Таблица режимов фрезерования для фрезерных станков с чпу
Содержание:
- Содержание
- Три способа корректирования инструментов
- Дополнительные материалы
- Схема расчетов
- Скорость резания
- Сверление
- 3.1. Характеристика применяемых режущих инструментов.
- Основные понятия о режимах резания, фрезеровке на станках с ЧПУ
- Точение как способ обработки
- Советы для определения режимов
- Нагрев и смазывание
Содержание
Введение……………………………………………………………..4
1.
Порядок выполнения работы……………………………………..4
2. Контрольные
задания……..………………………………………5
3. Табличный метод
расчета наивыгоднейшего режима
резания при точении……………………………………………12
3.1.
Выбор марки инструментального материала,
сечения державки резца и геометрических
параметров режущей части инструмента
………………………………………….12
3.2.
Выбор глубины резания t
и числа проходов i……………..12
3.3.
Выбор подачи s………………………………………………13
3.4.
Расчет
скорости резания V………………………………….13
3.5. Проверка
выбранного режима резания по прочности
механизма подачи станка и мощности
станка…………….14
3.6.
Расчет машинного времени Тм………………………………15
4.
Аналитический метод расчета наивыгоднейшего
режима резания при точении
.………………………………………….19
4.1.
Выбор марки инструментального материала,
сечения державки резца и геометрических
параметров режущей части
инструмента.………………………………………….19
4.2.
Выбор глубина резания t
и числа проходов I……………..19
4.3.
Расчет подачи s………………………………………………19
4.4.
Расчет стойкости инструмента…………………..………….24
4.5.
Расчет скорости резанияV………………………………….25
4.6.
Расчет подачи, при которой полностью
используются режущие свойства
инструмента и мощность станка……..27
4.7.
Расчет машинного времени…………………………………30
5.
Расчет наивыгоднейшего режима резания
при сверлении……31
5.1.
Выбор марки инструментального материала,
конструкции
и геометрии сверла……………………………….31
5.2.
Выбор глубины резания t……………………………………31
5.3.
Выбор подачи s………………………………………………31
5.4.
Расчет скорости резания V………………………………….31
5.5.
Расчет
крутящего момента Мкр
и
осевой силы Р…………32
5.6.
Расчет
мощности резания Nрез………………………………33
5.7.
Расчет
мощности электродвигателя станка……………….33
5.8.
Расчет машинного времени Тм……………………………..33
6.
Расчет наивыгоднейшего режима резания
при
фрезеровании………………………………………………..34
6.1.
Выбор марки инструментального материала,
конструкции и геометрии
фрезы……………………………..34
6.2.
Назначение глубины резания t
и
ширины фрезерования В………………………………….34
6.3.
Определение подачи на зуб sz………………………………34
6.4.
Определение минутной подачи sм………………………….34
6.5.
Расчет скорости резания V………………………………….34
6.6.
Расчет
силы резания и крутящего
момента Мкр……………35
6.7.
Расчет
эффективной мощности резания Nе………………..36
6.8.
Расчет
мощности электродвигателя станка……………….36
6.9.
Расчет машинного времени Тм……………………………..36
7.
Расчет наивыгоднейшего режима резания
при
протягивании………………………………………………..38
8.
Расчет наивыгоднейшего режима резания
на ЭВМ…………40
8.1.
К расчету режимов резания при
фрезеровании……………42
8.2.
К расчету режимов резания при
сверлении……………….48
8.3.
К расчету режимов резания при
точении………………….52
Список
литературы………………………………………………….62
Приложение
1………………………………………………………63
Приложение
2………………………………………………………73
Приложение
3………………………………………………………82
Приложение
4………………………………………………………96
Приложение
5……………………………………………………..104
Приложение
6……………………………………………………..122
Приложение
7……………………………………………………..123
Приложение
8……………………………………………………..131
Приложение
9……………………………………………………..145
Три способа корректирования инструментов
Для таких станков есть три способа программирования, корректирования обработки деталей:
- ручная отладка;
- программное управление с пульта устройства;
- при помощи систем CAD/CAM.
О ручной коррекции
При обработке различных изделий по запрограммированным ранее режимным моментам, могут сопутствовать такие неприятные явления как:
- образование сливной стружки, возникающие при точении, что часто является причиной поломки механизмов; применяя специальные корректоры подачи, можно, увеличив ее параметры, достичь более мелкого измельчения стружек;
- шероховатость, находящаяся ниже технических условий чертежа; ее регулируют понижением величины подачи;
- сопровождающееся гудением резание из-за вибрации во время резки. Погасить такую вибрацию рекомендуется изменением скорости движения резца или увеличивая подачу.
О запрограммированных коррекциях
Корректировать инструментальные приспособления можно программированием радиуса или их длины. Для этого программами предусмотрены такие функции как:
- G43 – положительное изменение его длины;
- G44 – отрицательная поправка;
- G49 – отмена корректировок.
Схемы и виды корректировки инструментов в ЧПУ очень разнообразны, зависят обычно от возможностей самого станка, его класса. А, следовательно, для разных станков корректирующие значения могут отличаться, им соответствуют даже разные команды. К примеру, команда отмены корректирования на одном станке обозначается G40, а другом G49. Линейная правка часто обозначается единым для всех кодом G52.
О линейной коррекции
При необходимости выполнить прямоугольное формообразование, линейную корректировку производят обязательно по параллельным осям. Таким образом, происходит складывание числа набранного на самом корректоре с перемещением, которое задано программой станка. Но корректирующий знак указывается или набирается на пульте корректора устройства.
Внимание. Знак коррекции иногда задают командой программы, тогда алгебраическое действие происходит независимо от знака, который указан корректором пульта
Дополнительные материалы
Во время изготовления, большинство специалистов руководствуются в качестве дополнительного пособия, приведенными ниже показателями. Таблица коэффициента прочности:
| Материал заготовки | Граница прочности | Шкала твердости по Бринеллю | Коэффициент, МПа |
| легированная и
углеродистая сталь |
варьируется от
400–1100 единиц |
– | 1500–2600 |
| чугун, а также серый | – | 1400–2200 | 1000–1200 |
| бронза | – | – | 600 |
| силумин | – | – | 450 |
| дуралюмин | предел прочности
от 250 до 350, но часто встречается и выше в зависимости от качества заготовки |
– | 600–1100 |
Коэффициент прочности материала:
| Сталь, кг/мм | Значение показателя |
| 50,1–60,1 | 1,61 |
| 60,1–70,3 | 1,27 |
| 70,3–80,1 | 1,1 |
| 80,3–90,1 | 0,87 |
| 90,3–100,1 | 0,73 |
| Чугун, кг/мм | Значение показателя |
| 140,1–160,3 | 1,50 |
| 160,1–180,1 | 1,21 |
| 180,1–200,3 | 1,1 |
| 200,3–220,3 | 0,83 |
Коэффициент стойкости резца:
| Значение стойкости, минуты | Показатель |
| 27–30 | 1,27 |
| 43–46 | 1,11 |
| 57–60 | 1,09 |
| 83–90 | 1,03 |
Схема расчетов
Перед выполнением расчетов операции резания необходимо определить, какой тип режущего инструмента будет использоваться в данном случае. При токарной или абразивной обработке хрупких материалов выбирают оснащение с минимальными показателями. Следует не забывать, что во время работы деталь обычно довольно сильно нагревается. Если скорость обработки будет очень высокая, она может деформироваться, что приведет к ее непригодности.
Процесс резания металла
Обязательно учитывается, какая обработка будет осуществляться – чистовая или черновая. В первом случае подбирают рабочие параметры, которые обеспечат максимальную точность
Специалисты обращают внимание и на толщину срезаемого слоя. В зависимости от данной характеристики выбирается количество проходок для выполнения обрезки на специальном оборудовании
Глубина
Глубина является одним из важнейших параметров для обеспечения качества изготовленных заготовок. Она определяет толщину срезаемого слоя за одну проходку. При выполнении подрезки торца за глубину принимают диаметр детали.
Учитывается количество проходов, что определяется припусками на обработку:
Изменение обрабатываемого диаметра
- 60% на черновую;
- 20–30% на получистовую;
- 10–20% на чистовую.
Для определения глубины обрезки цилиндрических заготовок используется следующая формула:
k=(D-d)/2, где к – глубина обрезки, D – первоначальный диаметр, d – получаемый диаметр.
При определении режимов резания при работе с плоскими деталями вместо диаметров используют длину. Принято считать, что при черновой обработке глубина должна составлять больше 2 мм, получистовой – 1–2 мм, чистовой – меньше 1 мм. Данный параметр зависит от требований к качеству деталей. Чем меньше класс точности, тем больше проходов необходимо выполнить для достижения необходимых свойств изделий.
Схема черновой обработки металла
Подача
Пример построения траектории движения резца
Под подачей подразумевают величину перемещения резца за один оборот заготовки. При выполнении черновой обработки данный параметр может иметь максимально возможные значения. На завершительном этапе работ значение подачи определяется с учетом квалитета шероховатости. Данная характеристика зависит от глубины обрезки и габаритов заготовки. Чем меньше размеры, тем она ниже. При большой толщине срезаемого слоя выбираются минимальные параметры подачи.
Чтобы облегчить работу специалистам, разработаны специальные таблицы. Там указаны значения подачи при разных условиях режима резанья. Для выполнения точных расчетов иногда необходимо знать размер державки резца.
Если резанье выполняется с существенными ударными нагрузками, значения с таблицы необходимо умножать на коэффициент 0,85. При работе с жаропрочной конструкционной сталью подача не должна быть больше 1 мм/об.
Подачи при черновом наружном точении
Скорость
Скорость резания – это один из важнейших показателей, который определяется на этапе расчетов перед выполнением основных работ. Ее значения зависят от проводимых операций. Обычно отрезание торцов происходит при максимально возможной скорости. Сверление или точение имеют совсем иные требования к данному рабочему параметру. Поэтому для качественного выполнения поставленных задач необходимо знать следующее:
Таблица для расчета режимов резания
- тип выполняемой слесарной операции;
- вид применяемого токарного инструмента;
- материал, из которого изготовлена заготовка.
При традиционной токарной обработке скорость определяется путем умножения диаметра заготовки на количество ее оборотов за минуту и на π. Полученное значение необходимо разделить на 1000. Также скорость резанья можно определить, используя стандартные таблицы для режимов резанья.
Проверка выбранных рабочих характеристик
Когда глубина, подача и скорость определены, их необходимо проверить. Полученные рабочие параметры не должны быть больше нормативных значений, которые указаны в паспорте эксплуатируемого токарного станка.
Обязательно необходимо определить мощность оборудования. Для этого силу обрезки умножают на ее скорость и делят на 1000. Полученное значение сравнивают с тем, что указано в паспорте станка. Если рассчитанные по формулам параметры больше, необходимо корректировать глубину, подачу и скорость, чтобы избежать повреждения оборудования и инструментов.
Выбор материала резца при токарной обработке
Скорость резания
Наиболее важным режимом при фрезеровании можно назвать скорость резания. Он определяет то, за какой период времени будет снят определенный слой материала с поверхности. На большинстве станков устанавливается постоянная скорость резания. При выборе подходящего показателя учитывается тип материала заготовки:
- При работе с нержавейкой скорость резания 45-95 м/мин. За счет добавления в состав различных химических элементов твердость и другие показатели меняются, снижается степень обрабатываемости.
- Бронза считается более мягким составом, поэтому подобный режим при фрезеровании может выбираться в диапазоне от 90-150 м/мин. Она применяется при изготовлении самых различных изделий.
- Довольно большое распространение получила латунь. Она применяется при изготовлении запорных элементов и различных клапанов. Мягкость сплава позволяет повысить скорость резания до 130-320 м/мин. Латуни склонны к повышению пластичности при сильном нагреве.
- Алюминиевые сплавы сегодня весьма распространены. При этом встречается несколько вариантов исполнения, которые обладают различными эксплуатационными характеристиками. Именно поэтому режим фрезерования варьирует в пределе от 200 до 420 м/мин. Стоит учитывать, что алюминий относится к сплавам с низкой температурой плавления. Именно поэтому при высокой скорости обработки есть вероятность существенного повышения показателя пластичности.
Встречается довольно большое количество таблиц, которые применяются для определения основных режимов работы. Формула для определения оборотов скорости резания выглядит следующим образом: n=1000 V/D, где учитывается рекомендуемая скорость резания и диаметр применяемой фрезы. Подобная формула позволяет определить количество оборотов для всех видов обрабатываемых материалов.
Рассматриваемый режим фрезерования измеряется в метрах в минуту режущие части. Стоит учитывать, что специалисты не рекомендуют гонять шпиндель на максимальных оборотах, так как существенно повышается износ и есть вероятность повреждения инструмента. Поэтому полученный результат уменьшается примерно на 10-15%. С учетом этого параметра проводится выбор наиболее подходящего инструмента.
Скорость вращения инструмента определяет следующее:
Качество получаемой поверхности. Для финишной технологической операции выбирается наибольший параметр. За счет осевого вращения с большим количеством оборотов стружка получается слишком мелкой. Для черновой технологической операции, наоборот, выбираются низкие значения, фреза вращается с меньшей скоростью, и размер стружки увеличивается. За счет быстрого вращения достигается низкий показатель шероховатости поверхности. Современные установки и оснастка позволяют получить поверхность зеркального типа.
Производительность труда
При наладке производства уделяется внимание и тому, какова производительность применяемого оборудования. Примером можно назвать цех машиностроительного завода, где налаживается массовое производство
Существенное снижение показателя режимов обработки становится причиной уменьшения производительности. Наиболее оптимальный показатель существенно повышает эффективность труда.
Степень износа устанавливаемого инструмента. Не стоит забывать о том, что при трении режущей кромки об обрабатываемую поверхность происходит ее сильный износ. При сильном изнашивании происходит изменение показателей точности изделия, снижается эффективность труда. Как правило, износ связан с сильным нагревом поверхности. Именно поэтому на производственной линии с высокой производительностью применяется оборудование, способное подавать СОЖ в зону снятия материала.
При этом данный параметр выбирается с учетом других показателей, к примеру, глубины подачи. Поэтому технологическая карта составляется с одновременным выбором всех параметров.
Сверление
На токарном станке обрабатывается большое количество самых разнообразных деталей. Почти на каждой из них имеются отверстия различного предназначения. В одних случаях сверление отверстий предусмотрено конструкторской мыслью для создания сборочной единицы, узла. Другие варианты сверления обеспечивают решение функциональных задач.
Режущей частью (сверлом) вращающегося механизма можно получить отверстия определенных параметров (глубины, диаметра, сечения). Этот рабочий момент проводится с конкретной задачей:
- подготовить отверстия для резьбы, для растачивания,
- технологические отверстия для расположения электропровода, крепежных ингредиентов,
- для закладки взрывчатки при горнодобывающих мероприятиях,
- как метод разрушения конструкций.

В зависимости от цели и назначения отверстия делают на токарном станке на площадке сплошного материала или обрабатываются, доводятся до конечных параметров уже имеющиеся отверстия. Станок, производящий операцию сверления характеризуется показателями:
- производительностью,
- качеством и безопасностью отделки,
- условиями работы,
- точностью выполнения функции.
Чтобы успешно заниматься режимами работы станков с программным управлением, необходим компьютер, способный определять нужные данные:
- нижнюю градацию предельно допустимых оборотов в 1 минуту,
- данные по классификации режущих механизмов – всевозможных фрезерных инструментов (торцевых, червячных, конических и др.),
- сообщения о прочности исходных материалов на изгиб,
- своевременное уведомление о степени износа,
- информацию о состоянии стружки (утончении),
- вероятность произведения расчета мощности в нескольких режимах.
Применение современного оборудования позволяет сделать надежные расчеты и работать в нужных режимах с высокой отдачей, хорошим коэффициентом полезного действия.
3.1. Характеристика применяемых режущих инструментов.
Резец
— режущий инструмент, предназначен для
обработки деталей различных размеров,
форм, точности и материалов. Является
основным инструментом, применяемым при
токарных, строгальных и долбёжных
работах (и на соответствующих станках).
Для
достижения требуемых размеров, формы
и точности изделия с заготовки снимаются
(последовательно срезаются) слои
материала при помощи резца. Жёстко
закреплённые в станке резец и заготовка
в результате относительного перемещения
контактируют друг с другом, происходит
врезание рабочего элемента резца в слой
материала и последующее его срезание
в виде стружки. Рабочий элемент резца
представляет собой острую кромку (клин),
который врезается в слой материала и
деформирует его, после чего сжатый
элемент материала скалывается и
сдвигается передней поверхностью резца
(поверхностью схода стружки). При
дальнейшем продвижении резца процесс
скалывания повторяется и из отдельных
элементов образуется стружка. Вид
стружки зависит от подачи станка,
скорости вращения заготовки, материала
заготовки, относительного расположения
резца и заготовки, использования СОЖ и
других причин.
В
процессе работы резцы подвержены износу
(режущие кромки притупляются, а у резцов
с твердосплавными пластинками наблюдается
выкрашивание режущей части), поэтому
осуществляют их переточку.
Резцы
с механическим креплением пластин —
инструмент предназначенный для обработки
металла на станках токарной группы, в
том числе на станках с числовым программным
управление. Державка резца механического
определяется способом крепления,
геометрическими размерами пластин,
формой и размером пластин, а так же
конфигурацией механического резца.
Такие резцы оснащаются пластинами
твердосплавными, КНТ и ВОК. Ниже
предлагаемые резцы классифицированы
согласно международного стандарта ISO.
Также форма, размеры и назначение для
резцов с мех креплением определяются
согласно Гост 20872-80 и Гост 20874-75.
Использование резцов со сменными
пластинами позволяем производить более
качественную обработку, при этом
достигается экономия, так как расходными
материалами являются только пластины,
а сами державки резцов с механическим
креплением пластин при соответствующей
эксплуатации могут работать довольно
длительный срок.
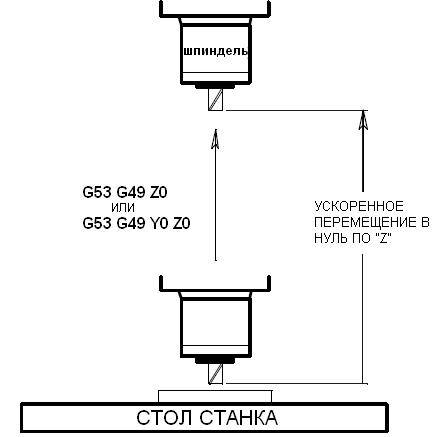
Основные понятия о режимах резания, фрезеровке на станках с ЧПУ
Это более усовершенствованное оборудование, которое имеет блок числового управления. То есть встроенное вычислительное устройство (компьютер) с программным обеспечением. Оно, то есть ПО, направлено на то, чтобы определить подходящую скорость обработки, выбрать нужное направление вращений, а также траекторию передвижения резца. Основная задача установки ЧПУ – автоматизация процесса. Поэтому оператор во время фрезеровки только наблюдает. Это значительно уменьшает количество брака, ведь нет человеческого фактора, который часто приводит к ошибкам.

Кроме точности рабочего процесса и автоматического выбора режима, стоит отметить также повышенную продуктивность. Проще говоря, на будет заменять работу трех, а то и более механических, ручных приборов. И это при том, что труд фрезеровщика значительно тяжелее, а возможность брака или травмы – выше.

Чаще всего на ЧПУ применяются торцевые или концевые фрезы. Они достаточно универсальны, имеют большой спектр назначений. Но типоразмеров множество, выбираться необходимый подвид может по ряду параметров, это:
- тип стружки, которая образуется;
- параметры ПО;
- прочность обрабатываемого материала и пр.
Фрезы данной категории отличаются по количеству заходов (самые популярные – двухзаходные), что и приводит к обеспечению стружкоотвода и наличию острых кромок. Если материал мягкий (например, древесина), а стружка получается длинной и широкой, то характерно использование быстрого режима резания при фрезеровании дерева с применением однозаходного резца. Многозаходный, напротив, понадобится тогда, когда обрабатываются твердые металлы (стружки тогда выходят не монолитные, а как бы изломанные).
Точение как способ обработки
Токарное дело представляет собой обработку с целью придания цилиндрической поверхности с помощью инструмента при вращении отливки и продвижении резца. Это традиционный довольно простой способ отделки в точении.
Точение представляется как совмещение двух комбинированных движений. Во-первых, это верчение заготовки и, во-вторых, передвижение инструмента. По подбору инструментария, расчету рабочего режима, программированию отделки процесс точения относится к разряду простых процедур. Но форма и материал деталей, тип процесса, условия его выполнения, требования к качеству исполнения, стоимость – этот ракурс разнообразен.

Советы для определения режимов
Невозможно идеально подобрать режим резания при фрезеровании, однако можно руководствоваться основными принципами:
- Желательно, чтобы диаметр фрезы соответствовал глубине обработки. Это обеспечит очищение поверхности за один проход. Тут основной фактор – материал. Для слишком мягких этот принцип не действует – существует риск снятия стружки, толщиной большей, чем необходимо.
- Ударные процессы и вибрации неминуемы. В связи с этим, увеличение значений подачи ведет к снижению скорости. Оптимально начинать работу с подачи на зуб, равной 0,15 мм/зуб, а в процессе – регулировать.
- Частота вращения инструмента не должна быть максимально возможной. В противном случае существует риск снижения скорости резания. Ее повышение возможно с увеличением диаметра фрезы.
- Увеличение длины рабочей части фрезы, предпочтение большого количества зубьев понижают производительность и качество обработки.
- Ориентировочные значения скоростей для различных материалов:
- алюминий – 200-400 м/мин;
- бронза – 90-150 м/мин;
- нержавеющая сталь – 50-100 м/мин;
- пластмассы – 100-200 м/мин.
Лучше начинать со средней скоростью, а в процессе корректировать ее в меньшую или большую сторону.
Режим резания при фрезеровании важно определять не только математически или с помощью специальных таблиц. Для правильного выбора и установки оптимальных параметров для станка и нужного инструмента необходимо оперировать некоторыми особенностями и личным опытом
Нагрев и смазывание
При повышении температуры и налипании стружки фреза утрачивает свои эксплуатационные характеристики, и работает хуже. Чтобы избежать поломки, нанесения вреда древесине или другим материалами, рекомендуется смазывать рабочие механизмы.
Необходимы к использованию:
- спирт и специальные эмульсии при резке или сверлении алюминия и цветных металлов,
- мыльная вода при обработке деталей, в составе которых имеется плексиглас.
При этом необходимо контролировать подачу и ее скорость. Определение оптимальных значений осуществляется в зависимости от материала и его толщины. Для настройки нужного показателя следует пользоваться значениями из таблицы.