1-197-72, TУ 14-1-2610-79, TУ 14-1-3579-83, TУ 14-1-4516-88, TУ 14-1-4912-90, TУ 14-1-5033-91, TУ 14-1-5036-91, TУ 14-1-522-73, TУ 14-1-2471-78 |
| Ленты | В34 | ГОСТ 2284-79, ГОСТ 10234-77, ГОСТ 19851-74, TУ 14-4-1010-79 |
| Ленты | В24 | ГОСТ 3560-73 |
| Проволока стальная средне- и высокоуглеродистая | В72 | ГОСТ 3920-70, ГОСТ 7372-79, ГОСТ 9389-75, ГОСТ 9850-72, ГОСТ 17305-91, ГОСТ 26366-84 |
| Трубы стальные и соединительные части к ним | В62 | ГОСТ 550-75, ГОСТ 3262-75, ГОСТ 5005-82, ГОСТ 5654-76, ГОСТ 8639-82, ГОСТ 8642-68, ГОСТ 8644-68, ГОСТ 8645-68, ГОСТ 8646-68, ГОСТ 8696-74, ГОСТ 8732-78, ГОСТ 8734-75, ГОСТ 9567-75, ГОСТ 10704-91, ГОСТ 10705-80, ГОСТ 10707-80, ГОСТ 11017-80, ГОСТ 12132-66, ГОСТ 13663-86, ГОСТ 19277-73, ГОСТ 20295-85, ГОСТ 21729-76, ГОСТ 22786-77, ГОСТ 23270-89, ГОСТ 24950-81, ГОСТ 30563-98, ГОСТ 30564-98, ГОСТ 8733-87, ГОСТ 8731-87, ГОСТ 13664-68, ГОСТ Р 53383-2009, ОСТ 24.125.30-89, СТО 79814898 105-2008, TУ 14-3Р-251-2007, TУ 14-3-808-78, TУ 14-3-1971-97, TУ 108.790-87, TУ 13-3-1486-87, TУ 14-3-1128-2000, TУ 14-3-1428-86, TУ 14-3-1443-86, TУ 14-3-1473-87, TУ 14-3-1577-88, TУ 14-3-251-74, TУ 14-3-341-75, TУ 14-3-377-87, TУ 14-3-480-76, TУ 14-3-523-76, TУ 14-3-587-77, TУ 14-3-675-78, TУ 14-3-684-77, TУ 1380-001-08620133-93, TУ 14-157-54-97, TУ 14-162-14-96, TУ 14-162-20-97, TУ 14-3-463-2005, TУ 14-3-1303-84, TУ 14-3-1083-81, TУ 14-3-1486-87, TУ 14-159-305-2005, TУ 14-3-473-76, TУ 14-159-263-96, TУ 14-3P-63-2002, TУ 14-161-171-97, TУ 1380-001-08620133-05, TУ 14-3Р-63-2002, TУ 14-3-460-2009, TУ 14-3Р-51-2001, TУ 14-3Р-50-2001, TУ 14-159-1128-2008, TУ 14-3-1963-95, TУ 14-161-148-94, TУ 1317-006.1-593377520-2003, TУ 1301-039-00212179-2010, TУ 14-3-624-88, TУ 14-3-377-99, TУ 14-3-1128-2005, TУ 1310-030-00212179-2007, TУ 1373-022-05757850-08, TУ 14-156-50-2003, TУ 14-159-308-2006, TУ 14-1-5598-2010, TУ 14-3Р-55-2001, TУ 24-18-233-93, TУ 13.03-011-00212179-2003, TУ 14-3Р-44-2001, TУ 1303-002-08620133-01, TУ 14-3-460-2003, TУ 14-3Р-1128-2007, TУ 14-3-190-2004, TУ 14-3-1128-82, TУ 14-3-1654-89, TУ 1373-013-02949352-2003, TУ 1303-007-12281990-2015, TУ 14-158-113-99, TУ 14-161-149-94 |
| Проволока стальная низкоуглеродистая | В71 | ГОСТ 5663-79 |
| Листы и полосы | В23 | ГОСТ 82-70, ГОСТ 14918-80, ГОСТ 16523-97, ГОСТ 16523-89, ГОСТ 16523-70, ГОСТ 103-2006, ГОСТ 19903-90, TУ 14-1-4220-87, TУ 14-1-1934-76, TУ 14-1-4632-93 |
| Сортовой и фасонный прокат | В22 | ГОСТ 8239-89, ГОСТ 8240-97, ГОСТ 8278-83, ГОСТ 8281-80, ГОСТ 8282-83, ГОСТ 8283-93, ГОСТ 8319.0-75, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 9234-74, ГОСТ 10551-75, ГОСТ 11474-76, ГОСТ 12492.5-90, ГОСТ 25577-83, ГОСТ 30245-2003, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ОСТ 5.9087-84, TУ 14-2-341-78, СТП М326-80, TУ 14-105-568-93 |
| Обработка металлов давлением. Поковки | В03 | ГОСТ 8479-70, ОСТ 5Р.9125-84, ОСТ 108.030.113-87, ОСТ 26-01-135-81, TУ 108-11-908-87, СТ ЦКБА 010-2004 |
| Нормы расчета и проектирования | В02 | ОСТ 1 00154-74 |
| Болванки. Заготовки. Слябы | В21 | ОСТ 14-13-75 |
| Сварка и резка металлов. Пайка, клепка | В05 | ОСТ 26-260.453-92, ОСТ 24.125.02-89 |
| Болванки. Заготовки. Слябы | В31 | ОСТ 3-1686-90, ОСТ 1 90301-81, TУ 26-07-1341-83, TУ 108.11.902-87, TУ 108.1398-86, TУ 108.667-86, TУ 108-938-80, TУ 14-1-1672-76, TУ 14-1-4221-87, TУ 14-1-4944-90, TУ 14-1-4992-91, TУ 14-243-224-87, TУ 08.002.05015348-92, TУ 14-1-5185-93, TУ 08.002.0501.5348-92, СТП М322-90, TУ 26-0251-16-78, TУ 14-1-5.19-74, TУ 1-92-156-90 |
| Термическая и термохимическая обработка металлов | В04 | СТ ЦКБА 026-2005 |
| Методы испытаний. Упаковка. Маркировка | В29 | TУ 14-106-485-99 |
7.1 Термическая обработка изделий из стабилизированных хромоникелевых сталей 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т 12Х18Н12Т, 08Х18Н12Т, 10Х14Г14Н4Т, 08Х18Н12Б, 12Х18Н9ТЛ, 10Х18Н11БЛ.
7.1.1
В зависимости от назначения, условий работы, агрессивности среды изделия
подвергают:
а)
закалке (аустенизации);
б)
стабилизирующему отжигу;
в)
отжигу для снятия напряжений;
г)
ступенчатой обработке.
7.1.2
Изделия закаливают для того, чтобы:
а)
предотвратить склонность к межкристаллитной коррозии (изделия работают при
температуре до 350 °С);
б)
повысить стойкость против общей коррозии;
в)
устранить выявленную склонность к межкристаллитной коррозии;
г)
предотвратить склонность к ножевой коррозии (изделия сварные работают в
растворах азотной кислоты);
д)
устранить остаточные напряжения (изделия простой конфигурации);
е)
повысить пластичность материала.
7.1.3 Закалку изделий необходимо проводить по режиму: нагрев до 1050 — 1100
°С, детали с толщиной материала до 10 мм охлаждать на воздухе, свыше 10 мм — в
воде. Сварные изделия сложной конфигурации во избежание поводок следует
охлаждать на воздухе.
7.1.4 Время выдержки при нагреве под закалку для изделий с
толщиной стенки до 10
мм — 30 мин, свыше 10 мм — 20 мин + 1 мин на 1
мм максимальной толщины.
7.1.5
При закалке изделий, предназначенных для работы в азотной кислоте, температуру
нагрева под закалку необходимо держать на верхнем пределе (выдержка при этом
сварных изделий должна быть не менее 1 ч).
7.1.6
Стабилизирующий отжиг применяется для:
а)
предотвращения склонности к межкристаллитной коррозии (изделия работают при
температуре свыше 350 °С);
б)
снятия внутренних напряжений;
в)
ликвидации обнаруженной склонности к межкристаллитной коррозии, если по
каким-либо причинам закалка нецелесообразна.
7.1.8
Стабилизирующему отжигу для предотвращения склонности к межкристаллитной коррозии
изделий, работающих при температуре более 350 °С, можно подвергать стали,
содержащие не более 0,08 % углерода.
7.1.10
При термической обработке крупногабаритных сварных изделий разрешается
проводить местный стабилизирующий отжиг замыкающих швов согласно п. , при этом все свариваемые
элементы должны быть подвергнуты стабилизирующему отжигу до сварки.
7.1.11
При проведении местного стабилизирующего отжига необходимо обеспечить
одновременно равномерные нагрев и охлаждение по всей длине сварного шва и
прилегающих к нему зон основного металла на ширину, равную двум — трем ширинам
шва, но не более 200 мм.
Ручной
способ нагрева недопустим.
7.1.12
Для более полного снятия остаточных напряжений отжиг изделий из
стабилизированных хромоникелевых сталей проводят по режиму: нагрев до 870 — 900
°С; выдержка 2 — 3 ч, охлаждение с печью до 300 °С (скорость охлаждения 50 — 100
град/ч), далее на воздухе.
7.1.13 Отжиг проводят, соблюдая требования п. настоящего стандарта.
7.1.14
Ступенчатая обработка проводится для:
а)
снятия остаточных напряжений и предотвращения склонности к межкристаллитной
коррозии;
б)
для предотвращения склонности к межкристаллитной коррозии сварных соединений
сложной конфигурации с резкими переходами по толщине;
в)
изделия со склонностью к межкристаллитной коррозии, устранить которую другим
способом (закалкой или стабилизирующим отжигом) нецелесообразно.
7.1.15 Ступенчатую обработку необходимо проводить по режиму:
нагрев до 1050 — 1100 °С; выдержка согласно п. ; охлаждение с
максимально возможной скоростью до 870 — 900 °С; выдержка при 870 — 900 °С в
течение 2 — 3 ч; охлаждение с печью до 300 °С (скорость- 50 — 100 град/ч), далее на воздухе.
7.1.16
Для ускорения процесса ступенчатую обработку рекомендуется проводить в
двухкамерных или в двух печах, нагретых до различной температуры. При переносе
из одной печи в другую температура изделий не должна быть ниже 900 °С.
7.1.17 Ступенчатую обработку разрешается проводить при соблюдении
требований п. .
7.1.18
Отливки из стабилизированных сталей 12Х18Н9ТЛ,
10X18H11БЛ
следует подвергать закалке по режиму, указанному в п. и .
7.1.19
Для более полной аустенизации стали 12Х18Н9ТЛ
закалку необходимо проводить с 1100 °С, стали 10Х18Н11БЛ с 1150 °С.
7.1.20
При работе в средах, вызывающих коррозионное растрескивание, отливки следует
подвергать стабилизирующему отжигу по режиму, указанному в п. .
Химический состав и свойства
Основным нормативным документом для стали является ГОСТ 5632-72. Согласно ему в состав материала входят следующие компоненты:
- S;
- C;
- P;
- Ti;
- Cr;
- Cu;
- Ni;
- Mn;
- Si.
Их содержание в составе приведено в таблице:
Свойства стали 14Х17Н2 позволяют использовать ее во многих областях деятельности. Она характеризуется надежностью и долговечностью, возможностью резки после закалки и отпуска, трудосвариваемостью. Для соединения деталей с помощью сварного шва необходимо предварительно нагреть изделия, а после его создания подвергнуть конструкцию термообработке. Кроме того, сталь становится хрупкой при отпуске.
Характеристики материала
Применение металлопроката можно встретить в следующих случаях:
- Создание рабочих и направляющих лопаток для турбин. На такие предметы ложится серьёзная ответственность, и от их сорта будет завесить стабильная работа всего агрегата. Лопасти подвергаются быстрым оборотам, а внешние факторы в виде газа или горячего пара создают дополнительную нагрузку. Ещё, в спокойном состоянии, на поверхности может скапливаться конденсат, который начнёт разрушать обычный металл.
- Изготовление крепежей. Сюда входят болты, гайки, штифты, шпильки и другие. Эти компоненты также играют ключевую роль, и от их прочности будет зависеть надёжность и безопасность всей конструкций.
- Производство втулок. Эти составляющие встречаются в подвеске автомобилей, поэтому они должны выдержать не только силовое давление, но и отлично отталкивать воду после дождя, переносить повышенную температуру в летнее время и низкую в зимнее, служить без деформации. Также втулки разрешено устанавливать и в другие механизированные приборы.
- Выпуск валов. Подобные запчасти передают крутящий момент от одного звена механизма к другому. Тут тоже имеются негативные факторы в виде силы трения, давления, температуры и другого.
Шпилька М16 14Х17Н2
Такие предметы допускается использовать в различных сферах, и, от части, их можно отнести к универсальному типу. Даже долю медицинских приборов и инструментов делают из этого проката. Что касается свойств, то у 14Х17Н2 характеристики выглядят следующим образом:
- нержавеющая поверхность;
- способность работать при Т = до +400 °C;
- устойчивость к статическим и динамическим влияниям;
- малый уровень деформации.
Трудно найти сплав, который смог бы соответствовать аналогичным параметрам. Поэтому он и цениться на всех производственных предприятиях.
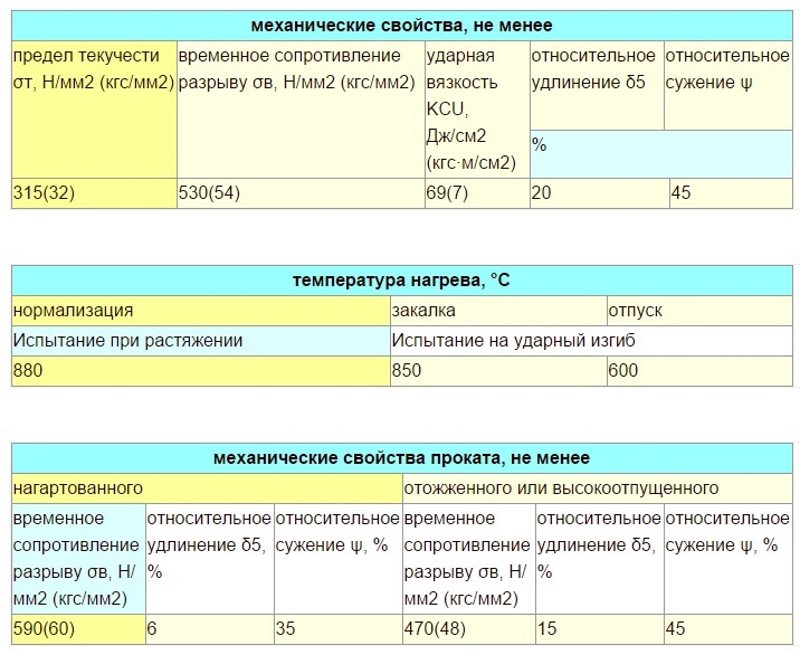
Механические характеристики
| Описание | Обозначение |
|---|---|
| — вязкость ударная, в [ кДж / м2] | KCU |
| — сужение относительное, в | y |
| — по Бринеллю твердость, Поковки: 248−293 (ГОСТ 25 054−81). Пруток (ГОСТ 5949−75): 285 | HB 10 -1 |
| — для остаточной деформации предел текучести (или предел пропорциональности), в | sT |
| — кратковременной прочности предел, в | sв |
| — удлинение при разрыве относительное, в | d5 |
Зарубежные аналоги
| — | JIS | BS | AFNOR | WNr, DIN | EN | SS | UNE | UNI | GB |
|---|---|---|---|---|---|---|---|---|---|
| США | Япония | Англия | Франция | Германия | Евросоюз | Швеция | Испания | Италия | Китай |
| 431 | SUS431 |
En57 431S29 |
Z15CN16−02 |
1.4057 X17CrNi16−2 X22CrNi17 X20CrNi172 |
X17CrNi16−2 1.4057 |
2321 |
X19CrNi17−2 F.3427 |
X16CrNi16 |
ML1Cr17Ni2 1Cr17Ni2 |
Стали и сплавы высоколегированные, коррозионно-стойкие, жаростойкие и жаропрочные
03Х8СЮЦ (ЭП 889) 10Х9МФБ (ДИ 82) 40Х9С2 (4Х9С2, ЭСХ 8) 40Х10С2М (4Х10С2М, ЭИ 107) 13Х11Н2В2МФ-Ш (ЭИ 961-Ш) 03Х11Н10М2Т 10Х11Н20Т3Р (ЭИ 696) 10Х11Н23Т3МР (ЭП 33) 15Х11МФ (1Х11МФ) 15Х11МФБ (1Х11МФБ) 12Х11В2МФ (типа ЭИ 756) 18Х11МНФБ (2Х11МФБН, ЭП 291) 10Х12НД 06Х12Н3Д 10Х12Н3М2ФА(Ш, 10Х12Н3М2ФА-А(Ш) 37Х12Н8Г8МФБ (ЭИ 481) 15Х12ВНМФ (ЭИ 802, ЭИ 952) 18Х12ВМБФР-Ш (ЭИ 993-Ш) 20Х12ВНМФ (ЭП 428) 08Х13 (0Х13, ЭИ 496) 12Х13 (1Х13) 20Х13 (2Х13) 30Х13 (3Х13) 40Х13 (4Х13) 25Х13Н2 (2Х14Н2, ЭИ 474) 03Х13Н8Д2ТМ (ЭП 699) 12Х13Г12АС2Н2 (ДИ 50) 10Х13Г12С2Н2Д2Б (ДИ 59) 08Х14МФ 03Х14ГНФ-ВИ 10Х14Г14Н4Т (Х14Г14Н3Т, ЭИ 711) 04Х14Н5МГТЮ 05Х14Н5ДМ 1Х14Н14В2М (ЭИ 257) 09Х14Н19В2БР (ЭИ 695Р) 09Х14Н19В2БР1 (ЭИ 726) 45Х14Н14В2М (ЭИ 69) 06Х15Н6МБФ 10Х15Н9С3Б1-Ш (ЭП 302-Ш) 08Х15Н24В4ТР (ЭП 164) 07Х16Н6 (Х16Н6, ЭП 288) 08Х16Н9М2 (Х16Н9М2) 08Х16Н13М2Б (ЭИ 405, ЭИ 680) 10Х16Н14В2БР (1Х16Н14В2БР, ЭП 17) Х16Н16МВ2БР (ЭП 184) 3Х16Н22В6Б (ЦЖ 13) 08Х17Т (0Х17Т, ЭИ 645) 12Х17 (Х17, ЭЖ 17) 14Х17Н2 (1Х17Н2, ЭИ 268) 02Х17Н11М2 08Х17Н13М2Т (0Х17Н13М2Т) 10Х17Н13М2Т (Х17Н13М2Т, ЭИ 448) 10Х17Н13М3Т (Х17Н13М3Т, ЭИ 432) 015Х18М2Б-ВИ (ЭП 882-ВИ) 01Х18М2Т-ВИ 12Х18Н9 (Х18Н9) 12Х18Н9Т (Х18Н9Т) 17Х18Н9 (2Х18Н9) 08Х18Н10 (0Х18Н10) 08Х18Н10Т (0Х18Н10Т, ЭИ 914) 12Х18Н10Т 12Х18Н12Т (Х18Н12Т) 10Х18Н18Ю4Д (ЭП 841) 36Х18Н25С2 (4Х18Н25С2, ЭЯ ЗС) 01Х19Ю3БЧ-ВИ (02Х18Ю3Б-ВИ, ЭП 904-ВИ) 31Х19Н9МВБТ (ЭИ 572) 20Х20Н14С2 (Х20Н14С2, ЭИ 211) 08Х21Н6М2Т (0Х21Н6М2Т ЭП 54) 02Х22Н5АМ3 08Х22Н6Т (0Х22Н5Т, ЭП 53) Х23Ю5Т 20Х23Н13 (Х23Н13, ЭИ 319) 20Х23Н18 (Х23Н18, ЭИ 417) 03Х23Н28Ю4Т (ЭК 86) 06ХН28МДТ (0Х23Н28М3Д3Т, ЭИ 943) 03Х24Н6АМ3 (ЗИ 130) 15Х25Т (Х25Т, ЭИ 439) 12Х25Н16Г7АР (ЭИ 835) 20Х25Н20С2 (Х25Н20С2, ЭИ 283) Х27Ю5Т 03Н18К9М5Т
10Х17Н13М2Т (Х17Н13М2Т, ЭИ 448)
|
Марка стали |
Вид поставки Сортовой прокат – ГОСТ 5949–75. Поковки – ГОСТ 25054–81. Лист тонкий – ГОСТ 5582–75. Лист толстый – ГОСТ 7350–77. Лист двухслойный – ГОСТ 10885–85. Трубная заготовка – ТУ 14–134–323–93, ТУ 14–1–565–84. Трубы – ГОСТ 9940–81, ГОСТ 9941–81, ГОСТ 11068–81, ТУ 14–3–586–77. Лента – ГОСТ 4986–79. Проволока – ГОСТ 18143–72. |
|||||||||||
|
10Х17Н13М2Т (Х17Н13М2Т, ЭИ 448) |
||||||||||||
|
Массовая доля элементов, % по ГОСТ 5632–72 |
Температура критических точек, ºС |
|||||||||||
|
C |
Si |
Mn |
S |
P |
Cr |
Mo |
Ni |
Ti |
Ас1 |
Ас3 |
Аr1 |
Аr3 |
|
≤ 0,10 |
≤ 0,80 |
≤ 2,00 |
≤ 0,020 |
≤ 0,035 |
16,0–18,0 |
2,00– 3,00 |
12,0– 14,0 |
5 х С – 0,70 |
||||
|
Механические свойства при комнатной температуре |
||||||||||||
|
НД |
Режим термообработки |
Сечение, мм |
σ0,2, Н/мм2 |
σВ, Н/мм2 |
δ, % |
Ψ, % |
KCU, Дж/см2 |
HRC |
НВ |
|||
|
Операция |
t, ºС |
Охлаждающая среда |
не менее |
|||||||||
|
ГОСТ 5582–75 |
Закалка |
1050– 1080 |
Вода или воздух |
0,7–3,9 |
225 |
530 |
38 |
|||||
|
ГОСТ 5949–75 |
Закалка |
1050– 1100 |
Воздух, масло или вода |
До 601 |
215 |
510 |
40 |
55 |
||||
|
ГОСТ 7350–77 |
Закалка |
1030– 1080 |
Вода или воздух |
4–50 |
235 |
530 |
37 |
|||||
|
ГОСТ 9940–81 |
В состоянии поставки |
ø 57–219 s 3,5–32 |
529 |
35 |
||||||||
|
ГОСТ 9941–81 |
ø 5–273 s 0,2–22 |
529 |
35 |
|||||||||
|
ГОСТ 25054–81 |
Закалка |
1050– 1100 |
Вода или воздух |
До 200 201–500 501–1000 |
196 |
510 |
38 36 30 |
50 47 45 |
200 |
|||
|
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение δ на 1%, Ψ на 5%; свыше 100 до 150 мм – δ на 3%, Ψ на 10%. |
||||||||||||
|
Назначение. Аппараты и сосуды, работающие в средах повышенной агрессивности (растворах фосфорной, уксусной, серной, лимонной и др. кислот), а также лопатки газодувок, штампуемые из листовой стали; заклепки, изготовляемые методом горячей высадки, поковки дисков, покрышки; валы, другие детали компрессорных машин; детали турбин. Сталь коррозионно-стойкая аустенитного класса. |
||||||||||||
|
Жаростойкость |
Коэффициент чувствительности к надрезу за 104 ч |
|||||||||||
|
Среда |
t, ºС |
Скорость коррозии, мм/год |
База испытаний, ч |
|||||||||
|
Жаростойкая при длительных сроках службы до температуры 600 ºС |
Чувствительность к охрупчиванию при старении |
|||||||||||
|
Время, ч |
t, ºС |
KCU, Дж/см2 |
||||||||||
|
Исходное состояние |
||||||||||||
|
Коррозионная стойкость |
||||||||||||
|
Вид коррозии |
Среда |
t, ºС |
Длительность, ч |
Балл стойкости |
||||||||
|
Общая |
Лимонная кислота, 50% |
кипение |
1 |
|||||||||
|
H2SO4, 25% |
до 75 |
1 |
||||||||||
|
H3РO4 |
25% |
кипение |
1 |
|||||||||
|
40% |
до 100 |
1 |
||||||||||
|
Точечная |
Повышенная стойкость по сравнению со сталью типа 18–8 |
|||||||||||
|
Коррозионное растрескивание |
42% MgCl2 |
154 |
Разрушение через 5–25 ч |
Напряжение выше предела текучести |
||||||||
|
Межкристаллитная |
Устойчива к МКК при испытании по ГОСТ 6032–89 методами АМ и АМУ, после закалки и отпуска при 650 ºС 1 ч |
|||||||||||
|
Технологические характеристики |
||||||||||||
|
Температурные параметры ковки, ºС |
Свариваемость |
Обрабатываемость резанием |
||||||||||
|
1180–850 |
Сваривается без ограничений. Способы сварки: РД (электроды ЭА–400/10у, ЭНТУ–3М, ЦЛ–4 и др.), РАД, АФ. |
В термически обработанном состоянии при 270 НВ К√ = 0,85 (твердый сплав), К√ = 0,5 (быстрорежущая сталь) |
Стоимость
При определении цены изделия учитывается содержание легирующих компонентов, капиталовложения на изготовление, сложность работ, используемое оборудование, дополнительные материалы. Производство стали усложняется за счет:
- продолжительности остывания заготовки и конечной детали для получения необходимой структуры;
- вакуумирования, которое выводит нежелательные газообразные вещества, понижая хрупкость, содержание флокенов и скорость старения материала;
- использования никеля в составе стали 14Х17Н2, который изготавливается в виде листов и относится к полуфабрикатам;
- слабого химического взаимодействия, которое приводит к повышению расхода компонентов состава;
- большого потребления кислорода, который используется для окисления, повышающего скорость химической реакции и улучшающего взаимодействие компонентов.
Последующая термообработка необходима для наделения стали определенными качествами. Данный процесс также приводит к дополнительным затратам, влияющим на стоимость конечного продукта:
- закалка с охлаждением в масле;
- необходимость создания детали определенного размера, что приводит к срезке металла;
- применение высокопрочных инструментов для мехобработки материала.
Все затраты оправданы с точки зрения технологичности, возможности получения сплава с установленными свойствами, широкой области применения. Цена за кг 14Х17Н2 составляет 150-180 руб. Точное значение ее определяется на основании объема заказа и формы изделия.
Маркировка и расшифровка
Как известно, конечные свойства изделия определяются химическим составом стали и последующей механической и/ или термомеханической обработкой. Каждый из элементов влияет на матрицу, и влияние это зависит от:
Основные поставщики — США, ЕС, Корея, Китай. Ги условно делится на две категории — высоколегированные и низколегированные. К первым относятся свинцовые сплавы с различными специальными добавками, которые повышают сопротивление металла внешним воздействиям. Эти добавки могут повысить антифрикционные свойства, изменения температуры плавления и степень сжатия. До низколегированных сплавов связывались соединения с оловом, свинцом, никелем, солнцем, кадмием, медью. Сплавы данных повышают антикоррозионную стойкость свинца в кислой среде и условиях повышенной влажности.
- соотношения всех элементов друг с другом;
- видов соединения, которые они образуют (карбиды, сульфиды, нитриды, оксиды и т. д.);
- места расположения карбидов в зернах металла.
Поэтому маркировка указывает на самые важные элементы, которые максимально влияют на технические характеристики и способы обработки металла. Сталь 14Х17Н2 указывает на содержание 3 основных металлов для этой марки:
Добавки сурьмы или меди позволяют использовать сплавы для производства строительных материалов — листы, фитинги, трубы. Оловянная добавка позволяет выполнять низковольтные и силовые кабели. Свинец в соединении с другими металлами имеет ряд преимуществ. Например, он увеличивает силу, позволяющую использовать его для подключения или ускорения трубопроводов.
Это довольно сложный процесс, который повторяет дома, невозможно. Технология литья обеспечивает хорошо вентилируемую большую комнату, в которой жидкий расплав выливается в отдельные формы и содержит специальную температуру и определенное давление. Отравление может быть достаточно серьезным, вплоть до летального. Изм.
- первая цифра 14 пишется без буквенного индекса, она определяет содержание главного в любой стали — углерода;
- второй индекс Х17 — указывает на содержание 17 % хрома;
- третий индекс Н2 — указывает на легирование никелем в количестве 2 % от общего состава. — Остальные элементы влияют незначительно, т. к. их содержание не превышает минимального порога.
Это обозначение принято в России и регламентируется отечественными стандартами.
Но, тем не менее, без свинца сегодня. Использование свинца начиналось с древних времен, например, раньше оно было куплено для изготовления собственной печати, потому что печать сетки на ее поверхности достаточно проста. Сегодня он используется для изготовления начинок для орфографических ошибок, сейфов, офисов или коммерческих вагонов. Чаще всего он применяет промышленную химию, строительную промышленность, энергию. По сей день он остается незаменимым для производства противозадирных топливных и автомобильных аккумуляторов.
Другим важным фактором является низкая стоимость, физико-химические свойства и возможность утилизации при выводе батарей. Имейте в виду, что утилизация таких продуктов может только соответствовать ЧАСТНЫМ нормам. Самые низкие цены на свинцовый свинец. Будет материал только в том случае, если он будет чистым. Самым дорогостоящим является нанесение свинцового скрапа типографически шрифтом. Он активно используется в строительстве. Ему нравились крыши зданий, горы каминных или печных тръби. Он используется в оборудовании рентгеновских кабинетов.
Технологические свойства
| Название | Значение |
|---|---|
| Свариваемость | Трудносвариваемая. Способ сварки РДС, АрДС. Сварные соединения в зоне термического влияния обладают пониженной стойкостью к МКК и общей коррозии, поэтому после сварки необходим отпуск при 680-700 °С в течение 30-60 мин. |
| Склонность к отпускной хрупкости | Склонна. |
| Температура ковки | Начала — 1250 °C, конца — 900 °C. Сечения до 350 мм охлаждаются на воздухе. |
| Обрабатываемость резаньем | В закаленном и отпущенном состоянии при НВ 330 Kn тв.спл.=0,4 Kn б.ст.=0,3. Для улучшения обрабатываемости и получения твердости НВ ≤ 229 заготовки подвергают отжигу при 620-670 °C в течение 4-8 ч с охлаждением на воздухе. |
| Особенности термической обработки | Сталь мартенсито-ферритного класса применяют в закаленном и отпущенном состоянии. Для достижения максимальной прочности изделия из стали 14Х17Н2 подвергают закалке с 975 — 1040 °С, выдержка при толщине изделия до 10 мм — 15 мин, свыше 10 мм — 15 мин + 1 мин на 1 мм максимальной толщины, охлаждение — в масле. Отпуск — при 275 — 350 °С в течение 2 ч + 1 мин на 1 мм максимальной толщины, охлаждение — на воздухе. Нагрев деталей (заготовок) в интервале температур от 500 °С до 800 °С должен производиться со скоростью не более 200 °С в час. В интервале температур 750 — 800 °С необходимо дать выдержку до полного прогрева садки. Дальнейший нагрев до температуры закалки производится по мощности печи. Для деталей толщиной (диаметром) до 120 мм скорость нагрева не лимитируется и выдержка при температуре от 750 °С до 800 °С не производится. Для обеспечения среднего уровня прочности после закалки, изделия подвергают отпуску при 560-650 °С в течение 1 ч + 1 мин на 1 мм максимальной толщины материала, охлаждение на воздухе. Термическая обработка по этому режиму вызывает в изделии склонность к межкристаллитной коррозии. Для достижения высокой коррозионной стойкости изделия из стали 14Х17Н2 после закалки подвергают отпуску при 680-700 °С в течение 30 мин + 1 мин на 1 мм максимальной толщины материала. Температуру нагрева под закалку для изделий, изготовленных из листовой стали 14Х17Н2, можно понижать до 950-975 °С. Сварные изделия из стали 14Х17Н2 обладают пониженной коррозионной стойкостью в зоне термического влияния. Поэтому их необходимо подвергать отпуску при 680-720 °С. Время выдержки -30 мин + 1 мин на 1 мм максимальной толщины изделия. Для уменьшения остаточной магнитной индукции в деталях магнитопровода электромагнитов детали (заготовки) должны подвергаться длительному отжигу. Детали, входящие в узлы трения и уплотнения затвора трубопроводной арматуры, могут подвергаться поверхностной закалке с нагревом токами высокой частоты (ТВЧ) с целью повышения твердости при одновременном сохранении высоких механических свойств в сердцевине детали. Поверхностная закалка с нагревом ТВЧ применяется для деталей толщиной (диаметром) не менее 15 мм и производится только после предварительной улучшающей термической обработки на твердость до 22-31 HRC. Подкалка деталей ТВЧ допускается только при отсутствии требования стойкости стали к межкристаллитной коррозии. Длительный отжиг заготовок применяется для уменьшения остаточной магнитной индукции в деталях магнитопровода электромагнитов и обеспечивает магнитные характеристики для стали марки 14Х17Н2 наименьшая коэрцитивная сила Нс равна 0,1 ка/м при остаточной индукции Вч 0,5 Тл, индукция насыщения Bs равна 1,5 Тл при максимальной коэрцитивной силе Нm 20 ка/м. Сварные узлы и изделия из стали 14Х17Н2 для повышения коррозионной стойкости подвергают отжигу по режиму: нагрев до 680-700 °С, выдержка — 2-3 ч, охлаждение на воздухе при отсутствии требований стойкости к МКК; нагрев до 680-700 °С, выдержка — 3-5 ч, охлаждение на воздухе при требовании стойкости к МКК. |