Флексография
Содержание:
- Этапы флексопечати
- История
- …и цифровые точки, но не плоские…
- 24.Оборудование для флексографской печати
- Флексопечать этикеток
- Печатный процесс
- Операция
- Что такое флексопечать?
- Флексографическая печать до 8 цветов
- Виды флексографических печатных машин
- Для чего используется?
- Особенности препресса для флексографии
- Технология печати
- Когда появилась флексография?
Этапы флексопечати
 Установка флексоформы на вал флексомашины
Установка флексоформы на вал флексомашины
Нанесение изображения на основу проводится на современном оборудовании, работу которого обеспечивают компьютерные программы и устройства автоматического регулирования.
Дизайн
Первым этапом является подготовка макета будущего изображения с которого будет изготавливаться форма
На этом шаге важно продумать дизайн и оформление, внимательно проверить текст и размеры. Это поможет не допустить ошибки и сэкономить время и деньги
Флексографическому нанесению подлежат рисунки с растровыми ограничениями. Линиатура не должна превышать 150 lpi. Диапазон позволяет выполнять печать сложных объектов при правильной графической обработке с помощью специальных компьютерных программ. Тщательно сделанная редактура позволяет сделать шаблон, полностью идентичный обработанному цифровому варианту.
Изготовление форм
Изготовление матрицы основано на фотополимеризации мономеров, для осуществления которой проводят прямое и обратное экспонирование. Основное облучение УФ лучами выполняют через негатив с наружной стороны формы. Защитную пленку с реакционной массы удаляют накануне перед освещением ультрафиолетом.
Обратное экспонирование формирует основание матрицы, ограничивает глубину рельефных участков.
Смысл заключительной стадии заключается в том, что с полимеризованной основы удаляют липкий слой. Сейчас для финишинга проводят облучение УФ строго определенного диапазона длин волн, химические реагенты из-за вредного влияния на организм человека не применяют. К флексоформам для пакетов предъявляются повышенные требования к степени экологической безопасности в связи с повсеместным использованием населением в каждодневной практике.
Печать
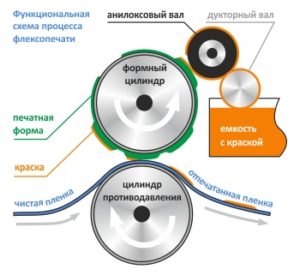 Схема флексопечати
Схема флексопечати
Флексографию делают на ротационных машинах трех типов, в каждом из которых присутствует вращающаяся рабочая часть.
- Ярусное оборудование содержит печатные участки, размещенные друг над другом. Машины повсеместно использовались раньше, сейчас применяются только для толстых листов бумаги, картона, других плотных материалов.
- В планетарной модели сгруппированные печатные участки вращаются вокруг основы как планеты. Технологию применяют для раскраски тянущихся полимерных пленок.
- Секционное оборудование наносит краску на субстрат посредством рабочих участков с очередным красителем, расположенных по секциям. Машины применяют для нанесения рисунков на изделия с крупными габаритными размерами.
История
Точную дату изобретения данного вида печати назвать невозможно. Впервые нечто похожее на флексографию использовали в XIX веке при печати обоев. И все же изобретателем этого способа в первом приближении можно считать Карла Хольвега (Carl Holweg), владельца немецкой машиностроительной фирмы «К. унд А. Хольвег ГмбХ», существующей и сегодня
Другой важной технической предпосылкой для появления флексографии явилось изобретение резиновых эластичных форм.
Первоначально флексопечать использовалась почти исключительно для запечатывания поверхности бумажных пакетов и других упаковочных материалов. Расширению области применения флексографии способствовали определенные преимущества этой разновидности способа высокой печати перед классическими способами. Формы высокой печати изготовлялись раньше только из дерева или металла (типографского сплава — гарта, цинка, меди), но с появлением эластичных печатных форм во флексографии, в высокой печати стали изготовлять печатные формы и из фотополимеров.
Новый этап в развитии флексографской печати начался около 1912 года, когда парижская фирма «С. А. Целлофан» начала изготовлять целлофановые мешки с надписями и изображениями на них, отпечатанными анилиновыми красками.
Область применения флексографии постепенно расширялась, чему способствовали определенные преимущества этого специального вида печати перед классическими способами, особенно же там, где не ставили перед собой задачу получения высококачественных оттисков. В 1929 году его применили для изготовления конвертов для грампластинок. В 1932 году появились автоматические упаковочные машины с флексографскими печатными секциями — для упаковки сигарет и кондитерских изделий, например, печенья.
В промежутке между двумя мировыми войнами и в первые послевоенные годы совершенствовалась технология флексографии и, прежде всего, технология формных процессов.
Примерно с 1945 года флексографская печать используется для печатания обоев, рекламных материалов, школьных тетрадей, конторских книг, формуляров и другой канцелярской документации. В 1950 году немецкое издательство «Ровольт — Ферлаг» начало выпуск массовой серии в бумажных обложках «RoRoRo Bucher». Печатались они на газетной бумаге на рулонной ротационной машине анилиновой печати, изготовленной фирмой «Маркс унд Флеминг». Себестоимость книг была низкой, что позволило издательству резко снизить цены на книжную продукцию. Примерно в 1954 году метод флексопечати стали использовать для изготовления почтовых конвертов, рождественских открыток, особо прочной упаковки для кофе и других сыпучих продуктов.
Новый этап в развитии флексографии начался примерно в 1952 году с появлением на рынке новых воспринимающих поверхностей — плёнок из полимерных материалов. Особенно широкое применение получил полиэтилен. Флексопечать продолжает совершенствоваться по сегодняшний день.
…и цифровые точки, но не плоские…
Но с появлением в 1995 г. технологии изготовления так называемых цифровых флексоформ на фотополимерах с маской для лазерной абляции, то есть с LAMS-слоем, который заменил фотоформу, точки потеряли плосковершинность. Почему? Дело в том, что после лазерной записи изображения на масочном слое засветка фотополимера, то есть основное экспонирование, производится в присутствии кислорода, поскольку не требуется вакуумирование, и фотополимер не закрывают пленкой фотоформы. В результате за счет воздействия атмосферного кислорода на процесс фотополимеризации — ингибирования, то есть замедления, вершины печатающих элементов получаются скругленными. Цифровая технология имеет массу достоинств: процесс существенно упрощается и ускоряется, повышается разрешающая способность — реализуются мелкие точки до 1%, тоновые переходы плавные, воспроизводится мелкий текст, в том числе на выворотках. Однако мелкие растровые и другие элементы на форме имеют неодинаковую высоту, зачастую получаются недостаточно прочными, что ограничивает тиражестойкость формы. Тем не менее технология, впервые реализованная компаниями Esko и DuPont, широко распространилась и сегодня используется повсеместно. Установки для лазерной записи с разной степенью разрешения, производительности и автоматизации производятся различными компаниями — в мире их насчитывается около десятка.
24.Оборудование для флексографской печати
Флексографские
машины Как правило, почти все флексографские
печатные машины — это большие агрегаты,
где печатная машина работает как единое
целое с машинами для изготовления
упаковочных материалов, бумажной и
пленочной тары и даже с машинами для
упаковки самих продуктов, материалов
и изделий.
Первая
машина анилиновой печати, работающая
с рулона на рулон, была пущена в
эксплуатацию в 1914 г.
Все
выпускаемые на сегодняшний день
флексографские печатные машины (линии,
агрегаты) можно классифицировать так:
-
по
конструкции — на машины секционного
и планетарного построения, а также на
машины со встраиваемыми печатными
секциями; -
по
форме запечатываемого материала — на
листовые и на рулонные машины; -
по
ширине рулона запечатываемого материала
— на широко- и узкорулонные (узкоформатные),
хотя деление по этому признаку
представляется достаточно условным.
Граница между ними — примерно 500—600
мм; -
по
виду запечатываемого материала — на
машины для печати на гофрокартоне,
газетные и универсальные.
В
свою очередь, машины секционного
построения по расположению печатных
секций можно разделить на горизонтальные
линейные и вертикальные линейные
(ярусные) машины.
Виды
машин флексографической печати
Флексографская
печать осуществляется с помощью
ротационных печатных машин. Машины
могут быть трёх основных типов: печатные
машины ярусного типа, печатные машины
секционного типа и печатные машины
планетарного типа.
Печатные
машины ярусного типа: ярусная печатная
машина состоит из отдельных печатных
узлов, расположенных друг над другом,
и каждый печатный узел имеет собственный
печатный цилиндр. Это был первый тип
машин, который применялся в флексографии.
На ярусной печатной машине тяжело
соблюдать совмещение большого количества
цветов, напечатанных на поддающихся
растяжению поверхностях даже применяя
устройства для регулирования натяжения
полотна. Этот тип печатных машин больше
всего подходит для печати на более
плотных материалах, таких как изделия
из толстой бумаги, которые не растягиваются
или для изделий, не требующих чёткого
совпадения цветов.
Печатные
машины секционного типа: как и печатные
машины ярусного типа, машины секционного
типа имеют отдельные печатные узлы для
каждого цвета, и у каждого узла есть
собственный печатный цилиндр, но они
расположены горизонтально по отношению
друг к другу, так же как и в ротационных
машинах для офсетной печати. Из-за
расстояния между печатными узлами могут
возникать проблемы с совмещением печати.
В этих машинах используются
контрольно-измерительные приборы
натяжения, чтобы обеспечивать чёткое
совмещение большого количества цветов.
Наиболее широко печатные машины
секционного типа используется для
печати на крупногабаритных изделиях,
таких как гофрированные картонные
коробки, меньше используются для печати
на самоклеящихся этикетках на высоких
скоростях.
Печатные
машины планетарного типа (для многокрасочной
печати с общим цилиндром): в отличие от
предыдущих типов машин, в которых
печатные узлы независимы друг от друга,
в данном типе машин все они сгруппированы
вокруг общего цилиндра. Печатные
поверхности не поддаются растяжению,
поскольку они перемещаются вокруг
цилиндра, таким образом, машины
планетарного типа — хороший выбор для
печати на таких поверхностях, как тонкие
пластики, которые бы обычно растягивались
при применении других типов печатных
машин. Этот тип машин обеспечивает
лучшее совмещение большого количества
цветов. Некоторые машины планетарного
типа для многокрасочной печати оснащены
цилиндрами до 8 футов в диаметре, что
позволяет установить вплоть до 8 печатных
узлов вокруг цилиндра. Единственный
недостаток машин для многокрасочной
печати состоит в том, что они могут
напечатать только на одной стороне
поверхности.
Также
к печатным станциям машины флексопечати
есть возможность доставлять станции с
трафаретным, офсетным, глубоким, высоким
видом печати. Доставляются также станции
с тиснением, ламинацией, станции с
нанесением лака.
Флексопечать этикеток
Значительно увеличивает эффективность продаж продукции печать этикеток на пленке, при которой достигается декоративный и информирующий результат. Изображения содержат необходимую маркировку, делает товар ярким и заметным для глаз покупателя.
Флексопечать этикеток выполняется на машинах, оснащенных блоком для придания формы изделиям. При необходимости может быть установлено устройство для ламинирования, тиснения поверхности фольгой.
 Флексопечать на этикетках
Флексопечать на этикетках
Печать на самоклеящейся пленке проводится с учетом характеристик продукции, для которой производят этикетки. Изображения на замороженных полуфабрикатах выдерживают без изменения рисунка отрицательные температуры, их повышение до положительных значений. Этикетки на винные бутылки часто имеют фактурное тиснение.
Для печати на пленке самоклейке применяются красящие составы, надежно фиксируемые на основе. Несмотря на безопасность для организма человека, попадание частиц красителей на продукты исключается.
Печатный процесс
Печатный процесс происходит с помощью специального оборудования: печатной формы, печатной машины и т. д. Рельефная печатная форма, применяемая во флексографии, изготавливается из прессованной резины или из фотополимерного материала, области, печатающие изображение, выступают над остальной поверхностью формы. При производстве флексоформ могут быть использованы аналоговые и цифровые методы.
Флексография является методом прямой печати, при котором форма, покрытая краской, переносит изображение непосредственно на печатную поверхность. Валик красочного аппарата, который называется «анилоксовый валик», переносит чернила на выпуклые части формы, которые, в свою очередь, переносят краску на поверхность. У анилоксового валика есть ячейки, которые переносят на форму определенное количество чернил. Количество ячеек, приходящихся на погонный дюйм валика, может варьироваться в зависимости от вида печатной продукции и требуемого качества. Название «анилоксовый» заимствовано из названия чернил, которые использовались в данном процессе до 1950-х годов. Анилоксовые чернила изготавливались на основе анилиновых красок, которые, как обнаружилось в 1950-х годах, являются опасными для здоровья. Валик, который переносит чернила, до сих пор называют анилоксовым, несмотря на то, что анилиновые краски больше не используются во флексографии. В настоящее время во флексографии используются текучие быстросохнущие краски, которые чаще всего разбавляются водой.
Операция
Обзор работы
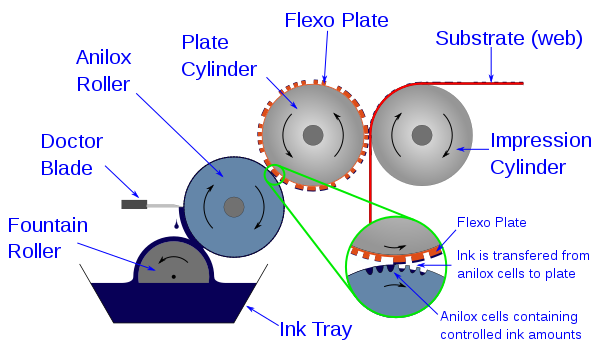
Схема типичного флексографского печатающего устройства, иллюстрирующая общий принцип работы.
1. Фонтанный валик
Фонтанный валик передает чернила, находящиеся в поддоне для чернил, на второй валик, анилоксовый валик. В современной флексографической печати анилоксовый валик называют одним из видов дозирующего валика.
2.
Анилоксовый валик Анилоксовый валик — уникальная особенность флексографии. Анилоксовый валик переносит краску равномерной толщины на гибкую печатную форму. На анилоксовом валике есть мелко выгравированные ячейки с определенной емкостью чернил, которые можно увидеть в микроскоп. Эти ролики отвечают за перенос чернил на гибкие печатные формы, установленные на цилиндрах форм.
3. Ракирующее лезвие (опция) Дополнительное ракельное лезвие очищает анилоксовый валик, чтобы гарантировать, что чернила, которые будут доставлены на гибкую печатную форму, будут только тем, что содержится в выгравированных ячейках. Ракельные лезвия в основном изготавливались из стали, но современные ракельные лезвия теперь изготавливаются из полимерных материалов с несколькими различными типами скошенных кромок.
4. Формный цилиндр
Формовочный цилиндр удерживает печатную форму, которая сделана из мягкого гибкого резиноподобного материала. Лента, магниты, натяжные ремни и / или трещотки удерживают печатную форму против цилиндра формы.
5. Печатный цилиндр
Печатный цилиндр оказывает давление на цилиндр пластины, где изображение переносится на принимающую изображение подложку. Этот печатный цилиндр или «печатная наковальня» требуется для приложения давления к формному цилиндру.
Краски для флексографской печати
Характер и требования процесса печати и применения печатной продукции определяют основные свойства, необходимые для флексографских красок
Измерение физических свойств чернил и понимание того, как на них влияет выбор ингредиентов, является важной частью технологии чернил. Составление чернил требует детального знания физических и химических свойств сырья, из которого состоят чернила, и того, как эти ингредиенты влияют или взаимодействуют друг с другом, а также с окружающей средой
Краски для флексографской печати в первую очередь разработаны таким образом, чтобы они оставались совместимыми с широким спектром материалов, используемых в процессе. Каждый компонент рецептуры индивидуально выполняет особую функцию, и пропорция и состав будут варьироваться в зависимости от субстрата.
Во флексографии можно использовать пять типов красок:
- чернила на основе растворителей
- чернила на водной основе
- электронно-лучевые (EB) отверждающие краски
- Краски для ультрафиолетового (УФ) отверждения
- двухкомпонентные чернила химического отверждения (обычно основанные на реакциях полиуретан- изоцианата ) — хотя в настоящее время это редкость
Флексографские краски на водной основе с размером частиц менее 5 мкм могут вызвать проблемы при удалении краски из переработанной бумаги.
Управление чернилами
Чернила контролируются в процессе флексографской печати системой чернил. Система чернил содержит чернильный насос, анилоксовый валик и систему фонтанного валика или систему ракельного ножа . У фонтанного валика или двухвалковой системы один валик вращается в поддоне для чернил, прижимаясь к анилоксовому валику для переноса слоя краски, который затем наносится на печатную форму. Эту систему лучше всего использовать для печати низкого качества, такой как заливка и печатные буквы, из-за ее неспособности произвести чистую очистку анилоксового вала. Система ракельного ножа может быть либо открытой системой с одним лезвием, либо закрытой системой с двумя лезвиями. В системе с одним лезвием используется открытый поддон для чернил с роликом, который затем разрезается одним ракельным ножом для создания однородного слоя краски, подлежащей распределению. Оставшиеся чернила, срезанные с анилоксового валика, будут собираться в поддоне для чернил, а затем закачиваться обратно в систему. Эту систему лучше всего использовать для печати низкого и среднего качества — обычно это можно найти при печати на гофрокоробах. Система с двумя лезвиями представляет собой закрытую систему, которая имеет одно ракельное лезвие для ракеля чернил и одно удерживающее лезвие, которое удерживает чернила в камере и позволяет чернилам из анилоксового валика обратно внутрь. Для систем с двумя лезвиями требуется 2 торцевых уплотнения и соответствующее давление в камере. для поддержания плотного уплотнения между чернильной камерой и анилоксовым валиком. Эта система лучше всего подходит для высококачественных сложных печатных дизайнов, например, в этикеточной индустрии.
Что такое флексопечать?
Вид печати нового поколения, который стал актуален как раз тогда, когда офсетная техника перестала удовлетворять все более интенсивно растущие требования послепечатных работ, таких как ламинирование, бобинорезательные работы, производство пакетов на высокоскоростных линиях.
Основная особенность методики, благодаря которой и получила столь широкое распространение флексографическая печать – гибкость материала и возможность использования запечатываемого материала на скоростных пакетных и фасовочных линиях.
Прмышленные ламинаторы тоже требуют рулонной печати, возможной только методами глубокой- или флексопечати.
Благодаря этому свойству наносить изображения и надписи можно на поверхности любого типа:
- Полиолефиновые пленки (ПП, ПЭ);
- Металлическая фольга;
- Лавсан (ПЭТ);
- Нейлон (ПА);
- Все виды бумаги;
- Кашированной бумагой фольге;
- Бумаги, ламинированной пластиком, в том числе крафт-бумаги.
Согласитесь, данная характеристика заслуживает внимания, флексопечатью можно печатать практически весь спектр упаковочных материалов.
Флексографическая печать до 8 цветов
Флексопечать (флексографическая печать) — один из видов высокоскоростной промышленной печати на рулонных материалах.
Из явных преимуществ данного вида печати является недорогая допечатная подготовка, из недостатков — отсутствие плавных переходов цвета в цвет, сравнительно крупная линеатура печати, растискивание печатной точки (так как флексоформа сделана из достаточно эластичного полимера). Последние достижения печатного машиностроения сделали широкие шаги вперед за счет внедрения более тонких флексоформ, независимого сервопривода каждой печатной секции, применения красок с ультрафиолетовой (УФ или UV) полимеризацией (сушка, закрепление цвета). При этом, УФ краски держатся (адгезируют с) на любых материалах, как на полимерах, бумаге, так и на фольге. Поразительный визуальный эффект дает выборочное УФ-лакирование по запечатанной поверхности, выделяя главное в рисунке.
Ролевая флексопечать на сегодня является наиболее низкобюджетным решением, если речь идет о достаточно небольших партиях упаковки. Это касасется, к примеру, сувенирной продукции. Так же флексопечать интересна тем производителям, которым часто приходится вводить новые наименования продукции, расширяя ассортимент, или менять наименования или дизайн, что требует рынок. Это касается упаковки хлебобулочных и кондитерских изделий, макарон, круп, сырков, мороженного, чая, кофе, бумажных салфеток, одноразвой посуды, канцтоваров, сувениров, ручного инструмента и многого другого.
Флексопечать может быть как поверхностной, так и межслойной, в зависимости от требований к упаковке.
Виды флексографических печатных машин
Машины для флексографической печати бывают разнообразных форматов: узко-и широкоформатные. В некоторых случаях не нужно тратиться на дорогое широкоформатное оборудование, а можно обойтись менее дешевым с узким форматом печати. Например, этот вариант стоит рассмотреть, если вы собираетесь печатать этикетку.
Кроме этого, бывают листовые и рулонные машины флексографской печати. В первом случае материал (гофрокартон и другие толстые материалы) подается в виде отдельных листов. В противном случае материал поступает в виде рулона, который уже после процесса печатания разрезается или сматывается в рулон, для следующих операций.
Как правило, рулонные печатные машины флексографской печати обеспечивают большую скорость печати но немного менее точное совмещение красок.
Для чего используется?
Производство флексопечати полностью строится на создании определённых принтов и изображений на различных носителей. Это в большей степени оборудование, которое используется для рекламных целей.
Основными клиентами такого бизнеса являются:
- Рекламные агентства;
- Предприниматели и компании;
- Некоммерческие организации и партии;
- Медицинские и образовательные учреждения;
- Владельцы производства и заведений общепита.
Все они преследуют цель создания визиток и других графических материалов для рекламирования своего продукта или лица компании. Также флексопечать позволяет создавать рисунки и на пакетах, что достаточно привлекательно для многих магазинов и производителей, так как их бренд должен по правилам маркетинга и успешного развития присутствовать на расходных материалах.
Особенности препресса для флексографии
В флексографии форма полутоновой точки, используемая для воспроизведения полутоновых
изображений, оказывает значительное влияние на плотность графики. Могут генерироваться
полутоновые точки различных форм — квадратные, эллиптические, октагональные.
При 50% цвета, например, квадратные точки производят растр, имеющий сходство
с шахматной доской (индивидуальные точки при этом соединяются углами). Когда
с пленок производят печатные формы, то увеличение размера точки приводит к соединению,
что вызывает скачкообразное изменение плотности отпечатанного изображения (вместо
плавных непрерывных переходов). Для того чтобы минимизировать скачки плотности,
производители используют различные типы точек.
Модное сейчас стохастическое растрирование (если я не ошибаюсь) было разработано
специально для низколиниатурной печати, каковой в то время и являлась флексография.
Правда, у нас эта мода была больше теоретическая, а в Германии, например, масса
журналов печатается стохастикой — например, все издания Burda. Флексография
предъявляет особые требования к фотоформе. В большинстве случаев при изготовлении
печатных форм во флексографии используют негативное изображение, в отличие от
почти повсеместно принятого позитива в современном офсете.
Для флексографской печати используются гибкие фотополимерные формы, причем тиражестойкость
фотополимерной формы может составлять миллионы оттисков. При закреплении на
формном цилиндре рабочая поверхность формы как бы растягивается по окружности
цилиндра. Рабочая поверхность формы за счет ее толщины имеет несколько больший
радиус, чем сам цилиндр, вследствие чего возникает явление, называемое дисторсией,
величина которой обычно равна 93-95%. Для компенсации дисторсии изображение
перед выводом на фотоформу масштабируют по оси, соответствующей движению запечатываемого
материала. Коэффициент зависит от толщины формы и диаметра формного цилиндра.
Непропорциональное масштабирование можно задать уже на стадии генерации PostScript-файлов,
благо большинство программ верстки это позволяет.
Линиатура фотоформ для флексографской печати зависит от модели печатной машины,
расходных материалов и запечатываемого материала. Возможны величины и 65, и 150
lpi. Верхняя граница зависит от физических ограничений линиатуры анилоксового
вала. Низкие линиатуры ведут к различимому растру и усилению разрывов цвета
(tone jump) в светах и полутонах, высокие же вызывают увеличение растискивания
и существенно снижают контраст в тенях.
При подготовке изображений для печати флексографским способом необходимо учитывать
и большее, чем при офсете, растискивание. Например, растискивание в пределах
30-35% для флексографской печати считается обычным. Поэтому чаще всего контраст
на флексографском отпечатке в светах резко увеличивается, а в тенях — резко
падает. Для компенсации градационных искажений обычно смещают полутона в диапазон
0-75%. Еще одной проблемой, возникающей при флексографской печати полутоновых
изображений и градиентов, являются разрывы (скачки) цвета: на границе плотности
в 2-3% часть точек может либо не принять участия в формировании изображения,
либо превратиться за счет растискивания на оттиске в участок большей плотности.
В итоге плавный градиент 0-10% при флексографской печати обретает резкую границу
в районе 2-4%.
Автор статьи полагает, что единственным решением в этом случае являются технологии,
реализованные Artwork Systems, которые обеспечивают переход от регулярного растра
к стохастическому на низких плотностях. FlexoCal — дополнительный модуль к NexusRIP,
устанавливающий, по заявлению производителя, недостижимые прежде для флексопечати
стандарты. Данный модуль позволяет добиться высокого контраста, большего числа
деталей в светлых областях и более насыщенных цветов, а в результате — лучшего
качества при выводе и качественной офсетной печати. Технология NexusRIP (вместе
с такими модулями системы Nexus, как Hybrid Screening и Plate Cell Patterning)
представляет комплекс для построения препресса упаковочного производства. Использование
HybridScreening решает проблемы воспроизведения цвета при флексопечати — высокий
уровень растискивания и искажение цветопередачи. Путем применения специальных
замещающих алгоритмов, согласно определенной пользователем квоте, при достижении
заданной границы плотности (например, в 15%) HybridScreening обеспечивает плавный
переход к светлым участкам изображения и стабильное воспроизведение на них,
сначала смешивая регулярный и стохастический растры, а затем полностью замещая
первый последним.
Технология печати
Технология флексопечати если рассматривать её более подробно делится на 3 основных этапа. Каждый из них включает определённый процесс, который необходимо выполнить, чтобы по итогу рисунок был отображён успешно на нужной поверхности.
Все действия будут заключены в:
- Разработки цифрового макета будущего рисунка:
- Изготовление матриц для печати;
- Нанесение печати.
Только после выполнения всех этих действий, работа будет завершена.
Шаг 1: Разработка дизайна будущего рисунка
При работе с растровыми изображениями на определённом программном обеспечении нужно учитывать, что у флексопечати есть ограничения в линиатуре, которые составляют до 150 lpi.
На основании этого необходимо проводить более внимательно обработку самого изображения. Из-за таких ограничений на растровом изображении лучше при редактировании не использовать полутона и шрифты букв, которые могут иметь засечки.
Важным моментом является подгонка. Создать с первого раза шаблон, который бы при печати был такой же, как и на отредактированном цифровом варианте практически невозможно. Здесь нужно делать пробные оттиски, чтобы определить насколько конченый вариант будет похож с исходным.
Шаг 2: Создание специальных матриц для печати – флексоформ
 Для того чтобы произвести прогонки по цвету и качеству печати необходимо изготовить печатный элемент, или матрицу, способную делать оттиски цифрового изображения в натуре.
Для того чтобы произвести прогонки по цвету и качеству печати необходимо изготовить печатный элемент, или матрицу, способную делать оттиски цифрового изображения в натуре.
Есть два варианта создания такого клише, механический и при помощи нанесения химических реагентов. Всё зависит от типа используемого оборудования и самого технологического процесса производства. Механический способ чуть более затратный, но более надёжный. Для этого может потребоваться специальная техника, которая бы позволяла отлить силиконовую или резиновую форму.
Такая техника подойдёт тем, кто собирается выпускать большие партии продукции. Форма практически не имеет износа и её можно хранить продолжительное время. Обычно при работе с крупной сетью или продавцами, они заказывают, к примеру, определённую партию расходных материалов. После того как они будут израсходованные, поступает следующий запрос на необходимый объём, поэтому такая резиновая форма позволит сразу приступить к работе и сэкономить много времени на разработку нового шаблона.
Шаг 3: нанесение печати на нужный объект
Последним этапом будет спиртовая флексопечать. Само оборудование отличается по ширине печатного поля. Обычно оно не превышает 2.5 метров. При этом сама скорость печати может доходить до 250 метров в минуту, в зависимости от типа материала и сложности самого рисунка на матрице.

Уникальность такого оборудования и печати заключается в том, что после отправки с компьютера изображения на печатающую технику, оно сразу начинает наноситься в нужном варианте. После этого больше никаких действий делать не нужно. Как только печать будет нанесена, продукт можно использовать, ждать пока краска подсохнет или чем-то обрабатывать продукцию для закрепления результата не нужно.
Когда появилась флексография?
Информации о том, кто и в какой момент изобрел флексопечать, нет. Упоминания о подобной технологии встречаются в ХIХ веке. Принято считать, что у истоков создания флексопечати стоит Карл Хольвего, уроженец Германии. На первых порах технология использовалась при оформлении упаковки, украшения бумажных пакетов. Тогда клише было деревянным.
Позже появились фотополимерные клише и печатать стали анилиновой краской. Сферы использования флексопечати расширились — от упаковки перешли к конвертам для винила, коробкам для кондитерских изделий, сигарет.
 Первый флексографический принтер
Первый флексографический принтер
Дальнейшие изменения затрагивали преимущественно формные процессы. После Второй мировой войны флексопечать стала востребована в издательском деле, рекламной сфере. Все чаще технологию использовали при печати книг. Изделия получались качественными при низкой себестоимости.









