Что такое высокая печать?
Содержание:
- Полимерные формные материалы в глубокой печати
- Развитие допечатных процессов офсетного производства
- Факторы, тормозящие внедрение CtP
- Характеристики процесса изготовления форм
- 1.1.Общие понятия
- Виды офсетной печати
- Таблица видов печати
- Как развивалась технология высокой печати?
- 3.3.Электрофотографический способ изготовления печатных форм офсетной печати
- Система приёмки
- Технические требования к файлам для изготовления цветопроб
- 7.1. Расчёт объёма работ.
- В чем отличие офсета от других способов печати?
- Специфика оттисков
- Основные виды офсетной печати
- Проверка работ перед выводом
- Цены на вывод фотоформ (цветоделенных пленок)
Полимерные формные материалы в глубокой печати
Для того чтобы сделать процесс формирования рельефа на цилиндрах глубокой печати менее трудоемким, уже много лет ведутся разработки систем с полимерными тиражными рубашками.
Одна из первых попыток создания такой системы была предпринята еще в начале 80-х годов компанией Crosfield (Великобритания). Было предложено использовать металлический растрированный цилиндр, ячейки которого заполнялись эпоксидной смолой. Отполированный цилиндр экспонировался CO 2-лазером, испарявшим смолу из ячеек на заданную системой управления глубину. После экспонирования получившееся изображение хромировалось. Такие цилиндры пригодны для регенерации (до 10 раз). К сожалению, эта технология так и не была востребована рынком.
В 2000 году компания Matrix Unlimited (США) предложила использовать для тиражных рубашек водорастворимый полимерный материал, наносимый на цилиндр инжекторным путем. Толщина слоя – от 10 мкм. Такая полимерная рубашка может гравироваться как механически, так и лазером. После печати она смывается с цилиндра теплой водой. Этот полимер отличается высокой твердостью и не требует покрытия хромом. Стоимость гравировки цилиндра (с учетом подготовительных и финишных операций, а также очистки цилиндра) при использовании нового полимера сокращается вдвое.
Формирование макроячеек при лазерном гравировании
Развитие допечатных процессов офсетного производства
В области допечатных процессов офсетного производства продолжается рационализация,
целями которой являются сокращение времени производства и сращивание с печатными
процессами. Репродукционные предприятия все чаще подготавливают цифровые данные,
которые передаются на печатную форму или непосредственно в печать. Технологии
прямого экспонирования на формные материалы активно развиваются, при этом форматы
обработки информации увеличиваются.
Важнейшим элементом технологии офсетной печати является печатная форма, которая
в последние годы претерпела существенные изменения. Идея записи информации на
формный материал не посредством копирования, а путем построчной записи сначала
с материального оригинала, а затем из цифровых массивов данных была известна
уже лет тридцать назад, но ее интенсивная техническая реализация началась сравнительно
недавно. И хотя сразу на этот процесс перейти невозможно, постепенно такой переход
происходит. Однако есть и предприятия (причем не только в нашей стране), которые
работают еще по старинке, а к современным материалам относятся с подозрением,
несмотря на то, что эти пластины изготавливаются с высочайшим заданным качеством
и имеют все гарантии производителя. Поэтому наряду с широким ассортиментом офсетных
формных пластин для лазерной записи существуют и обычные копировальные пластины,
которые производителями во многих случаях рекомендуются одновременно и для записи
лазерным сканированием или лазерным диодом. В дополнение к технологии CtP появилась
даже технология CtcP (Computer-to-conventional Plate — из компьютера на обычную
формную пластину). Все это обеспечивает полиграфическому предприятию большую
гибкость работы.
В настоящее время в мире на рынке имеется множество формных пластин от известных
производителей: Agfa-Hoechst, BASF, Lastra, Polychrome, Presstek, Fujifilm,
DuPont, Mitsubishi, Kodak и др. В России выпускают офсетные формные пластины
фирмы «ДОЗАКЛ», «Офсет Сибири» и др.
Факторы, тормозящие внедрение CtP
Если в производстве используются печатные машины большого формата (от А1 и выше), то при внедрении CtP необходимы значительные начальные инвестиции. Связано это с тем, что печатать с составных печатных форм невозможно для полноценного использования печатной машины необходимо экспонировать формы полного формата. Приобретение системы CtP такого формата обходится недешево, а это означает длительный срок окупаемости системы и проблемы с единовременным выделением значительной суммы капитальных вложений. В то же время, имея ФНА даже небольшого формата, можно вручную смонтировать любой спуск полос, а потом на сравнительно недорогой копировальной установке изготовить формы полного формата.
И если при выводе фотоформ большого формата возможен визуальный контроль с помощью просмотровых столов, то читать печатную форму неудобно, поскольку изображение на ней не всегда высококонтрастное и подчас рассмотреть там чтолибо очень сложно, а следовательно, приходится полагаться на изготовленную на широкоформатном принтере спусковую пробу. Любая неточность, замеченная уже на оттиске, приводит к повторению всех технологических операций, то есть повышается цена ошибки.
Характеристики процесса изготовления форм
Главными характеристиками процесса и оборудования, от которых зависит качество печатных форм, являются:
• для формовыводного устройства фокусировка луча, мощность лазера, частота вращения барабана;
• для печи (при предварительном обжиге) температура и скорость транспортера;
• для процессора скорость проводки пластины, температура проявителя и величина подачи проявителя.
Основные параметры формовыводных устройств разрешение, размер пятна, линиатура растра, максимальный формат экспонирования и производительность.
Разрешение, размер пятна и линиатура растра для формовыводных устройств определяются так же, как и для фотонаборных автоматов. При записи фотопленки и при прямой записи печатных форм чем выше разрешение и меньше размер пятна, тем выше линиатура растра и соответственно качество изображения, получаемого в процессе печати. Современные формовыводные устройства обладают разрешением 12005080 dpi, что позволяет записывать изображение на форме с линиатурой до 305 lpi. При этом диаметр пятна, который во многих устройствах в зависимости от разрешения меняется, составляет соответственно от 25 до 6,25 мкм.
Максимальный формат экспонирования определяет формат формных пластин и должен соответствовать формату печатной машины.
Производительность формовыводных устройств измеряется количеством пластин, экспонируемых и обрабатываемых за час. Поскольку производительность зависит от разрешения, с которым экспонируется пластина, то обычно указывают производительность при определенном разрешении.
1.1.Общие понятия
Копировальным процессом называется перенос информации фотоформы с помощью света на светочувствительный (копировальный) слой, нанесенный наформный материал.
Копировальный слой представляет собой тонкую полимерную пленку. Такие слои обладают очень низкой светочувствительностью и только к коротковолновым лучам. Поэтому их используют для контактного копирования с фотоформ, применяя для экспонирования сильные источники освещения. Обработка копий производится при слабом дневном свете или при освещении маломощных электрических ламп.
Взависимости от вида и структуры копировальный слой реагирует на воздействие света по-разному. Различают следующие две фотохимические реакции при обработке формной пластины:
1)снижение растворимости копировального слоя под действием света (задубливание), такой слой называется негативным (рис. 7-1, а);
2)разрушение копировального слоя под действием света, такой слой называется позитивным (рис. 7-1, б).
При экспонировании через негатив негативного слоя (рис. 7-1, а) свет проходит только через прозрачные участки негатива и задубливает находящийся под ними копировальный слой (т. е. изменяет способность растворяться в обычных для него растворителях до полной потери растворимости). После растворения незадубленного слоя (проявления копии) на поверхности пластины, получается позитивная копия.
Впозитивных слоях освещенные участки слоя разлагаются (рис. 7-1, б). После проявления продукты разложения удаляются с освещенных участков, а на неосвещенных участках остается копировальный слой, обладающий первоначальными свойствами и образующий негативное изображение. Следовательно, для получения позитивного изображения при использовании позитивного копировального слоя надо экспонировать через диапозитив.
Виды офсетной печати
По способу нанесения краски различают:
- Офсет с увлажнением. Традиционная технология с применением увлажняющего раствора. На участки с пробелами наносится жидкость, отталкивающая краску. Так получаются интервалы между словами/знаками.
- Сухой офсет. Вместо раствора для увлажнения используется силикон. Технология более проста, но требует особого состава краски.
По типу печатного оборудования различают:
- Листовой офсет. Использование отдельных листов бумаги в печатной машине. Недостаток этого способа — не все модели поддерживают нанесение полноцветного рисунка за один прогон. Приходится пропускать лист между цилиндрами несколько раз. Но уже есть машины с несколькими секциями, в них лист покрывается краской сразу и полностью.
- Ролевой офсет. Изображение наносится на рулон бумаги, после прогонки в рулонной машине листы нарезаются и фальцуются. Картинка получается полноцветной и качественной. Недостаток этого способа — дороговизна самой печатной машины. Ее покупка оправдана только для крупных типографий с высокой тиражной загрузкой.
По виду печатных материалов различают:
- Узкоформатный офсет. Такие машины производят полиграфию небольших размеров: флаеры, этикетки, бланки, буклеты, формуляры и пр. Ширина полотна не превышает 50—60 см.
- Полноформатный офсет. Здесь ширина полотна достигает 84—102 см. На таких машинах печатают книги, периодику, каталоги, упаковку. Можно одновременно загружать 2 рулона бумаги, есть возможность фальцовки.
- Широкоформатный офсет. Ширина полотна составляет 135—190 см. Машина печатает полиграфию большого размера — билборды, плакаты, календари, географические карты пр.
Самая современная разновидность ОП — цифровой офсет. Это гибридная форма, сочетающая в себе электрофотографический и непрямой способ нанесения изображения на носитель.
Цифровой офсет от HP
Принцип работы цифровой офсетной машины: перенос красящего вещества происходит за счет давления и разности потенциалов между двумя элементами — формным цилиндром и промежуточным полотном. Цилиндр при этом нагрет до 140° C и покрыт резинотканевым материалом. Прогретое изображение образует однородную пленку из краски, впоследствии она переносится на на бумагу.
Таблица видов печати
| Вид / способ печати | Особенности печати |
| Высокая печать (типографская печать) | Технология встречается редко (в типографиях с устаревшим оборудованием). В рекламной полиграфии практически не применяется. Используется при изготовлении газет, брошюр, книг. Раньше широко применялась для изготовления почтовых марок. |
| Глубокая печать | Печать больших тиражей.
Изготовление журналов, каталогов, нанесение изображений или спецзнаков на этикетки, упаковку, банкноты, марки. Печать на бумаге, картоне, фольге, пленке, пакетах. |
| Литография | Изготовление черно-белых и цветных изображений для тиражированной графики, книг, афиш, методической литературы, пособий, брошюр, журналов и пр. |
| Офсетная печать | Крупные и сверхкрупные тиражи.
Изготавливается практически любая полиграфическая продукция (рулонная и листовая). |
| Плоская печать | Данный вид печати включает литографию, фототипию, офсетную печать. |
| Прямая печать | Доступны маленькие тиражи.
Печать на ткани (футболках, майках, флагах, полотенцах, кепках), стекле, металле, дереве, акриле и др. |
| Радужная печать (ирисовая печать) | Изготовление защитных изображений на купюрах и ценных бумагах. Печать плакатов, рекламных материалов, оформление издательской продукции. |
| Струйная печать | Сверхмалые тиражи.
Производство газет, CD- и DVD-дисков, печать книг. |
| Сублимационная печать | Небольшие тиражи.
Применяется при производстве различной сувенирной продукции: от пазлов и посуды до чехлов на телефон и ковриков для мыши. Печать на ткани (футболки, сумки и пр.). Используется исключительно при работе с синтетикой. |
| Тампонная печать (тампопечать) | Небольшие тиражи.
Подходит для нанесения декора на металл, стекло, пластик, дерево. Изготовление упаковок и сувенирной продукции: ручек, брелоков, флешек и т. д. |
| Термотрансферная печать (термоаппликация) | Малотиражные сувенирные и рекламные изделия.
Печать на одежде, флагах, вывесках, вымпелах, посуде, табличках из пластика и металла. |
| Трафаретная печать | Маленькие и большие тиражи.
Изготовление всевозможных сувениров и печатной продукции: баннеры, плакаты, визитки, открытки, папки, футболки, буклеты, вывески, бейсболки и пр. |
| Ультрафиолетовая печать (УФ-печать) | Небольшие тиражи.
Нанесение на любые материалы: от бумаги, картона и пленки до дерева, пластика и стекла. Изготовление различных POS-материалов, фотообоев, декораций, этикеток, рекламных баннеров и пр. |
| Флексография (флексопечать) | Наиболее выгодна на средних и больших тиражах.
Производство упаковок, этикеток, бирок, билетов, одноразовой посуды, обоев, конвертов, телефонных справочников, листовок, каталогов и др. |
| Фотопечать | Штучный тираж.
Печать на стекле, акриле, зеркалах, холсте и пр. Изготовление декора (для мебели, потолков, лестниц, стен), растяжек, постеров и другой рекламной продукции. |
| Цифровая печать | Тиражи любого объема.
Печать визиток, буклетов, календарей, флаеров, стикеров, бланков и др. Печать на футболках и других подобных изделиях. |
| Шелкография | Тираж от 1 экземпляра.
Печать на флагах, транспарантах, сумках, тентах машин, рюкзаках. Изготовление различной рекламно-полиграфической продукции. |
| Широкоформатная печать | Малые тиражи.
Используется в наружной рекламе и интерьерных элементах. Изготовление баннеров, щитов, вывесок, наклеек на авто, штендеров, стендов, плакатов и т. п. |
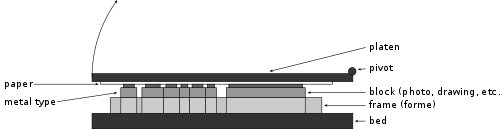
Как развивалась технология высокой печати?
Старинные формы представляли собой гладкие дощечки с вырезанными словами и рисунками. Этот способ печати называется ксилографией. Сегодня она изредка применяется для создания художественных репродукций.
Изобретение наборных печатных форм дало толчок развитию книгопечатания. Каждую страницу составляли из отдельных букв и знаков. Символьные элементы вырезали из дерева или отливали из свинца.
Следующий шаг в развитии типографского дела — появление леттерпресс-станка. С помощью этой машины скорость набора текста увеличилась. Выступающие литеры прокатывали краской и под прессом делали оттиск на бумаге.
Печатные формы могли быть в виде как цельного блока, так и отдельных букв
Современные формы из металла изготавливают методами фрезерования, травления и гравировки (штампы, клише). Ограничение их применения объясняется содержанием в составе вредного свинца. Подобные формы используются при фольгировании, конгревном тиснении или создании текстуры натуральной кожи.
В полиграфии известен метод флексографии. Это разновидность высокой печати, при которой используются гибкие формы из фотополимеров с малым углублением пробельных элементов (0,5—0,7 мм).
Механизм флексографической печати представляет собой способ получения оттиска с помощью цилиндра, на поверхности которого закрепляется полимерная матрица. В итоге получается непрерывный рисунок из повторяющихся фрагментов изображения. Диаметр цилиндра и ширина бумаги определяют вид продукции: этикетки, упаковки, обои.
Современная флексографическая машина
3.3.Электрофотографический способ изготовления печатных форм офсетной печати
Рассмотрим более подробно косвенный способ изготовления печатных форм с помощью электрофотографии. Он состоит из следующих основных операций:
1)зарядки;
2)экспонировании оригинал-макета;
3)проявления;
4)переноса изображения на воспринимающую поверхность;
5)термозакрепления;
6)гидрофилизации;
7)нанесения защитного коллоида.
Спомощью коронного заряда на фотопроводниковый слой наносят отрицательный заряд, который в темноте может удерживаться достаточно долго (рис. 7-9, б).
Изображение образуется проецированием света (отраженного от оригинала и прошедшего через оптическую систему) на заряженную отрицательным зарядом пластину (рис. 7-9, в). Свет, отраженный от пробельных участков оригинала, попадает на фотопроводящую поверхность и делает соответствующие участки проводящими, что позволяет заряду стечь на подложку. На незасвеченных участках пластины фотопроводник сохраняет свое сопротивление, и заряд остается на поверхности, образуя скрытое электростатическое изображение. Т. е. фотопроводник разряжается на засвеченных участках, а на незасвеченных (в местах, которые соответствуют тексту или изображению) — заряд остается.
Проявление делает скрытое изображение видимым (рис. 7-9, г). Участки изображения имеют отрицательный заряд. В процессе проявления на них оседают положительно заряженные частицы проявителя (тонера). Притягивание проявителя зависит от уровня оставшегося на пластине заряда, что в свою очередь, определяется интенсивностью света, попавшего в процессе экспонирования.
Для переноса изображения на формный материал (рис. 7-9, д) на пластину с порошковым изображением накладывают формный материал и прокатывают резиновым валиком, что обеспечивает механический и электрический прижим. Перенос изображения возможен и электростатическим способом.
Далее копия (рис. 7-9, е) направляется на закрепление изображения, а фоторецептор — на очистку. Закрепление осуществляется с помощью нагрева до температуры около
77
Система приёмки
Системы приёмки в листовых офсетных машинах выполняют функцию приёма запечатанных листов и их укладки в ровную стопку. В некоторых офсетных машинах, оснащённых системой сушки, готовые отпечатки подсушиваются для ускорения высыхания краски на носителе.
Система приёмки листовой офсетной машины состоит из устройства, которое поддерживает стопу носителей и опускается по мере поступления новых листов. Такое устройство называется степелем. Листы подаются в приёмную систему цепным транспортёром с захватами (механическими пальцами, щупами). Каждый комплект щупов служит для подхвата листов, выходящих из печатного аппарата, и их транспортировки на приёмный стол. Система приёмки оснащена листоприжимными устройствами в виде вентиляторов, которые подают потоки воздуха на стопу бумаги, обеспечивая её качественное формирование. Некоторые системы приёмки оснащаются устройствами для распыления противоотмарывающего порошка и модулями инфракрасной сушки.
Стандартные приёмные устройства ролевых офсетных машин состоят из сушки, системы охлаждения, системы контроля расположения рулона в машине, фальцовщика и системы подрезки. Листовые машины могут быть оснащены сушкой, но её наличие не является обязательным условием качественной печати. Скорее она нужна для увеличения скорости печати за счёт сокращения времени сушки готовых изделий при крупнотиражных работах. Машины с сушкой используются для печати цветных журналов, буклетов, этикеток и другой продукции на мелованной бумаге. Машины без сушки чаще всего применяют для печати газет.
Очень часто приёмные устройства рулонных офсетных машин дооснащаются фальцворонками, фальцевальными клапанами и ножами. Фальцворонка складывает бумажную ленту вдоль пополам. Из фальцворонки сложенное полотно отправляется в фальцевальный клапан, который разрезает полотно по формату конечного продукта. Последний фальц выполняется фальцевальным ножом, после чего готовое изделие подаётся на транспортир приёмки и выходит из печатной машины.
Системы приёмки в листовых и рулонных офсетных машинах выполняют различные функции: в листовых машинах они отвечают за приём запечатанных листов и их укладку в ровные стопки, а в рулонных машинах – за рубку и фальцовку рулонов для получения готовой продукции.
Технические требования к файлам для изготовления цветопроб
Параметры по умолчанию
Если в заказе не указаны иные параметры, то изготовление цветопроб производится со следующими параметрами:
Все оверпринты в файле, кроме оверпринта на белом, обрабатываются, черный=оверпринт. Все встроенные цветовые профили игнорируются. Если в файле содержатся spot-цвета (пантоны), то их цвет на пробе не будет соответствовать их CMYK-представлению, т.к. проба будет пытаться имитировать цвет соответствующего пантона (наша цветопроба успешно имитирует более 90% смесевых цветов шкалы Pantone). Таким образом, если вы планируете печатать работу, сверстанную пантонами, триадными красками, то для корректного отображения CMYK-представлений пантонов, обязательно поделите пантоны в CMYK в программе верстки перед тем, как предоставить нам файл
Важно: При изготовлении цветопроб крайне не рекомендуется отправлять на цветопробу уменьшенное изображение. Даже обладая теми же колориметрическими характеристиками, что и оригинал, уменьшенная цветопроба может визуально восприниматься иначе, чем оригинальное изображение
В случае необходимости сделать пробы с больших изображений правильнее будет нарезать фрагменты, но в масштабе 1:1.
Общие рекомендации по передаче файлов
Оптимальный путь передачи нам файлов — через наш фтп-сервер. Не рекомендуется закачка файлов на публичные файлообменники. Файлы, размещенные на сервисах, требующих ввода букв, цифр, просмотра рекламы, отправки СМС и т.п. не принимаются.
Обязательно архивируйте файлы перед передачей их через интернет. Архиватор проверяет контрольную сумму и позволяет отследить сбои при закачке. Будьте оригинальны, отослав файл с банальным названием типа ‘Cvetoproba.pdf’, Вы рискуете получить чужой заказ. Не называйте похожими именами файлы, сдаваемые на вывод в течение 2-3 дней.
Файлы PDF
Принимаются только композитные PDF-файлы версии не выше 1.6 в цветовом пространстве CMYK. Также в файле могут содержаться spot-цвета (пантоны)
Важно:
— Все страницы в многостраничном PDF должны быть одинакового размера.
— Не допускается обрезка PDF-файлов средствами Adobe Acrobat (Crop Box) — проба с обрезанного таким образом файла может выйти исходным размером, определенным в Media Box и соответствующей стомостью
Файлы верстки
Принимаются векторные и растровые файлы в пространстве CMYK, созданные в программах пакетов Adobe, и Corel. Шрифты в файлах, созданных в программах векторной графики (Corel, Illustrator), должны быть переведены в кривые. Не гарантируется правильное воспроизведение прозрачностей, различных эффектов и теней в работах, предназначенных для печати смесевыми пантонами.
7.1. Расчёт объёма работ.
Расчёт объёма работ для блока.
Количество фотоформ:
Ффф
= (nБ
* k
) / n
фф
,
где n
Б
– число полос в блоке,
k
– красочность,
nфф
– число полос на фотоформе.
Ффф
= (224 * 1) / 1 = 224
Количество планов-монтажей:
Пм
= nБ
/nмф
,
где n
мф
– число полос на монтажной форме.
Пм
= 224 / 16 = 14
Количество монтажных форм:
Мф
= Пм
* k
,
Мф
= 14 * 1 = 14 .
Количество тиражных печатных форм:
Пф
= Мф
* N
,
где N
= T
/ T
ст
– число комплектов печатных форм,
Т
– тираж издания, тыс. экз.,
Тст
– тиражестойкость печатных форм, тыс. экз.
N
= 1400 : 100000 = 0,014 ≈ 1
Пф
= 14 * 1 = 14
Расчёт объёма работ для вклейки.
Количество фотоформ:
Ффф
= 4 * 4 = 16 .
Количество планов-монтажей:
Пм
= 2 .
Количество монтажных форм:
Мф
= 2 * 4 = 8 .
Количество тиражных печатных форм:
Пф
= 8 * 1 = 8 .
Расчёт объёма работ для форзаца и переплётной крышки.
Количество фотоформ:
Ффф
= 1 * 4 = 4 .
Количество планов-монтажей:
Пм
= 1 .
Количество монтажных форм:
Мф
= 1 * 4 = 4 .
Количество тиражных печатных форм:
Пф
= 4 * 1 = 4 .
Итоговые данные по объёму работ для изготовления монтажных форм представлены в таблице 7.1.
Таблица 7.1
Результаты расчёта объёма работ по изготовлению монтажных форм
| Наименование элемента издания | Формат издания | Красочность | Формат фотоформ, см | Всего фотоформ | Количество фотоформ на монтажной форме | Количество планов-монтажей | Количество монтажных форм |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Блок | 70х90/32 | 1+1 | 11,2х17,5 | 224 | 32 | 14 | 14 |
| Вклейка | 10,7х16,5 | 4+4 | 22,4х17,5 | 16 | 16 | 2 | 8 |
| Форзац | 21,4х16,5 | 4+0 | 22,4х17,5 | 4 | 16 | 1 | 4 |
| Крышка | 26,9х20,2 | 4+0 | 27,1х20,4 | 4 | 8 | 1 | 4 |
Итоговые данные по объёму работ для изготовления тиражных форм плоской офсетной печати представлены в таблице 7.2.
Таблица 7.2
Результаты расчёта объёма работ по изготовлению тиражных форм офсетной печати
| Наименование элемента издания | Формат издания | Объём физ. печ. листов | Красочность | Тираж, тыс. экз | Формат печатной формы, см | Тиражестойкость печатной формы, тыс. отт. | Всего печатных форм |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Блок | 70х90/32 | 7 | 1+1 | 1 400 | 82х101 | 100 000 | 14 |
| Вклейка | 10,7х16,5 | 0,125 | 4+4 | 1 400 | 82х101 | 100 000 | 8 |
| Форзац | 20,7х16,5 | 0,125 | 4+0 | 1 400 | 82х101 | 100 000 | 4 |
| Крышка | 26,9х20,2 | 0,065 | 4+0 | 1 400 | 82х101 | 100 000 | 4 |
В чем отличие офсета от других способов печати?
Офсет является способом непрямой печати — изображение переносится на запечатываемый
материал через промежуточную поверхность. Термин «офсет» применим к любому способу
непрямой печати независимо от того, какие используются формы, однако чаще всего
этим термином обозначают непрямую плоскую печать, получившую в полиграфии наибольшее
распространение.
В отличие от форм глубокой и высокой печати, печатные и пробельные элементы
форм офсетной плоской печати лежат в одной плоскости. Возможность избирательного
нанесения краски на форму обусловлена различными физико-химическими свойствами
печатающих и пробельных элементов: первые являются олиофильными, то есть воспринимающими
масляную краску, вторые — олиофобными.
Специфика оттисков
Высокую печать выполняют на бумаге, картоне (в том числе гофрированном), виниле, полиэтилене, самоклеящейся пленке, фольге и других материалах.
Красочные изображения состоят из микроскопических оттисков округлых или квадратных форм. В цветной печати используется до 4 красок. На таких изображениях невооруженным глазом просматривается четкий структурный рисунок — растровая розетка.
При изучении оттисков на запечатанных поверхностях через лупу видны утолщения краски по контуру элементов. Это дает резкие очертания буквам и символам, а растровым изображениям — цветовую насыщенность. Тонкие штрихи, насечки на рубленых шрифтах получаются непрерывными и гладкими.
Для перехода краски на бумагу требуется давление. В результате на обратной стороне запечатываемой основы образуется рельефный контур, который прощупывается руками или заметен визуально. Связующие компоненты печатных красок изготавливают на основе продуктов нефтепереработки. Отсюда характерный керосиновый запах свежего оттиска.
От металлических литер наборного шрифта оставались выпуклости на листе
Основные виды офсетной печати
Она классифицируется по целому ряду признаков. Мы назовем основные из них. В зависимости от способа нанесения краски выделяют:
-
Печать с увлажнением. Относится к категории классических технологий, в которых используется увлажняющий раствор. В места размещения пробелов ложится слой жидкости, который просто отталкивает краску, не позволяя ей впитаться в поверхность. Таким образом в процессе печати текста, к примеру, между знаками в словах образуются пробелы-интервалы.
-
Сухая печать. В этой технологии жидкость заменена силиконом. Характеризуется простотой нанесения. Однако подобный метод требует применения красок со специфичным составом.

В зависимости от вида печатного оборудования принято различать:
-
Листовая офсетная печать. Предполагает использование печатных машин, в которые загружаются отдельные листы бумаги. Некоторые модели оборудования позволяют получить полноцветную печать только при нескольких прогонах листа бумаги через печатающее устройство. Современные машины все же оснащены несколькими секциями, что дает возможность получить качественное, полноценное изображение с первого раза.
-
Роликовая офсетная печать. Предполагает нанесение изображений на бумажный рулон, который впоследствии будет нарезан и подвержен фальцеванию. По качеству изображения рулонный способ превосходит листовой, однако само оборудование для печати стоит на порядок дороже. Ими оборудуются только крупные типографии, где есть достаток в тиражной загрузке. Присутствует такие машины и в типографии «Август».
Проверка работ перед выводом
К сожалению, верстальщики и дизайнеры не всегда готовят безупречные макеты с точки зрения качества подготовки к печати, а специалистам препресс не всегда удается отловить все технические ошибки в верстке. Очень часто целесообразно показать готовый спуск технологу на предмет правильности сборки спуска, наличия всех необходимых меток и шкал.
Более того, не все элементы верстки одинаково обрабатываются различными растровыми процессорами, и даже правильно сгенерированные и прошедшие все стадии проверки файлы в некоторых редких случаях дают непредвиденные результаты при растрировании и последующем выводе пленок или пластин CTP. В случае вывода CtP форм ситуация осложняется существенно большей ценой перевывода в случае ошибок, а также тем, что большинство ошибок, скорее всего, будут замечены только на приладке.
Таким образом, стопроцентную гарантию качества дает только проверка выходного растрового изображения, сгенерированного тем растровым процессором, с которого осуществляется вывод.
Мы предлагаем 2 варианта проверки работ перед выводом для проверки менеджером компании, технологом, корректором или заказчиком:
Цветная распечатка для проверки перед выводом (печатная спусковая проба)
Цветная распечатка осуществляется непосредственно с файла, поступающего на устройство вывода, в натуральную величину (1:1), с разрешением 360 dpi.
Это позволяет получить отпечаток, в точности соответствующий выведенным формам, для проверки менеджером компании, корректором или заказчиком.
Заказав распечатку, Вы можете отследить на ней наличие всех элементов верстки, меток и шкал, оверпринты, оценить качество изображений, проверить правильность спуска полос.
Из распечатки можно собрать макет и подписать у конечного заказчика. Наличие спусковой распечатки облегчает работу как печатного, так и послепечатного цеха.
Стоимость распечатки незначительна, и несравнима со стоимостью бракованных форм и тем более бракованного тиража.
Следует отметить, что многие типографии уже оценили необходимость этой процедуры, и не принимают в работу заказ без подписанной спусковой распечатки.
Jpeg-файл для проверки перед выводом (экранная спусковая проба)
Вы получаете (как правило, в Вашу папку на ФТП) CMYK Jpeg файл, сгенерированный растровым процессором, в натуральную величину, с разрешением 300 dpi (разрешение может быть выше или ниже по отдельной договоренности). Проверять файл не так удобно, как распечатку, однако он бесплатен, плюс экономится время на перевозку бумажных распечаток.
Имейте в виду что ни печатная, ни экранная спусковая проба не может служить для визуальной оценки цвета тиража. Для проверки цвета заказывайте цветопробу.
Цены на вывод фотоформ (цветоделенных пленок)
| Формат | готовые ps/pdf*** | стандартный тариф |
| A4+ (до 260х360*) | 150 | 155 |
| A3+ (до 360х520*) | 300 | 310 |
| A2+ (до 520х720*) | 600 | 620 |
| A1+ (до 720х1040*) | 1200 | 1240 |
Минимальная стоимость заказа на фотовывод 300 рублей.Минимальная стоимость срочного заказа на фотовывод 900 рублей.**
* Размер в миллиметрах с обрезными метками и крестами** Если Вам необходимо срочно вывести пленку малого формата, а нам нечем ее дополнить, Вы оплачиваете минимальный отрез пленки (104х50см)*** Готовые ps/pdf — postscript или pdf файлы, полностью удовлетворяющие , содержащие в себе все необходимые заказчику элементы, и не требующие дополнительных манипуляций — таких, как сборка спусков, подстановка меток, шкал и т.п.
- Цены указаны в рублях, и действуют с 1 ноября 2020 года, включают НДС 20%.
- Пробивка панчей стандарта Bacher — бесплатно по желанию заказчика.
- Сборка книжно-журнальных спусков — бесплатно по желанию заказчика.
- Генерация экранной спусковой пробы — бесплатно по желанию заказчика.
- Предоставляются значительные скидки при большом объеме вывода, а также в зависимости от условий доставки и вариантов оплаты.