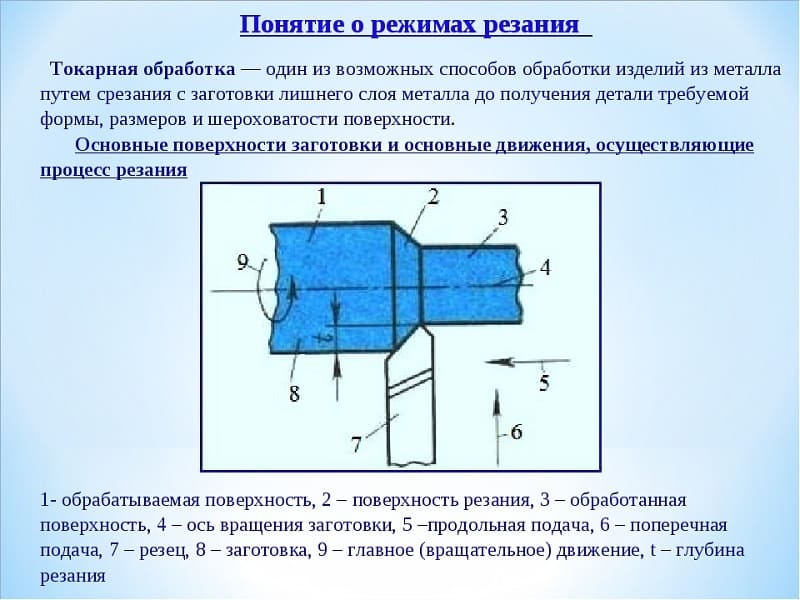
Элементы режима резания
Содержание:
- Практикум по слесарным работам
- Выбор режима резания при сверлении
- Обработка заранее подготовленных отверстий
- Приспособления для облегчения процесса
- Что еще надо знать про сверла по металлу?
- Таблица размеров сверл по металлу
- Что такое шпиндель
- Обработка заготовки с целью ее сверления может производиться несколькими способами:
- Расчет скорости вращения шпинделя токарного или фрезерного станка
- Мощность и обороты при работе с металлом
- Сверление точных отверстий ручной дрелью в металле.
- Особенности глубокого сверления
- Особенности сверления коронками с твердосплавными зубьями
- Как сверлить отверстия большого диаметра
- Изготовление самодельного сверла
- Маркировка сверл по металлу
- Сверление толстых заготовок
- Параметры механической обработки
- Лучшие советы о том, как вырезать круг в металле ровным, затратив на это минимум времени и сил
Практикум по слесарным работам
Выбор режима резания при сверлении
Под режимом резания понимают такое сочетание величин скорости резания и подачи, которое должно сохранить большую стойкость сверл, обеспечить максимальную производительность станка и требуемую точность и качество обработки. Зная диаметр сверла, материал, из которого сделано сверло, и марку обрабатываемого металла, можно выбрать режимы резания по таблицам. Скорости резания при сверлении приведены в табл. 1.
Таблица 1. Скорость резания (м/мин) и частота вращения (об/мин) шпинделей (углеродистая конструкционная сталь σв = 650 МПа; сверло из стали Р18; работа с охлаждением)
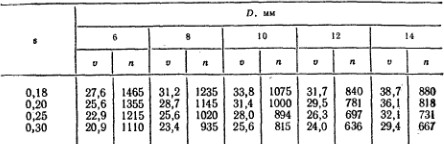
Пример. Выбрать скорость резания и частоту вращения по табл. 1 при сверлении сквозного, отверстия в углеродистой конструкционной стали σв = 650 МПа сверлом D = 12 мм из стали Р18 (работа с охлаждением, сверлильный станок 2118).
По таблице узнаем, что сверлильный станок 2118 имеет подачу s = 0,2 мм/об. Зная величину подачи и диаметр сверла, по таблице находим скорость резания 29,5 м/мин и частоту вращения 781 об/мин.
По кинематической схеме (рис. 152) выбираем ближайшую подходящую частоту вращения шпинделя (735 об/мин) с автоматической подачей 0,2 об/мин.
Рис. 152. Кинематическая схема сверлильного станка 2118 (частота вращения шпинделя 153, 310, 420, 735, 1130, 1890, 2975 об/мин)
На основании полученных данных:
I. Станок настраивают на выбранную частоту вращения шпинделя. Для этого с помощью специальной рукоятки подают кронштейн с электродвигателем «на себя», чтобы ослабить натяжение ремня. Затем, не снимая защитного кожуха, переводят ремень на третью ступень шкива на шпинделе, а затем на третью ступень шкива электродвигателя. Ремень с одной ступени на другую можно переводить только после полной остановки электродвигателя
Далее совершают движение рукоятки кронштейна электродвигателя «от себя» и натягивают ремень. Натяжение ремня не должно быть тугим или слабым.
II. Станок настраивают на выбранную подачу. Механическая подача осуществляется через коробку подач, которая приводится в движение от шпиндельного шкива через редуктор -с помощью ременной передачи.
У сверлильного станка 2118 механическая подача 0,2 мм/об осуществляется установкой рукоятки в среднее положение с последующий закреплением упорного винта на боковом диске.
III. Режущие инструменты охлаждают. Во время работы сверло сильно нагревается, вызывая притупление режущих кромок. Для увеличения стойкости сверла применяется охлаждающая жидкость, подаваемая к сверлу насосом из резервуара.
При сверлении охлаждающая жидкость подводится непрерывно на всем протяжении работ сверла и направляется главным образом на режущие кромки и отводимую с них стружку.
При сверлении различных металлов рекомендуется применять следующие охлаждающие жидкости:
Обрабатываемый материал — Охлаждающая жидкость
Конструкционная или инструментальная сталь
— Эмульсия или сурепное масломульсия, смешанные масла, водный раствор соды
Чугун
— Эмульсия или сурепное масло
Латунь
— Всухую или эмульсия
Медь
— Эмульсия или сурепное масло
Алюминий
— Эмульсия, керосин
Обработка заранее подготовленных отверстий
Механическая обработка внутренней поверхности предварительно сделанных отверстий выполняется зенкерованием. Для достижения высокой точности размеров и уменьшения коэффициента шероховатости внутренней поверхности глубоких отверстий эта рабочая операция может производиться многократно.
Наилучшие результаты обеспечивает высокоскоростное зенкерование на растяжение, когда оправка для закрепления зенкера нагружается осевым растягивающим усилием. Оно значительно уменьшает вероятность возникновения вибрационных колебаний, которые могут влиять на отклонение рабочего инструмента от заданного положения. В этом случае количество отдельных рабочих операций значительно сокращается, а качество и точность обработки поверхности улучшаются.
Приспособления для облегчения процесса

В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Что еще надо знать про сверла по металлу?
После определенного срока службы любого сверла его надо заточить. Эту процедуру возможно выполнить своими руками при 2 условиях:
- вы приобрели инструмент от надежного производителя, который не экономит на качестве металла;
- вы соблюдаете правила технологии заточки.
Вам удастся выполнить самостоятельную заточку сверла, если вы будете придерживаться такой схемы:
Обязательно перед началом работы наденьте защитную одежду — очки, перчатки.
Подготовьте емкости с охлаждающей жидкостью
Для этой цели можно использовать воду или машинное масло.
Проверьте исправность точильного аппарата.
Плотно прижимайте сверло к точильному кругу и последовательно обрабатывайте поверхность, начиная с задней части.
Придерживайтесь подходящего угла заточки:сталь — 140 градусов;
бронза — 120;
медь — 100.
Обработайте рабочую часть сверла, удерживая угол заточки.
Не концентрируйте внимание исключительно на наконечнике — вся поверхность, боковая в том числе, должна быть хорошо заточена.
Таблица размеров сверл по металлу
Государственные стандарты, правила изготовления спиральных и центровочных сверл по металлу, включают в себя таблицы размерных рядов для разных исполнений и направлений вращения спирали. Каждому типоразмеру соответствует уникальное цифровое кодовое обозначение. К примеру, если диаметр сверла с цилиндрическим хвостовиком равен 3.1 мм, оно имеет исполнение N1 и правую спираль, то его общая длина должна составлять 65 мм, длина рабочей части — 36 мм, а кодовое обозначение такого изделия будет 2300-7517. Таблицы размеров для сверл по металлу с коническим хвостовиком включают в себя диапазон диаметров от 5 до 80 мм, а для инструмента с цилиндрическим хвостовиком — от 0.25 до 20 мм. При этом для тонких сверл диаметром до 1 мм предусмотрено только исполнение N1 c правой спиралью.
Что такое шпиндель
Винчестер представляет собой набор из одной или нескольких герметизированных пластин в форме дисков, покрытых слоем ферромагнитного материала и считывающих головок в одном корпусе. Пластины приводятся в движение при помощи шпинделя (вращающегося вала). Пластины жесткого диска закреплены на шпинделе на строго определенном расстоянии. При вращении пластин расстояние должно быть таким, чтобы считывающие головки могли читать и записывать на диск, но при этом не касались поверхности пластин.
Двигатель шпинделя должен обеспечивать стабильное вращение магнитных пластин на протяжении тысяч часов, чтобы диск нормально функционировал. Неудивительно, что иногда проблемы с диском связаны с заклиниванием шпинделя, и вовсе не являются ошибками в файловой системе.
Двигатель отвечает за вращение пластин, и это позволяет работать жесткому диску. Благодаря отсутствию контакта, жесткий диск можно перезаписать в среднем 100 тысяч раз. Также на продолжительность работы диска влияет герметический корпус (гермозона), благодаря которому внутри корпуса HDD создается пространство, очищенное от пыли и влаги.
Вот как выглядят шпиндели, у каждого производителя они немного внешне могут отличаться. Это вот шпиндели от винтов Samsung.
или вот еще подборочка.
spindle speed или по русски скорость вращения шпинделя, определяет насколько быстро вращаются пластины в нормальном режиме работы жесткого диска. Она измеряется в RpM, то есть оборотах в минуту. От RpM скорости, будет зависеть на сколько быстро будет работать ваш компьютер, а именно как быстро компьютер может получить данные от жесткого диска.
Сколько раз я видел тормозные ноутбуки, в которых было по 4 ГБ оперативной памяти, там стоял процессор Intel core i3 или даже i5, но стоял блин hdd со скоростью вращения 5400 оборотов в минуту, и это был полный трешь, такие винты нужно сразу вытаскивать и ставить ssd иначе работать было не возможно
Время, которое требуется для блока магнитных головок, чтобы перейти к запрошенной дорожке/цилиндру называется время поиска (seek latency или задержкой). После того как считывающие головки переместятся в нужную дорожку/цилиндр, мы должны дождаться поворота пластин, чтобы нужный сектор оказался под головкой — это задержки на вращение (rotational latency time). И это является прямой функцией скорости шпинделя. То есть, чем быстрее скорость шпинделя, тем меньше задержки на вращение.
Влияние скорости вращения шпинделя жесткого диска
Винчестеры бывают двух форматов LFF и SFF, если рассказать в двух словах, то один имеет формат 2,5 дюйма, а второй 3,5. Формат 2,5 чаще всего идет либо в серверах или в ноутбуках, а второй так же в серверах и обычных системных блоках.
Если посмотреть среднюю скорость стандартных 3,5 » жестких дисков, то это скорость вращения шпинделя 7200 оборотов в минуту. Время совершения половины оборота в среднем (Avg. Rotational Latency) для таких дисков 4,2 мс. Эти диски обычно имеют среднее время поиска около 8,5 мс, что дает средний доступ к времени данным около 12,7 мс.
Есть диски, которые имеют скорость вращения магнитных пластин 10000 оборотов в минуту. Это уменьшает среднее время задержки на вращение до 3 мс. У Рапторов также и пластины меньшего диаметра, что позволило сократить среднее время поиска до ~5,5 мс. Итоговое среднее время доступа к данным примерно 8,5 мс.
Есть несколько моделей SCSI (например, Seagate Cheetah), у которые скорость вращения шпинделя 15 000 оборотов в минуту, и еще меньшие пластины. Среднее время Rotational Latency 2 мс (60 сек / 15 000 RPM / 2), среднее время поиска — 3,8 мс, и среднее время доступа к данным — 5,8 мс.
Диски с высокой частотой вращения шпинделя имеют низкие значения времени поиска и Rotational Latency даже при произвольном доступе. Жесткие диски с частотой шпинделя 5600 и 7200 обладают меньшей производительностью.
При этом при последовательном доступе к данным большими блоками разница будет несущественна, так как не будет задержки на доступ к данным, поэтому для жестких дисков рекомендуется регулярно делать дефрагментацию.
У 2,5 коллег, скорость так же скачет от 5400 до 15 000 оборотов в минуту.
Обработка заготовки с целью ее сверления может производиться несколькими способами:
- Заготовка вращается, при этом одновременно производится продольная подача не вращающегося сверлильного инструмента;
- Заготовка не вращается, зафиксирована;
- Одновременное вращение заготовки и инструмента.
Все эти способы широко применяются на практике. Наибольший спрос на процесс глубокого сверления есть в следующих сферах: металлургия, производство труб, нефтегазовая и аэрокосмическая промышленность, выпуск плит теплообменников и бойлеров и многие другие. Наиболее часто применяют следующие детали с глубокими отверстиями: роторы, валы, оси, втулки, гильзы, цилиндры, бандажи, металлические скорлупы и многое другое.
Расчет скорости вращения шпинделя токарного или фрезерного станка
Зачастую происходит так, что по паспорту известно номинальное количество оборотов, но непонятно, насколько быстро лезвие оборудования проходит свой путь по заготовке. В таких случаях нужно лишь воспользоваться обратным соотношением:
Отсюда ясно, что два этих параметра взаимосвязаны, и один выражает собой другой, а значит влияет на:
- Производительность труда – повышается, если деталь получается слишком дорогой в изготовлении; однако существенно увеличить его на практике можно далеко не всегда, даже если возможности спецтехники позволяют это сделать; вы помните – эксплуатация инструмента в слишком жестком режиме приводит к его перегреву и преждевременному износу.
- Итоговую степень шероховатости поверхности – чем быстрее движется вал, тем более гладкой становится плоскость, но и тем сильнее нагрузка на лезвие, поэтому высокие обороты на практике используются не постоянно, а лишь при проведении отдельных операций, чаще всего чистовой обработки.
Мощность и обороты при работе с металлом
Немаловажным фактором, является выбор инструмента, а именно перфоратора, дрели или шуруповерта, которым буду выполняться отверстия в металле. Если вы будете пользоваться дрелью с мощностью до 700Вт у вас не получится сделать сразу большого отверстия. Ручная дрель мощностью до 700Вт лучше всего использовать для высверливания отверстий диаметром до10-13мм.
Важно правильно выбрать обороты дрели или шуруповерта. Ведь при высоких оборотах, ваше сверло просто-напросто сгорит
Так вы его испортите.
Чем больше диаметр сверла, с которым вы работаете, тем меньшую скорость нужно выбирать.
Сверление точных отверстий ручной дрелью в металле.
Если нет необходимости соблюдать точность при сверлении отверстий, которую обеспечивает вертикально-сверлильный станок, можно использовать мощную ручную электродрель. Однако если эта дрель не является многоскоростной, то при сверлении отверстий в металле ее следует включать на непродолжительные периоды времени путем кратковременных последовательных нажатий на выключатель.
Залог успеха в большинстве случаев зависит от того как держать дрель. Перед началом сверления заготовка зажимается в тиски или прижимается крепко к столу. Затем, не включая дрели, устанавливается конец сверла на точку, нанесенную кернером. Для того чтобы увеличить исходную точку, можно нескольку раз вручную повернуть патрон дрели, нажимая на сверло. После нанесения смазочно-охлаждающей жидкости включатся напряжение. Корпус дрели удерживается неподвижно левой рукой, правой рукой прижимается сам инструмент, когда дрель начнет увеличивать обороты. По возможности рядом с дрелью ставится вертикальный угольник, чтобы облегчить установку сверла в вертикальное положение. Это обеспечит более удобное сверление точных отверстий.
Если сверло не может углубиться в поверхность металлической заготовки, с помощью кернера наносится второе, большее, углубление в нужной точке.
Особенности глубокого сверления
При глубоком сверлении очень важно соблюдать главные принципы технологии. Во-первых, производится подбор скорости вращения сверлильной части инструмента или оптимальная скорость резания (подачи свергла)
Во-вторых, должно быть обеспечено нормальное дробление стружки, а также полный отвод отходов из канала. Важным моментом во время измельчения отходов сверления является сохранность режущей части инструмента, не должно быть повреждений сверла, образования на нем заусениц или иных дефектов. Далее, ключевым фактором качественной обработки поверхностей заготовок или деталей является эффективная и грамотная подача смазочно-охлаждающей жидкости.
Процесс сверления проходит с обязательной подачей смазочно-охлаждающей жидкости под давлением и с определенным расходом.
Для этого в системе работает насосное оборудование — маслонасосы или насосы для перекачки вязких жидкостей.
Производительность системы выбирается в соответствии с расходом жидкости и требуемым давлением подачи смазочного материала.
Особенности сверления коронками с твердосплавными зубьями
Сверлильные коронки с твердосплавными зубьями можно применять на портативных и стационарных станках. Они превосходно сверлят хромникелевую сталь и обычную сталь. Твердосплавные сверлильные коронки устойчивы к перегревам, они разработаны специально для высокоскоростного сверления.
При использовании сверлильных коронок с твердосплавными зубьями выполняйте следующие рекомендации:
- Не используются при включенной механической подаче при сверлении на стационарных станках.
- Не используются с включенной функцией удара при сверлении перфораторами SDS+.
- Нельзя наклонять коронку по отношению к материалу в процессе сверления
- Всегда используйте смазочно-охлаждающие жидкости
- Работайте только в защитных очках
Инструкция по применению
Накерните точку будущего отверстия. Установите центровочное сверло в отмеченную точку сверления.
В течение процесса сверления используйте небольшое давление пока центрирующее сверло не пройдет насквозь. Не давите слишком сильно чтобы избежать повреждений (когда центрирующее сверло пройдет насквозь). Не наклоняйте коронку
Советы
Наденьте пластиковую или металлическу трубочку на центрирующее сверло; насадка должна быть длиннее сверлильной коронки.
Когда сверло пройдет насквозь, трубочка упрется в поверхность и зубья не ударятся о материал.
Далее Вы можете сверлить без насадки.
Когда вы сверлите листовое железо: оставьте свободное место под листом металла так, чтобы коронка могла пройти насквозь.
Когда вы сверлите трубы: сверлите только хорошо закрепленную трубу.
Стандартные значения скорости
Для маломощных станков с сильным снижением скорости значения должны быть увеличены приблизительно на 30% (или уменьшите нагрузку). Если нет постоянного контакта зубьев коронки с высверливаемым материалом (например при сверлении труб или профлиста), скорость сверления может быть увеличена относительно стандартных значений. После того как все зубья коронки будут касаться плоскости сверления, скорость снова должна быть уменьшена.
Если скорость слишком низкая, плавность вращения уменьшается, это может привести к поломке зубьев.
Удаление стружки
Легким поднятием и быстрым вращением сверлильной коронки удаляйте стружку из высверливаемого отверстия. Это обеспечивает лучшую подачу смазочно–охлаждающих веществ, что продлевает срок жизни инструмента
Это очень важно особенно когда вы сверлите толстые материалы (до 20 мм) сверхпрочными сверлильными коронками, например Карнаш арт. 20.1130
Инструкция по применению на ручной дрели
Чем больше диаметр сверлильной коронки, тем больше вероятность несчастного случая. Мы рекомендуем использовать для ручной дрели коронки диаметром не больше 35 мм. Для сверления больших диаметров используйте стационарные станки.
Как сверлить отверстия большого диаметра

Когда требуется сделать отверстия большого диаметра в металле, нужно использовать инструмент подходящий для этой цели.
- Предварительно нужно сделать отверстие меньшего диаметра. Можно использовать несколько сверл постепенно увеличивая диаметр отверстия. Таким способом сверлам будет легче проходить металл, особенно толстый.
- Использование ступенчатого сверла. Такие сверла могут называть конусными.
- Применение специальных коронок по металлу. Высверливание отверстий большого диаметра коронками дается очень легко за счёт сверления только наружного диаметра отверстия. Коронка состоит из центрирующего сверла, которые вначале просверливает металл в центре и в дальнейшем направляет коронку. Сверление коронкой нужно производить на очень малых оборотах.
Один из лучших способов-использование коронок по металлу. Минусом этого метода, является не регулируемый диаметр коронки(продаются и регулируемые коронки, но такие покупать не советуем из-за их плохого качества). Под каждый диаметр отверстия нужно иметь разные коронки.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.

Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Маркировка сверл по металлу
Маркировка сверл по металлу определяется их диаметром, а также тем, где они были изготовлены. Можно отметить такие правила и особенности:
- Сверла сечением до 2 мм — маркировки не имеют.
- Сверла диаметром в 2-3 мм — на них вы найдете обозначения марки стали и сечения.
- От 3 мм — наносятся такие данные, как сечение, марка металла, включая дополнительные вещества в сплаве, оттиск компании-изготовителя.
Отечественные производители ограничиваются только этими правилами маркировки. Если вы решите купить сверла по металлу импортных брендов, на качественных изделиях вы найдете более развернутую информацию:
- название страны-изготовителя;
- торговый знак компании;
- марку стали или сплава;
- сечение и размер сверла;
- рекомендации по применению — металл, который можно обрабатывать тем или иным сверлом;
- класс точности.
Сплавы, маркировка, назначение сверл по металлу
Разобраться с тем, какое именно вам нужно сверло, вы сможете самостоятельно, если будете знать, какой именно металл вам нужно просверлить. Рекомендации производителей сводятся к следующему:
- HSS-R и HSS-G. Сверла по металлу с такой маркировкой предназначены для обработки:
- стали — литой, литой под давлением, легированной, углеродистой, с прочностью до 900 Н/мм²;
- металлических сплавов — алюминия, мельхиора, графита, бронзы, латуни;
- чугуна — серого и ковкого.
- HSS-G Co 5. Если на сверлах стоит такая маркировка, показатель прочности в этом случае ограничивается 1100 Н/мм². Их уместно использовать для стали:
- нержавеющей;
- углеродистой;
- термически улучшенной;
- кислото- и жаростойкой;
- легированной;
- нетеплостойкой.
- HSS-G TiAN / TiN. Для изготовления инструментов из этого типа металла используют титаново-алюминиево-нитридное напыление. В результате поверхность становится устойчивой к коррозии, отлично режет металл и долго может сохраняться в изначальном виде. Они пригодны для обработки сплавов различного происхождения с прочностью до 1100 Н / мм². Перечень рекомендованных металлов включает:
- чугун — серый, со сфероидальными выделениями стали, графита, ковкий;
- сплавы — мельхиор, латунь, бронзу;
- сталь — литую, в том числе под давлением.
Помимо этих марок стали, используют и другие металлы для производства сверл:
- Кобальт. За счет включения этого элемента в сплав инструмент приобретает высокие характеристики прочности, стойкости к деформации при механическом и термическом воздействии. Поэтому они подходят даже для сверления отверстий в твердосплавных металлах, для вязких сплавов и цветных металлов. Кобальтовые сверла по металлу стоят дороже, чем обычные, но найти их сегодня несложно — многие производители строительных инструментов выпускают целые серии таких моделей.
- Твердосплавные сверла по металлу. Эта группа товаров присутствует отдельной линией, причем состав сырья для изготовления таких сверл может отличаться у разных производителей. Основные преимущества такого инструмента заключаются в возможности обработки металла большой толщины, из максимально крепких и твердых сплавов, имеет очень острый, односторонний угол заточки, что очень упрощает ход работы.

Сверление толстых заготовок
Не многие начинающие мастера знают, как просверлить отверстие в металле большой толщины. Глубокое сверление сложнее обычного. На производстве оно проводится с помощью токарных станков. В них заготовка закрепляется в подвижном шпинделе, который её вращает.
Если возможности использовать промышленное оборудование нет, можно просверлить глубокое отверстие с помощью дрели. Для этого нужно приобрести специальные направляющие для электроинструмента. Дополнительно требуется использовать машинное масло для охлаждения. В процессе работы нужно периодически останавливаться, чтобы вычистить стружку и дать ему остынуть.
Параметры механической обработки
Кинематическое взаимодействие инструмента и детали является решающим критерием процесса механической обработки. Строго говоря, термин « обрабатываемость» должен определяться отдельно для каждого отдельного процесса механической обработки (токарной обработки, сверления и т. д.). Обычно из-за четко определенного взаимодействия инструментов и деталей термин «обрабатываемость» относят к процессу токарной обработки.
Каждая технология, которую применяют при механической обработке, зависит от нескольких независимых параметров:
- параметры резания и геометрия инструмента;
- применяемое оборудование;
- материал режущего инструмента.
См. Режущий инструмент для алюминия
Лучшие советы о том, как вырезать круг в металле ровным, затратив на это минимум времени и сил
Любое конструирование, будь то в своем доме, или на производстве, подразумевает работу с металлом.
Нередко, во время эксплуатации этого материала, может возникать вопрос: как вырезать круг в металле?
Он заслуживает внимания, так как от выбора правильного инструмента и технологии напрямую зависит трудоемкость процесса выполнения работы и качество ее результата.
Способы вырезания круга из тонкого металла
Круги из металла
Металл бывает тонким, или толстым и прочным, поэтому для его нарезки применяются разнообразные инструменты.
Выбор материалов и технологии вырезания также зависит от того, какого диаметра необходим круг и насколько ровным он должен быть.
Применение лобзика
Если есть необходимость в идеально ровном круге, можно воспользоваться электрическим лобзиком для его вырезания.
Работа выполняется в несколько этапов:
- Сначала определяется толщина металла и подбирается соответствующее пильное полотно для электрического лобзика.
- Перед тем, как вырезать круг в металле лобзиком, на рабочей плоскости намечается контур круга, который будет вырезаться.
- С помощью дрели и сверла (в диаметре составляющего от восьми до десяти миллиметров) вырезается отверстие, с которого будет начинаться работа.
- В полученную щель помещается пильное полотно лобзика и вырезание продолжается по намеченному чертежу.
Вырезание с применением этого инструмента не отнимает много времени и сил. Более того, с помощью лобзика можно получить круг с идеальными краями. Но этот инструмент применяется только для работы с металлом минимальной или средней толщины (например 2 — 3 мм).
Применение болгарки
Болгарку используют в работе с металлом небольшой толщины. Образовать этим инструментом круглое отверстие можно, следуя таким пошаговым советам:
- Перед тем, как вырезать круг в металле болгаркой, проводится разметка, чтобы было четко видно его контуры.
- По всей длине намеченного чертежа диском болгарки прорезаются короткие отрезки, которые в итоге соединятся.
- Фигура будет более похожа на многогранник, чем на круг. Поэтому, после окончания вырезания, изделие обрабатывается и зачищается до тех пора, пока края не станут достаточно ровными и гладкими. Для обработки также можно применять болгарку. Если круг имеет широкий диаметр, обточить контуры можно крупным диском.
Обрабатывая вырезанный круг с помощью болгарки следует быть внимательным, чтобы диск находился внутри отверстия и, в то же время, был расположен в одной плоскости с рабочим листом.
Вырезание круга в толстом металле
Вырезание круга болгаркой
Для того, чтобы наметить точные контуры фигуры, которая будет вырезаться из металла, следует воспользоваться линейкой, разметочным циркулем и маркером.
Сначала, с помощью линейки, устанавливается необходимая ширина разъема циркуля, чтобы он соответствовал необходимому диаметру круга.
Затем на металлической плоскости определяется центральная точка круга.
От нее с помощью циркуля намечаются контуры.
Чтобы во время роботы они были четко видны, их следует нарисовать маркером.
Применение газового резака
Круг в металле средней толщины можно врезать с помощью газового резака. Работа проходит в несколько этапов:
- Намечается контур круга.
- Зажигается горелка инструмента.
- Регулируется факел горения.
- Аккуратно и медленно факелом проводится по нарисованному чертежу.
Таким методом можно вырезать отверстие в металле, которые имеет ширину около четырех или пяти миллиметров.
Применение сварочного аппарата
Сварочный аппарат
Если в домашнем арсенале нет газового резака, можно воспользоваться сварочным аппаратом.
Его нужно отрегулировать на самый высокий уровень тока.
Затем горящая дуга подставляется к контуру и удерживается на нем до тех пор, пока не образуется отверстие.
Потом нужно просто медленно вести ее по чертежу, пока не получится ровный круг.
Но самое главное – правильно отрегулировать мощность инструмента.
Например, если применяется металл толщиной около четырех миллиметров, необходимо устройство, работающее на мощности около 150 ампер. Если же металл толще – больше будет и мощность инструмента.
Чтобы ускорить процесс работы, лучше использовать тонкие электроды. Однако они быстро сгорают и нуждаются в замене. Из-за этого будет потребность в частом разогревании металла, поскольку во время замены электрода он успеет остыть.
О том, как вырезать ровный круг из металла резаком, представлено на видео:
Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.