Шаг для основной и мелкой резьбы. что такое шаг резьбы
Содержание:
- шаг резьбы — это… Что такое шаг резьбы?
- Соединение тонкостенных деталей
- Основные параметры резьбы и единицы измерения
- Преимущества и недостатки
- Какой стандартный шаг резьбы бывает у болта
- Основные параметры метрической резьбы
- Трубная дюймовая резьба
- Какой диаметр стержня подобрать под наружную метрическую резьбу? — Homo habilis. Журнал для умелых людей
- Диаметр резьбы
- Основные типы резьб
шаг резьбы — это… Что такое шаг резьбы?
3.1.48 шаг резьбы: Расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
3.2 В настоящем стандарте применены следующие сокращения:
НКМ — резьбовое высокогерметичное соединение насосно-компрессорных труб и муфт с трапецеидальной резьбой и узлом уплотнения «металл-металл»;
НКТ — резьбовое соединение насосно-компрессорных труб и муфт с закругленной треугольной резьбой;
НКТВ — резьбовое соединение насосно-компрессорных труб и муфт с закругленной треугольной резьбой и высаженными наружу концами труб;
ОТТГ — резьбовое высокогерметичное соединение обсадных труб и муфт с трапецеидальной резьбой и узлом уплотнения «металл-металл»;
ОТТМ — резьбовое соединение обсадных труб и муфт с трапецеидальной резьбой.
3.3 В настоящем стандарте применены следующие обозначения:
A — натяг при свинчивании трубы и муфты вручную;
A1, A2, A3, A4 — натяги резьбы или элементов резьбового соединения по калибрам;
a, a1, a2 — углы наклона элементов профиля резьбы;
В — ширина торцовой плоскости;
b, b1, b2, b3, b4- ширина элементов профиля резьбы;
D — наружный диаметр трубы;
Dв — наружный диаметр высаженного конца трубы;
Dм — наружный диаметр обычной муфты;
Dc — наружный диаметр специальной муфты;
d — внутренний диаметр трубы;
dм- внутренний диаметр муфты;
dcp — средний диаметр резьбы в основной плоскости;
dвн — внутренний диаметр резьбы в основной плоскости;
d0, d1, d2, d3, d4, d5- диаметры элементов резьбы или резьбового соединения;
j — угол уклона резьбы;
Н — высота исходного профиля резьбы;
h, h2, h3, h4, h5, h5- высота или глубина элементов профиля резьбы или резьбового соединения;
L — общая длина резьбы трубы;
Lм — длина муфты;
L1 — расстояние от торца муфты до упорного уступа;
l, l0, l1, l2, l3, l4, l5,l6, l7, l8, l9,l10- расстояние или длина элементов резьбового соединения;
Р — шаг резьбы;
r, r1, r2, r3, r4 — радиусы скругления элементов профиля резьбы или резьбового соединения;
t — толщина стенки трубы;
tr- толщина стенки трубы под резьбой или уплотнительной конической проточки в плоскости торца;
К — конусность резьбы;
z — зазор.
hr — глубина уплотнительной проточки трубы
Соединение тонкостенных деталей
Если необходимо соединить тонкостенные детали, то напрямую применить резьбовое соединение не удастся: слишком малое для надежного удержания крепежа число витков может поместиться на толщине детали. В таких случаях применяют фланцевое соединение. В этом случае кромка детали, прилегающая к месту соединения, усиливается путем специальной штамповки или наварки фланца — утолщения, в котором делаются отверстия, и нарезается резьба. Если конфигурация изделия позволяет, то иногда вместо полноценного фланца приваривают лишь гайки в местах крепления.
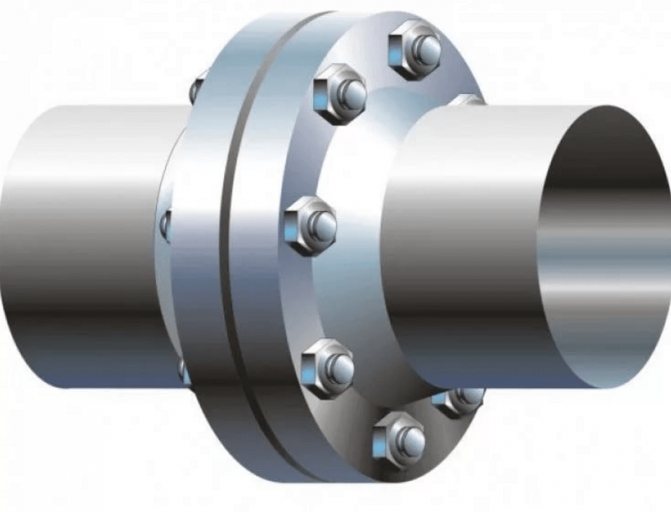
Фланцевое соединение
Если же соединяемые детали представляют собой цилиндры одинакового диаметра и толщины, существует еще один способ: на одной цилиндрической поверхности нарезается внутренняя, а на другой — внешняя резьба одного номинального диаметра. Далее детали навинчиваются друг на друга. Такой способ соединения не предполагает приложения больших усилий к месту крепления и используется для малонагруженных конструкций, таких, например, как цилиндрические кожухи приборов.
Основные параметры резьбы и единицы измерения
- Единицы измерения диаметра
Схема цилиндрической резьбы.
Схема конической резьбы.
- Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
- Дюймовая резьба — все параметры резьбы выражены в дюймах (″), шаг резьбы в долях дюйма. Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр на самом деле существенно больше. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
- Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах, достаточно модуль умножить на число пи (π{\displaystyle \pi }).
- Питчевая резьба[неизвестный термин] — шаг резьбы измеряется в питчах[неизвестный термин] (p). Для получения числового значения (в дюймах) достаточно число пи (π{\displaystyle \pi }) разделить на питч. Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
- Основные параметры резьбы
- Шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11).
- Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы.
- Средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
- Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
Ход (Ph) — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
- Высота исходного треугольника резьбы (H).
- Срез резьбы (с).
- Угол конуса конической резьбы (ϕ{\displaystyle \phi }).
- Угол подъёма резьбы (ψ{\displaystyle \psi }):
Преимущества и недостатки
Преимущества резьбовых соединений:
- высокая прочность и надежность;
- возможность многократной сборки и разборки;
- унификация болтов и гаек в соответствии с международными стандартами;
- удобство сборки и разборки конструкции;
- повышенное усилие при сопряжении поверхностей при небольшой нагрузке, прилагаемой к инструменту.
Наибольшее распространение получило болтовое соединение, при котором в сопрягаемых деталях необходимо просверлить отверстия соответствующего размера. В случае поломки или повреждения достаточно отвернуть гайку и установить новый крепеж. Корпусные детали остаются нетронутыми, что снижает себестоимость ремонта. Если сквозное отверстие выполнить невозможно, то используют винты с головкой под отвертку или специальную биту. Шпильки применяют для узлов из легких сплавов или для агрегатов, требующих периодической разборки для обслуживания или ремонта.
Для установки шпилек или винтов в деталях выполняются отверстия, которые формируют зоны повышенного напряжения в металле. При приложении чрезмерной нагрузки возможно частичное или полное разрушение узла или срыв крепления. Для предотвращения самопроизвольного отворачивания необходимы установка пружинных шайб либо шплинтов или нанесение герметика на резьбу. В ряде узлов применяют болты с конической кромкой, предотвращающей самопроизвольное отворачивание (например, крепления колесных дисков автомобилей к ступице).
Большим недостатком резьбовых соединений является наличие точек концентрации напряжений по длине профиля. Кроме того, следует учесть неравномерное распределение нагрузки по виткам. Например, при использовании гайки с 10 витками на первый приходится 34% усилий, а на последний — менее 1%. По этой причине в стандартных конструкциях высота гайки составляет 0,5-0,8 от диаметра.
При приложении знакопеременных нагрузок в резьбовых соединениях появляются усталостные трещины, приводящие к разрушению конструкции. Несмотря на подобную особенность, болты широко используются в машиностроении, при сборке мостов и корпусов кораблей, для соединения железнодорожных путей, в самолетостроении или аэрокосмической индустрии.
Какой стандартный шаг резьбы бывает у болта
ГОСТ 8724-81 (ISO 261-98) определяет соответствие диаметров и шагов для метрических резьб, а также нормы взаимозаменяемости. Расстояние между витками резьбовой нарезки может быть как мелким, так и крупным. К примеру, для болта:
- М10 возможно наличие широкого шага размером в 1,5 мм и четыре мелких варианта – 0,5 мм, 0,75 мм, 1,0 мм и шаг 1,25 мм;
- М8 предусмотрена крупная резьба размером 1,25 мм и три мелких версии 0,5-0,75-1,0 мм;
- М12 размер широкого расстояния равен 1,75 мм, мелкого – 0,5/0,75/1,0/1,25/1,5 мм;
- М14 и М16 крупным считается дистанция между соседними вершинами профиля величиной в 2,0 мм, мелким – 0,5/0,75/1,0/1,25/1,5 мм;
- М20 широкий шаг резьбы принят в размере 2,5 мм, малый – в диапазоне от 0,5 мм до 2,2 мм.
В международных стандартах в качестве основной единицы измерения принят дюйм, величина равная 25.4 мм. Следующая таблица наглядно показывает, какие метрические параметры имеет дюймовый крепеж.
Метрическая резьба характеризуется единой величиной угла профиля. Она всегда равна 60°, тогда как у дюймовой нарезки угол может отличаться в ту или другую сторону.
Основные параметры метрической резьбы
Метрическая резьба принята для рассмотрения в качестве представителя резьбовых соединений.
В основу профиля метрической резьбы положен треугольник, у которого срезаны вершины.
Для образования рабочей высоты профиля h2 из общей высоты равнобедренного треугольника Н в профиле резьбы предусмотрен срез вершины острых углов у гайки Н/4 и у болта Н/8. Исходная высота профиля Н установлена в зависимости от шага резьбы и равна 0,8660254Р, где Р – шаг резьбы.
Форма впадины у болта и гайки не регламентируется и может быть плоскосрезанной или закругленной, и параметры ее определяются нормированием требований к резьбообрабатывающему инструменту. Закругленная форма впадин является предпочтительной по прочностным соображениям. При такой форме облегчается процесс изготовления резьбы накатыванием, который часто применяется для получения резьбовых деталей крепления.
Для обеспечения эксплуатационных свойств резьбы при изготовлении и измерении из сложного профиля резьбы выделяется ряд элементов, одинаковых для болта и гайки, которые и используются при нормировании точности резьбы.
Этими элементами являются наружный диаметр болта d и гайки D, внутренний диаметр болта d1 гайки D1, средний диаметр болта d2 и гайки D2, шаг резьбы Р и угол профиля резьбы .
1. Наружный диаметр d и D (он же номинальный диаметр резьбы) – диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы (болта) или по впадинам внутренней резьбы (гайки).
2. Внутренний диаметр d1 и D1 – диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы (болта) или в вершины внутренней резьбы (гайки).
3. Средний диаметр d2 и D2 – диаметр воображаемого цилиндра, соосного с резьбой, каждая образующая которого пересекает профиль таким образом, что отрезок между точками профилей соседних витков, образованный при пересечении с канавкой, равен половине номинального шага.
4. Шаг резьбы Р – расстояние между параллельными сторонами двух соседних витков резьбы, измеренное по среднему диаметру. Для многозаходной резьбы наряду с термином «шаг» применяют термин «ход». Ходом t называется расстояние между параллельными сторонами профилей, соответствующих одному и тому же витку. Ход равен перемещению болта (гайки) в осевом направлении за один оборот относительно гайки (болта): , где – число заходов. В зависимости от соотношения между шагом и диаметром метрические резьбы подразделяются на резьбы с мелким, нормальным и крупным шагами. У резьб с мелкими при одном и том же наружном диаметре шаги меньше, чем у резьбы с крупным шагом. Метрическую резьбу с мелкими шагами применяют, когда ограничена длина свинчивания, для соединения тонкостенных деталей и в ряде других случаев. Резьбу с крупным шагом обозначают буквой М (метрическая) и числовым значением наружного диаметра, например М24, МЗО и т.д. У резьб с мелкими шагами помимо буквы М и диаметра указывают также значение шага, например М24х1,5; М30х2 и т.д.
5. Угол профиля резьбы – угол между боковыми сторонами профиля, измеренный в плоскости, проходящей через ось резьбы.
6. Половина угла профиля – угол между боковой стороной профиля и направлением, перпендикулярным к оси резьбы. Измеряя левую и правую половины угла профиля, можно определить полный угол , а также возможный перекос резьбы. Может оказаться, что профиль выдержан правильно, но относительно оси развернут, и сопряжение может не произойти. Для метрической резьбы = 60°.
7. Длина свинчивания l – длина взаимного соприкосновения наружной и внутренней резьбы в осевом направлении. Часто этот элемент называют высотой гайки.
Резьбовые соединения по характеру соединения бывают такими же, как и соединения гладких элементов деталей, т. е. они образуют посадки с зазором, натягом и переходные. Однако для условий крепления деталей наибольшее, если не сказать подавляющее, распространение имеют посадки с зазором.
Соединение внутренних и наружных резьб происходит по боковым сторонам профиля. Возможность контакта по вершинам и впадинам резьбы исключается. В зависимости от характера сопряжения по боковым сторонам профиля (т. е. по среднему диаметру) различают посадки с зазором, натягом и переходные.
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.

Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Какой диаметр стержня подобрать под наружную метрическую резьбу? — Homo habilis. Журнал для умелых людей
Юрий Макаров Категория: Мастерская : 26 июня 2014 25359
: 5 / 5
Christian Schnettelker, flickr.com CC BY
Винты, болты и шпильки – самые распространенные элементы с наружной резьбой. Чаще всего в руки домашнего мастера они попадают уже готовыми. Но бывает, что требуется изготовить какой-нибудь хитрый болт или нестандартную шпильку. Заготовкой для такой детали служит стержень, диаметр которого должен соответствовать нарезаемой резьбе.
Диаметр стержня под наружную резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Все эти сведения обычно указывают на чертеже детали в виде обозначения М10×1,5.
Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. При использовании основного (крупного) шага его могут не указывать.
Основной шаг резьбы определен стандартом и является наиболее предпочтительным.
При выборе диаметра стержня под наружную резьбу руководствуются теми же принципами, что при выборе отверстий под внутреннюю резьбу. Установлено, что лучшее качество резьбы получается, если диаметр стержня чуть меньше номинального диаметра нарезаемой резьбы. Металл при нарезании немного выдавливается и профиль резьбы получается полным.
Если диаметр стержня будет намного меньше требуемого, то вершины ниток резьбы будут срезанными, если больше, то плашка просто не навернется на стержень или сломается в процессе работы.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр стержня. Проще всего этот диаметр определить по таблице, где приведены самые ходовые резьбы, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра.
| Резьба | Шаг резьбы | Диаметр стержня номинальный(предельный) |
| М2 | 0,4 | 1,93-1,95 (1,88) |
| 0,25 | 1,95-1,97 (1,91) | |
| М2,5 | 0,45 | 2,43-2,45 (2,37) |
| 0,35 | 2,45-2,47 (2,39) | |
| М3 | 0,5 | 2,89-2,94 (2,83) |
| 0,35 | 2,93-2,95 (2,89) | |
| М4 | 0,7 | 3,89-3,94 (3,81) |
| 0,5 | 3,89-3,94 (3,83) | |
| М5 | 0,8 | 4,88-4,94 (4,78) |
| 0,5 | 4,89-4,94 (4,83) | |
| М6 | 1 | 5,86-5,92 (5,76) |
| 0,75 | 5,88-5,94 (5,79) | |
| 0,5 | 5,89-5,94 (5,83) | |
| М8 | 1,25 | 7,84-7,90 (7,73) |
| 1 | 7,86-7,92 (7,76) | |
| 0,75 | 7,88-7,94 (7,79) | |
| 0,5 | 7,89-7,94 (7,83) | |
| М10 | 1,5 | 9,81-9,88 (9,69) |
| 1 | 9,86-9,92 (9,76) | |
| 0,5 | 9,89-9,94 (9,83) | |
| 0,75 | 9,88-9,94 (9,79) | |
| М12 | 1,75 | 11,80-11,86 (11,67) |
| 1,5 | 11,81-11,88 (11,69) | |
| 1,25 | 11,84-11,90 (11,73) | |
| 1 | 11,86-11,92 (11,76) | |
| 0,75 | 11,88-11,94 (11,79) | |
| 0,5 | 11,89-11,94 (11,83) | |
| М14 | 2 | 13,77-13,84 (13,64) |
| 1,5 | 13,81-13,88 (13,69) | |
| 1 | 13,86-13,92 (13,76) | |
| 0,75 | 13,88-13,94 (13,79) | |
| 0,5 | 13,89-13,94 (13,83) | |
| М16 | 2 | 15,77-15,84 (15,64) |
| 1,5 | 15,81-15,88 (15,69) | |
| 1 | 15,86-15,92 (15,76) | |
| 0,75 | 15,88-15,94 (15,79) | |
| 0,5 | 15,89-15,94 (15,83) | |
| М18 | 2 | 17,77-17,84 (17,64) |
| 1,5 | 17,81-17,88 (17,69) | |
| 1 | 17,86-17,92 (17,76) | |
| 0,75 | 17,92-17,94 (17,86) | |
| М20 | 2,5 | 19,76-19,84 (19,58) |
| 1,5 | 19,81-19,88 (19,69) | |
| 1 | 19,86-19,92 (19,76) | |
| 0,75 | 19,88-19,94 (19,79) | |
| 0,5 | 19,89-19,94 (19,83) |
Основной инструмент для нарезания наружной резьбы – плашка. Чаще всего используются круглые неразрезные плашки в виде гайки из закаленной стали.
Для формирования режущих кромок резьбу плашки пересекают сквозные продольные отверстия, которые также обеспечивают выход стружки. Для облегчения захода крайние нитки резьбы имеют неполный профиль. Для вращения плашки используют плашкодержатель – инструмент с гнездом под плашку и длинными ручками. Существуют также разрезные и раздвижные (клупповые) плашки, но в домашней мастерской это редкость.
Для уменьшения трения и получения чистой резьбы на стальных стержнях используют смазку – минеральное масло или керосин, на медных – скипидар. На конце стержня для облегчения захода обязательно должна быть сделана фаска шириной не менее размера шага резьбы.
Диаметр резьбы
Условный параметр, которым обозначают резьбу на чертежах и в справочных таблицах, называют номинальным диаметром.
Если вокруг выступов наружной резьбы и впадин внутренней описать воображаемый цилиндр, то его диаметр будет называться наружным. А обозначение на чертежах: D – для внутренней; d – для наружной.
Внутренний диаметр представляет собой размер вписанного цилиндра в углубления наружной резьбы и по точкам вершин внутренней, обозначается: D1 и d1 для внутренней и наружной соответственно.
Средний диаметр – параметр воображаемого цилиндра, у которого отрезки равны ½ шага резьбы. Обозначается: D2 и d2.
Величину внутреннего диаметра болта используют для расчетов напряжения в креплении. Его значение можно взять из таблицы с диаметрами, либо рассчитать самостоятельно, исходя из номинального.
Основные типы резьб
Метрическая
резьба
(см. рис. 3.6). Это наиболее распространенная
из крепежных резьб. Имеет профиль в виде
равностороннего треугольника,
следовательно, α = 60°. Вершины витков и
впадин притупляются по прямой или дуге,
что уменьшает концентрацию напряжений,
предохраняет резьбу от повреждений, а
также удовлетворяет нормам техники
безопасности. Радиальный зазор в резьбе
делает ее не герметичной.
По ГОСТ 9150-59
метрические резьбы делятся на резьбы
с крупным и мелким шагом (см. табл. 3.1) В
качестве основной крепежной применяют
резьбу с крупным шагом, так как она менее
чувствительна к износу и неточностям
изготовления. Резьбы с мелким шагом
различаются между собой коэффициентом
измельчения, т. е. отношением крупного
шага к соответствующему мелкому шагу
(рис. 3,7). Резьбы с мелким шагом меньше
ослабляют деталь и характеризуются
повышенным самоторможением, так как
при малом шаге угол подъема винтовой
линии λ мал (см. формулу 3.1). Мелкие резьбы
применяются в резьбовых соединениях,
подверженных переменным и знакопеременным
нагрузкам, а также в тонкостенных деталях
(на деталях из пластмасс метрическая
резьба изготовляется по ГОСТ 11709-66.).
Дюймовая резьба
(1 дюйм равен 25,4 мм). (рис. 3.8). Имеет профиль
в виде равнобедренного треугольника с
углом при вершине α=55°. Применяется
только при ремонте деталей импортных
машин. Изготовляется по ОСТ НКТП 1260.
Трубная резьба.
Трубная цилиндрическая резьба (рис.
3.9) является мелкой дюймовой резьбой,
но с закруглёнными выступами и впадинами.
Отсутствие радиальных зазоров делает
резьбовое соединение герметичным.
Применяется для соединения труб.
Изготовляется по ГОСТ 6357-52.
Высокую плотность
соединения дает трубная коническая
резьба (ГОСТ 6211-69).
Трапецеидальная
резьба
(рис. 3.1.). Это основная резьба в передаче
винт-гайка (см. ниже). Ее профиль равнобочная
трапеция с углом α = 30°. Характеризуется
небольшими потерями на трение,
технологична. К.п.д. выше, чем для резьб
с треугольным профилем. Применяется
для передачи реверсивного движения под
нагрузкой (ходовые винты станков и т.
п,) Размеры резьбы приведены в табл. 3.2.
Упорная резьба
(рис. 3.11). Имеет профиль в виде не
равнобочной трапеции с углом 27°. Для
возможности изготовления резьбы
фрезерованием рабочая сторона профиля
имеет угол наклона 3°. К.п.д. выше, чем у
трапецеидальной резьбы. Закругление
впадин повышает усталостную прочность
винта. Применяется в передаче винт-гайка
при больших односторонних осевых
нагрузках (грузовые винты прессов,
домкратов и т. д.). Изготовляется по ГОСТ
10177-62.
Таблица 3.2
Резьба трапецеидальная
по ГОСТ 9484-60 (извлечениe)
Размеры в мм по
рис. 3.10
|
Наружный диаметр |
Шаг |
Среднийдиаметр d2 |
Внутренний диаметр |
|
3 |
30,5 |
28,5 |
|
|
32 |
6 |
29 |
25 |
|
10 |
27 |
2i |
|
|
3 |
38,5 |
36,5 |
|
|
40 |
6 |
37 |
33 |
|
10 |
35 |
29 |
|
|
3 |
48,5 |
46,5 |
|
|
50 |
8 |
46 |
41 |
|
12 |
44 |
37 |
|
|
3 |
58,5 |
56,5 |
|
|
60 |
8 |
56 |
51 |
|
12 |
54 |
47 |
Прямоугольная
резьба
(рис. 3.12). Профиль резьбы квадрат. Из всех
резьб имеет самый высокий к.п.д., так как
угол профиля резьбы, α=0. Обладает
пониженной прочностью. При износе
образуются осевые зазоры, которые трудно
устранить. Имеет ограниченное применение
в малонагруженных передачах винт —
гайка.
Круглая резьба
(рис. 3.13). Профиль резьбы состоит из дуг,
сопряжённых короткими прямыми линиями.
Угол профиля α=30о.
Резьба характеризуется высокой
динамической прочностью. Стандарта
нет. Имеет ограниченное применение при
тяжелых условиях эксплуатации в
загрязненной среде. Технологична при
изготовлении отливкой, накаткой и
вылавливанием на тонкостенных изделиях.










