Где брать программы для выполнения различных работ на фрезерном станке с чпу
Содержание:
- Виды программ
- Виды программного обеспечения для ЧПУ устройств
- Общие сведения о программах для фрезерных станков по дереву или металлу
- Виды ошибок
- Система ЧПУ Fanuc 6T. Инструкция по эксплуатации
- Специализация – технолог-программист
- Требования к написанию программы
- Написание простой управляющей программы
- Предназначение
- Система координат
- Написание программ для станков с ЧПУ
- Как составлять программы для станков с ЧПУ?
- Как написать программу ЧПУ станка с нуля?
- Разнообразие форм обучения
- Где можно научиться программированию
- Особенности
- От 60-х до сегодня
- Заключение
Виды программ
При создании программы для станков необходимо учесть целый комплекс вопросов:
- на каких оборотах способен работать шпиндель;
- на каких скоростях он может работать;
- с какой производительностью способен работать станок;
- насколько может перемещаться рабочий инструмент;
- сколько инструментов может использовать станок.
Большинство вопросов связаны с характеристиками станка. Для определения необходимых данных достаточно воспользоваться инструкцией, которая следует вместе с оборудованием при его покупке. Некоторые управляемые станки могут иметь дополнительные функции. Их также нужно учитывать при программировании, иначе обработка может осуществляться неточно. Список дополнительных функций также имеется в инструкции.
Не существует универсальных программ для передачи команд станку. Список самых востребованных состоит из программ для:
- разработки трехмерных моделей;
- быстрого просмотра и редактирования трехмерных моделей;
- конвертации файлов из одного формата в другой;
- создания и предварительного просмотра УП;
- выполнения задач на станке.
Управляющие программы позволяют станкам изготовлять сложные изделия. Детали со сложной формы могут быть изготовлены из древесины, металла, камня. На специальных станках можно обработать менее используемые материалы.

Виды программного обеспечения для ЧПУ устройств
Для современного оборудования характерна глубокая автоматизация всех процессов с минимизацией человеческого труда. Это стало возможно благодаря созданию программных комплексов компьютерного моделирования. Автоматизация проектирования состоит из трех основных этапов:
- разработка проекта в CAD системе;
- формирование программы в POST – процессоре для управления станком ЧПУ;
- передача программы в блок управления и ее исполнение.
Процесс разработки нового поколения автомобиля и запуск его производства в середине прошлого столетия занимал целое десятилетие. Благодаря появлению специализированного ПО для программирования станков с ЧПУ, этот процесс сократился в десятки раз.
Интересно! До появления современных CAD платформ, таких как AUTOCAD, CATIA, SolidWorks, Inventor, инженеры прописывали технологические программы вручную. Десятки тысяч строк кода занимали огромный объем на бумажных носителях информации. Одна программа в 100 килобайт загружалась с них по 30 минут.
Технологический цикл
Расчет траектории движения инструмента, или другого исполнительного органа станка, занимает большое количество времени. Формирование управляющего кода из G-команд без специализированного ПО и шаблонов для ЧПУ станка – очень трудоемкий процесс.
Технологический цикл удлиняется из-за необходимости содержать большой штат технологов, которые являются промежуточным звеном между конструктором и станочником. Программы CAD позволили автоматизировать рутинный процесс оцифровки технологических процессов и формировать пакет управляющих программ прямо из чертежа. Специальный модуль CAM, который индивидуален у каждого производителя, формирует файл для выдачи его на станок.
Следующим этапом является исполнение программы управления станком ЧПУ. Каждый производитель процессорной стойки, будь это Siemens, Fanuk, Mazak или Ижмаш, старается адаптировать ее под конкретное применение. Это явление породило несовместимость кодировки команд управления разнотипным оборудованием.
Чтобы сделать ПО для конкретного станка с ЧПУ универсальным, в него включаются библиотеки POST-процессоров, которые содержат конвертеры технологии. Они позволяют трансформировать управляющую программу на стойку ЧПУ любого производителя.
Общие сведения о программах для фрезерных станков по дереву или металлу
Для работы станка с числовым управлением необходим ЗD редактор. При создании простейших изделий можно обойтись и без этого софта. Для объемных деталей есть свои виды программ, с последующим преобразованием. ПО напрямую зависит от используемой операционной системы.
Их предназначение
Главным достоинством программ управление является создание продукции высокого качества, с наименьшим человеческим участием. Это позволяет снизить затраты на человеческий труд, а также максимально автоматизировать производство. Один оператор может обслуживать сразу несколько станков.
По сути, оператору достаточно запустить программу и наблюдать за выполнением команд. Программное обеспечение включает в себя программу для компьютерного моделирования и непосредственно управляющий софт.
Существующие виды
На данный момент существует 3 наиболее распространенных вида программ для фрезерных станков с ЧПУ:
- CAD программы и программы 3d моделирования.
- САМ программы.
- CNC программы и системы.
CAD программы и программы 3D моделирования помогут на крупных производствах, где все начинается с чертежа и эскиза будущей детали. Здесь понадобятся точные расчеты, которые автомат произведет намного лучше, чем любой человек.
САМ программы помогают подобрать инструмент, оснастку, исходя из данных, которые есть на чертежах. Они же генерируют управляющую программу для обработки детали на фрезерных или токарно-фрезерных станках. CNC ПО и системы предназначены для воплощения систем разработки на станках с ЧПУ. По сути, это программа управления станком.
Все программы делятся на дискретные и контурные.
- Дискретные позволяют выполнять базовые функции и устанавливаются на станки, предназначенные для простой обработки деталей.
- Контурные обрабатывают сложные заготовки и применяются для агрегатов токарного и фрезерного типа с широкими функциональными возможностями.
Виды ошибок
Ошибки возникают чаще всего при разработке УП для обработки деталей, имеющих сложные формы. Наиболее частой причиной является недостаточная подготовка оператора-программиста. Поэтому УП должны разрабатываться подготовленными сотрудниками.
Ошибки бывают трех типов:
- герметического;
- технологического;
- перфорационного.
Первый вид ошибок возникает на этапе расчетов. В большинстве случаев они связаны с нарушением параметров заготовки, вычислении координат опорных точек, определения положения рабочих инструментов станочного прибора.
Технологические ошибки возникают, когда станок настраивается. Их причина заключается в неправильно заданной скорости, параметров обработки, и других команд, задаваемых для оборудования с ЧПУ. Третий тип ошибок возникает в перфорированной ленте или перфораторе.
Система ЧПУ Fanuc 6T. Инструкция по эксплуатации
Краткое содержание инструкции по эксплуатации системы ЧПУ Fanuc 6M
- Краткое описание
- Примечания к изучению данной инструкции
- Стандартные технические характеристики
- Основные выбираемые функции
- Дополнительные выбираемые функции
- Программирование
- Состав программы
- Размер слова
- Функция подачи
- Подготовительные функции G
- Функции коррекции
- Функции цикловой обработки
- Функции шпинделя S, инструмента T, вспомогательные функции M, дополнительные функции B
- Подпрограмма
- Макрооперация
- Контроль срока службы инструмента
- Функция деления стола
- Подготовка програмной ленты
- Подключение ЧПУ Fanuc 6M к сети
- Блокировочный ключ
- Работа с ФСУ
- Техническое обслуживание
Специализация – технолог-программист
Суть технологической подготовки производства (ТПП) состоит в том, чтобы выполнить в совокупности все мероприятия, способствующие готовности к выпуску определенного вида продукции. В порядке призвана быть вся документация, оснащение оборудованием, инструментом, заготовками, УП, необходимыми для производства нужного объема продукции на уровне заданных показателей.
К инженеру технологу-программисту ЧПУ круг требований – не меньше. Более того, на многих предприятиях грамотный инженер с высшим образованием совмещает функции технолога и программиста, обладая необходимыми профессиональными навыками.
Хотя для начинающих и не имеющих рабочего опыта, порой планку занижают, принимая на должность и со средним специальным техническим образованием, убедившись, что претендента можно отнести к уверенным пользователям AutoCAD, знающим специфику оборудования и технологии.
Технолог программист станков с ЧПУ со стажем уже обязан владеть английским на уровне, который достаточен для чтения техдокументации. Вопрос внедрения изделий новой номенклатуры в производство также решается технологом-программистом, который разработает технологические карты, а на их основе и УП.
Требования к написанию программы
Программы, которые пишут для станка с ЧПУ на основе использования джи кодов, имеют определенную совершенно четкую структуру, которая состоит из нескольких команд. Все команды для работы со станком объединяются по группам – кадрам. Завершение одного кадра отмечается символом CR/LF, программу заканчивает вспомогательный код М02 или М30.
Если к программе необходимо сделать комментарий, то его размещают в круглых скобках. К примеру, (перемещение к точке начала фрезерования). Комментарий может находиться сразу после кода, но можно также и вынести его в отдельную строку.
Генерированием кодов для работы за станком на производстве занимаются специальные программы. На каждом предприятии такая система действует отлажено и ее контролирует оператор. При необходимости любую программу можно сгенерировать самостоятельно с помощью специального программного обеспечения, которое можно скачать в интернете.
Никаких специальных знаний для этого не потребуется, достаточно иметь представление о декартовой системе координат, знать физические величины и определения из курса геометрии. В качестве примера можно воспользоваться уже готовой программой. Для работы потребуются таблицы с расшифровкой кодов.
Для создания кода необходимо иметь следующие знания:
- введение геометрических параметров и размеров обрабатываемой детали;
- знать параметры инструментов и устройств, с помощью которых осуществляется работа;
- толщина слоя, которую потребуется снять;
- глубина введения инструмента для проделывания прорезей.
На практике такие действия произвести несложно. Для того чтобы понять как устроена система, можно посмотреть пример записи команд, потребуется также вспомогательная таблица с кодами.
Существуют специальные сервисы, позволяющие создавать программы для станков онлайн, их можно генерировать на готовом примере. Никакое дополнительное программное обеспечение устанавливать на компьютер не потребуется. Все, что нужно, это выход в интернет. При программировании требуется особая внимательность, если ошибиться в ведении числового показания, можно повредить деталь или сломать станки. Программы, созданные таким образом, можно использовать на токарных, фрезерных, плазменных станках и обрабатывать самые разные материалы.
Написание простой управляющей программы
Детали, обрабатываемые на станке с ЧПУ, можно рассматривать как геометрические объекты. Во время обработки вращающийся инструмент и заготовка перемещаются относительно друг друга по некоторой траектории. УП описывает движение определенной точки инструмента – его центра. Траекторию инструмента представляют состоящей из отдельных, переходящих друг в друга участков. Этими участками могут быть прямые линии, дуги окружностей, кривые второго или высших порядков. Точки пересечения этих участков называются опорными, или узловыми, точками. Как правило, в УП содержатся координаты именно опорных точек.
Рис. 3.3. Любую деталь можно представить в виде совокупности геометрических элементов. Для создания программы обработки необходимо определить координаты всех опорных точек
Попробуем написать небольшую программу для обработки паза, представленного на рис. 3.4. Зная координаты опорных точек, сделать это несложно
Мы не будем подробно рассматривать код всей УП, а обратим особое внимание на написание строк (кадров УП), непосредственно отвечающих за перемещение через опорные точки паза. Для обработки паза сначала нужно переместить фрезу в точку Т1 и опустить ее на соответствующую глубину
Далее необходимо переместить фрезу последовательно через все опорные точки и вывести инструмент вверх из материала заготовки. Найдем координаты всех опорных точек паза и для удобства поместим их в табл. 3.1.
|
Рис. 3.4. Необходимо создать программу для обработки паза. Глубина паза равна 1 мм |
Рис. 3.5. Поместим деталь в прямоугольную систему координат и найдем координаты четырех опорных точек |
Таблица 3.1. Координаты опорных точек паза
| Точка | Координата по оси X | Координата по оси Y |
|---|---|---|
| Tl | 3 | 8 |
| Т2 | 3 | 3 |
| ТЗ | 7 | 3 |
| Т4 | 7 | 8 |
Подведем режущий инструмент к первой опорной точке:
Следующие два кадра заставляют инструмент опуститься на требуемую глубину в материал заготовки.
N60 G00 Z0.5 N70 G01 Z-l F25
Как только инструмент окажется на нужной глубине (1 мм), можно перемещать его через все опорные точки для обработки паза:
N80 G01 Х3 Y3 N90 G01 Х7 Y3 N100 G01 Х7 Y8
Теперь следует вывести инструмент из материала заготовки – поднять на небольшую высоту:
Соберем все кадры вместе, добавим несколько вспомогательных команд и получим окончательный вариант программы:
Источник статьи: http://planetacam.ru/college/learn/3-2/
Предназначение
Полное название программы АртСофт Mach3. Она используется на компьютерных устройствах, подключенных к станкам. Для запуска программы на компьютере должна быть установлена операционная система от компании Майкрософт. Приложение и софт были созданы американским производителем. Его популярность связана с простотой использования, которая обеспечивает возможность применения как на производстве, так и в быту.
Отдав предпочтение управляющей программе, можно запустить приборы:
- токарный агрегат;
- фрезеровочную машину;
- зубонарезной;
- гравировочный.
Для того чтобы Mach3 была запущена на компьютере, он должен соответствовать минимальным требованиям. Операционная система Windows – не старее двухтысячного года. Тактовая частота процессора – не менее 1 гигагерц. Минимальный объем оперативной памяти – 512 мегабайт. Память видеокарты – не менее 64 мегабайт. Объема свободной памяти на жестком диске – не менее 1 гигабайта. Наличие порта LPT и не менее двух разъемов USB.
Приложение аналогичным образом управляется на станке разной конструкции. Разница в работе может быть связана исключительно с отличиями в характеристиках и габаритах приборов.
Система координат
Составление программы для токарной и фрезерной машины требует определенных знаний. Для станков с цифровым управлением программу нужно составлять на декартовой координатной системе, которая включает в себя три луча, исходящие из одного центра и расположенные в пространстве перпендикулярно друг другу. Направление координатных осей задает программу для движения режущего элемента. Оси X, Y, Z распределяют в пространстве согласно определенным правилам:
- Z – совмещается с осью движения шпинделя, она направляется от крепежного элемента обрабатываемой детали к режущему элементу, она направляется как вертикально, так и горизонтально;
- ось Х представляет собой горизонтальный луч, при горизонтальном положении оси Z, ось Х пролегает вправо от левого края передней части станка, где располагается пульт, если же она лежит вертикально, то Х направляется вправо относительно токарному станку, его передней плоскости, если повернуться к ней лицом;
- чтобы определить положение оси Y, ось Х поворачивают на 90 градусов относительно оси Z.
Точка пересечения лучей является началом отсчета. Чтобы на координатной системе задать точку, следует отметить ее числовое выражение на каждом луче.
Рабочий процесс
В ходе фрезерования приходится оперировать сразу несколькими системами координат, предполагается наличие нескольких центров. Управляющая программа для станков – это сложная система, ее написание – ответственный процесс. Рабочий процесс определяется следующими точками:
- нулевая точка (М), она задается производителем и не подлежит изменению;
- нулевая точка (R), ее координаты постоянны, в момент включения машины инструмент должен располагаться в начальной точке;
- нулевая точка закрепляющего элемента инструмента (N) также неизменна, ее задает производитель, в момент отладки машины, верхняя часть режущего элемента, зафиксированного в держателе, замеряется и выставляется в нулевой точке;
- нулевая отметка заготовки (W) на станке имеет свободное расположение, оно зависит от того, какой вид обработки будет произведен, W может меняться, если деталь нужно будет обработать с обеих сторон;
- точка замены (Т), в этой точке производится замена инструментов, параметры задает программист, если устройство смены инструмента имеет вид револьверной головки, также она может быть постоянной, если фрезерный станок оснащен системой для автоматической смены инструмента.
Центр координатной системы является начальным пунктом. Современные токарные и фрезерные обрабатывающие системы работают по специальной программе. Программное обеспечение создается программистами-инженерами, при их составлении следует учесть специфику предстоящей работы.
Написание программ для станков с ЧПУ

Для создания программы, которая осуществит реализацию инженерной разработки, технолог должен владеть специальным кодом, который схож с C# или Basic. Это специализированный G-code, который способны распознавать управляющие системы станков с числовым программным управлением.
G-коды
G-коды содержат цифровую маркировку от 00 до 97 и каждый из них соответствует определенной операции или настройке станка — от прямолинейных и круговых перемещений, выбора плоскостей, ввода метрических данных до коррекции и контроля скоростей инструментов и двигателей.
Блоки G –кода
Набор команд для станка с ЧПУ объединяют в блоки. Их записывают в одну строку и управляющая система будет считывать их последовательно слева направо. Если строки недостаточно, код будет продолжен в следующей, и машина перейдет к ней.
- G17 G54 G90 — этот блок задает параметры (плоскость, нулевую точку и абсолютные значения);
- G0 X-19 Y-19 — ускоренное перемещение в точку с указанными координатами;
- G1 ХЗ Y3 F600 — линейное перемещение инструмента в точку с указанными координатами и подачей 600 мм/мин.
Операторы и технологи знают G-коды наизусть, поэтому для них не составляет труда быстро формировать нужные программы.
Программ G –кода
Команды даются последовательно и логично, поэтому программа состоит, как правило, из этапов:
- Пуск.
- Загрузка инструмента.
- Включение шпинделя.
- Подача охлаждения.
- Перемещение инструмента в исходное положение.
- Запуск процесса обработки.
- Отключение охлаждения.
- Останов шпинделя.
- Возвращение шпинделя на исходную позицию.
- Завершение программы.
Если обрабатываться будет серия заготовок, то повторяться будут команды со 2 по 9.
Модальные и адресные коды
Модальные необходимы для активации и отключения определенных функций станка, например, охлаждения или запуска шпинделя.
Адресные коды включают координаты по осям для перемещения исполнителя.
Самые распространенные G-коды
Чаще всего оператор или технолог используют коды, которые обозначают наиболее типичные движения:
Станок использует обе оси, чтобы максимально быстро доставить инструмент в нужную точку
Перемещает исполнитель по прямой
Дуга по часовой/против часовой стрелки
Обеспечивает плавное перемещение инструмента к заданным координатам через промежуточные, которые и задают дугу
Дает команду станку, в какой из плоскостей совершить дуговое перемещение
Компенсация длины инструмента
Задает длину исполнителя относительно оси Z
Это машинные коды, которые отличаются на разных станках с ЧПУ. Они управляют функциями оборудования (его агрегатов, двигателей и узлов). Например, подача или отключение охлаждения, вращение шпинделя или направление его движения.
Как составлять программы для станков с ЧПУ?
Чтобы написать программу для оборудования с числовым программным управлением, нужно придерживаться определенных правил:
- деталь рассматривают как геометрическое тело;
- взаимодействие инструмента и заготовки должно учитывать их одновременное перемещение относительно друг друга;
- траектория рабочего инструмента задается его центром;
- инструмент перемещается из одной области в другую, причем эти области могут быть дугами, кривыми, прямыми;
- точки пересечения областей (опорные, или узловые точки) включаются в качестве координат в управляющую программу;
- УП создается покадрово, где каждому кадру соответствует описание.
Чем сложнее деталь, тем больше кадров будет содержать УП.
Модели САПР

Системы автоматического проектирования с появлением ПК стали называть CAD-системами — компьютерного проектирования. Тем не менее аббревиатура САПР прочно закрепилась, и технологи, разработчики, программисты, проектировщики любой софт для проектирования по-прежнему называют САПР.

- AutoCAD — лидер среди всех систем, программа, позволяющая программировать в 2D и 3D-средах. В AutoCAD можно строить чертежи, трехмерные модели и многое другое. Кроме того, это платформенный софт, то есть не узкоспециализированный, а предназначенный для любых видов проектирования — машиностроительного, автомобильного, дорожного и пр.
- Bricscad — альтернатива предыдущему софту. Включает инструменты вариационного моделирования, поддерживает напрямую формат DWG и BIM-технологии.
- Autodesk Inventor — профессиональная система 3D-проектирования для промышленного производства. Этот софт поддерживает импорт моделей и файлов из других САПР, интегрирован с иными программными средами линейки — 3ds Max, AutoCAD, Revit и другими. Адаптирован для российских стандартов при проектировании, проведении расчетов, моделировании, создании документации. Включает большой набор стандартизированных моделей, функций, параметров и инструментов.
- Компас 3D — отечественный софт для параметрического моделирования. Предназначен для машиностроения, строительства и приборостроения. Полностью поддерживает ЕСКД и ГОСТ.
- РТС Creo — «тяжелая» САПР для параметрического проектирования больших сборок (например, для авиа- или кораблестроения).
- NX — предназначена для моделирования и проектирования сложных изделий, включая многосоставные. Работает практически на любых ОС, поддержка кросс-функциональной многопользовательской команды, продвинутые возможности для промышленного дизайна. Этот софт позволяет даже моделировать поведение мехатронных систем.
- Fusion 360 — облачная САПР, работающая в виртуальной среде. Сохраняет большинство функций десктопного софта, при этом позволяет взаимодействовать пользователям удаленно.
Конвертации файлов
Предприятия, которые используют устаревшее ПО, часто сталкиваются с проблемой открытия файлов, созданных в более свежих версиях софта или программах, расширения файлов которых не поддерживает и не понимает старая программа.
Заменить ПО на новое не всегда возможно: лицензионный софт стоит дорого. А кроме того, современные программы попросту не будут работать на устаревших ПК с ОС Windows XP или 7. Замена же компьютерного парка и вовсе многим предприятиям не по карману.
Поэтому у проектировщиков есть три пути — установить бесплатное ПО, поддерживающее требуемый формат файлов, воспользоваться облачными программами или специальными конвертерами.

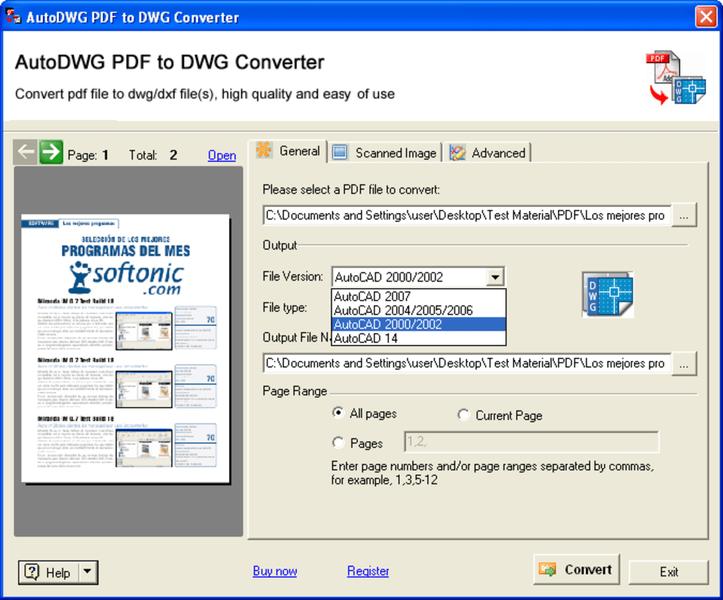
Autodesk выпустил программу DWG TrueView, которая не дает просматривать файлы, но конвертирует их в нужный тип. Правда, она занимает много места на жестком диске, зато бесплатная. Альтернативный вариант — DWG Converter. Он не требует установки, позволяет конвертировать как одиночные, так и пакетные файлы
Онлайн-конвертер CAD Exchanger способен трансформировать в нужный формат практически любой тип файлов. При этом следует помнить, что бесплатно в сутки и месяц можно обработать не более 10 файлов.
Как написать программу ЧПУ станка с нуля?

Для того чтобы составить правильный набор команд, нужно понимать принцип работы оборудования, знать режимы и инструменты резания, допуски и посадки, технологический процесс производства детали, основы программирования в G и M кодах. Последнее — самое простое из того, что нужно знать.
Сам процесс программирования состоит из последовательности действий:
Значение соответствующего инструмента
Запуск вращения главного шпинделя со скоростью 1000 об/мин по часовой стрелке/против часовой стрелки
Быстрое перемещение исполнителя в заданные координаты
Работа исполнителя по дуге по часовой стрелке
Разнообразие форм обучения
Чтобы стать программистом, можно пойти и другим путем – обучению готовы послужить создатели «LAUFER CNC» – дистанционных курсов. Для этого нужен планшетный компьютер, нетбук, смартфон или телефон (мобильный интернет от 1 мб/сек), при помощи которого будет возможность участвовать в занятиях группы, проводимых преподавателем в режиме онлайн.
За полгода обучения, прослушавшие на вебинарах программу по полному курсу, изучат 8 предметов, будут выполнять домашние задания и интерактивные упражнения, напишут ряд контрольных работ по созданию УП. Их также научат строить чертежи в САПР. Предстоит им пройти тест в спецсервисе.
Тот, кто выберет форму самостоятельного обучения (тренинг), сможет стартовать в любой момент, не ожидания формирования группы. Возможен и вариант индивидуальных занятий с преподавателем (дистанционно) во время, устраивающее обоих. Темы занятий и их длительность обсуждаются предварительно.
Где можно научиться программированию
В настоящее время профессию программист фрезерно токарного станка можно получить, поступив в колледж или техникум профильного направления, а также, можно пройти специальные курсы подготовки токаря наладчика. Образовательные услуги предоставляют заводы, организуя специальные курсы.
На базе колледжа создается группа «Оператор станков с ЧПУ», в течении учебного курса дают основы элементам автоматизированного проектирования и программирования с применением CAD и CAM систем. Могут быть и другие группы, в которой обучаются будущие операторы и программисты. Выпускники получают разные специальности, они могут работать и наладчиками.

По окончании обучаемый приобретает следующие навыки:
- умение пользоваться AutoCAD;
- знание промышленного оборудования;
- умение управлять технологическими процессами;
- знание основ системы программного управления станков с ЧПУ;
- умение настраивать программу для машин с числовым управлением в системе САМ и САD.
Кроме языка программирования будущий специалист должен знать английский язык, чтобы уметь читать техническую документацию. Современный учебный центр и колледжи, как правило, оснащен методическим комплектом, фрезерным и обрабатывающим центрами, в них есть компьютерные классы, современное металлорежущее и вспомогательное оборудование. К обучению операторов и программистов подходят комплексно. Образовательная база строится с учетом современных требований. К подготовке специалистов числового программного оборудования подходят очень серьезно. Обучение в токарном центре длится от трех месяцев.
Для станков с ЧПУ обучение в колледже, техникумах и центрах проводится по следующим направлениям: наладочные и настроечные работы фрезерно токарного станка, управление станками с ЧПУ, программирование циклов обработки. Обучением кадров могут заниматься и непосредственно на заводе. Каждый, кто проходил обучение ЧПУ программированию, может работать наладчиком.
Особенности
Mach3 взаимодействует с любыми станками, имеющими систему числового программного управления. Программу можно запустить не только на стационарных компьютерах, но и ноутбуках. Для этого достаточно подключить агрегат к станку. Система Mach3 представляет собой скорее драйвер, чем сложное приложение. После его установки, на компьютере можно будет самостоятельно создавать управляющие программы.
После того, как их создание будет завершено, они загружаются в модульную память, с которой связано числовое программное управление. Основная задача компьютера заключается в настройке параметров для работы со станочным оборудованием.
Через ПК можно:
- автоматизировать рабочий инструмент;
- управлять его движением;
- контролировать перемещение по заданной траектории.
Программа работает в качестве обычного оконного приложения, и не перегружает операционную систему. Перед ее использованием рекомендуется ознакомиться с инструкцией. На обучение не потребуется много времени.
Основными достоинствами Mach3 являются:
- широкие функциональные возможности;
- интуитивно понятный интерфейс;
- грамотный принцип управления.
Инструкция доступна в различных языках, включая русский. Благодаря этому с обучением не возникнет трудностей.

От 60-х до сегодня
Системы ЧПУ данной фирмы начали массово поступать на рынок в 60-х годах и до нашего времени занимают лидирующие позиции. Одной из первых систем с числовым программным управлением, нашедшей массовое применение на рынке, была серия ЧПУ Fanuc 6. В свое время разработка такой системы управления было настоящим прорывом. Высокие функциональные возможности, надежность системы, простота программирования и небольшая стоимость позволили выпускать числовое программное управление данной модели на протяжении почти 10 лет и захватить более половины рынка станков с ЧПУ. Данная модель контроллера до сих пор используется в производстве. Она несколько морально устарела, но прекрасно справляется с задачами средней сложности, сохраняя успешные характеристики при точении или другом виде обработки.
Далее компания вводила все новые серии ЧПУ с перерывами приблизительно в 10 лет, задавая тон высоким технологиям станкостроения и управляющим системам. Последней на данный момент серией ЧПУ является Fanuc 30i. Это современные печатные платы с дисплеем. На российском рынке самое широкое распространение получила продукция Fanuc 18i.
В настоящее время Fanuc – ведущая корпорация по созданию производственной автоматики. Продукция фирмы насчитывает около 250 тысяч станков различных направления, а также около 400 тысяч промышленных роботов.
Микроконтроллеры Fanuc и стоки ЧПУ пользуются популярностью у других производителей во всем мире. Сейчас микроконтроллеры занимают более 50% производственного сектора и не сдаю позиции. Сейчас каждый второй токарный станок с ЧПУ оборудован микроконтроллером Fanuc. Благодаря этому механизму токарь проще справляется с обработкой деталей.
Заключение
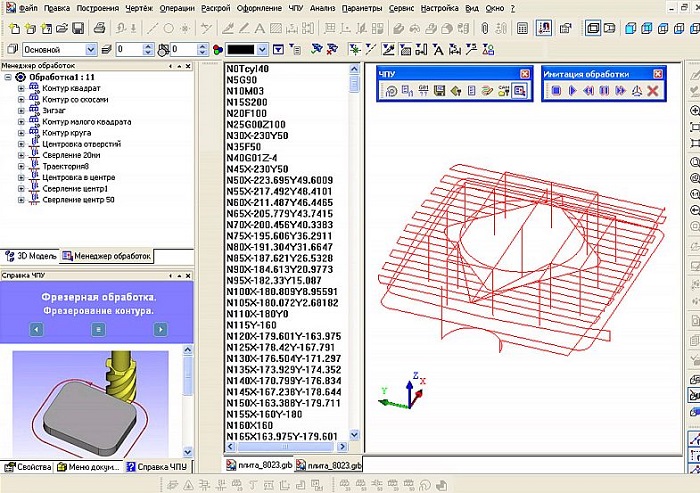
Сравнивая данные симуляторы между собой можно выделить основные преимущества каждого из них. SinuTrain отличается более детальным чертежным функционалом по сравнению с аналогичными симуляторами других производителей.
В системе симуляторов HEIDENHAIN ITNC 530 имеется большое количество стандартных циклов, что позволяет производить программирование и отладку программ более удобным и простым способом.
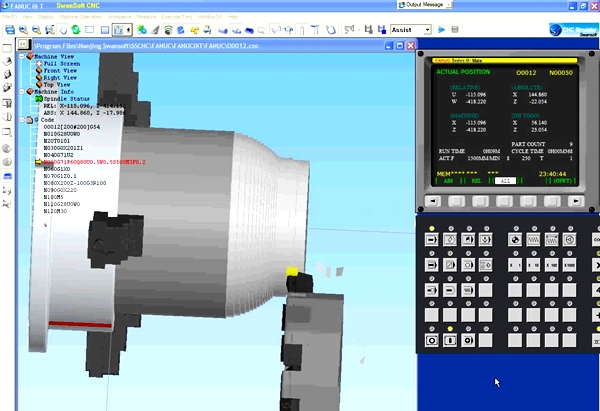
Симулятор SSCNC Simulator в отличии от вышеперечисленных имеет более расширенный функционал по количеству систем ЧПУ а так же стандарных станков заложенных с системе программы, а так же более детальная симулиция работы станка и отработки программы. Самым большим плюсом данной программы является использование ее с различными системами в отличии от HEIDENHAIN ITNC 530 и SinuTrain которые в свое время привязаны к своим заводским системам ЧПУ.
Таким образом каждый из симуляторов имеет свои особые возможности в зависимости от программирования , типа станка, токарный фрезерный операции,
программной станции, для которой они предназначены: HEIDENHAIN, FANUC, SIEMENS (SINUMERIK), производителя станка.