Интегральная обложка: что это и где применяется?
Содержание:
- Способы фальцовки
- Фальцовка чертежей
- Кассетные и комбинированные машины
- Выбирая бумагу…
- Листопроводка
- Ножевая фальцовка
- Виды вальцовки
- Марки агрегатов
- Понятие типографии
- Кассетная фальцовка
- Детали процесса
- Приемные устройства
- Стоячий фальц
- Историческая справка
- Что такое фальцовка
- Преимущества и недостатки фальцевой кровли
- Сборный тираж – секрет для клиента
- Ролевые машины
- Технологии и методы
- Фальцевально-склеивающая машина
Способы фальцовки
При небольших объёмах работы допускается ручная фальцовка. Что это такое? Эксклюзив и редкость. Вручную сгибают либо малые тиражи, либо сложные работы, при которых обязательно нужен человеческий фактор. В остальном такие работы выполняет машина двух видов – ножевая и кассетная. Принцип работы у них один и тот же – лист прокатывается между прижимными валами.
Есть несколько различий между данными установками. Основная разница между этими машинами состоит в двух параметрах – в точности (выше у ножевой), и скорости (выше у кассетной). Нужно быстрее — используйте кассетную установку, важна точность — выбор за ножевой.
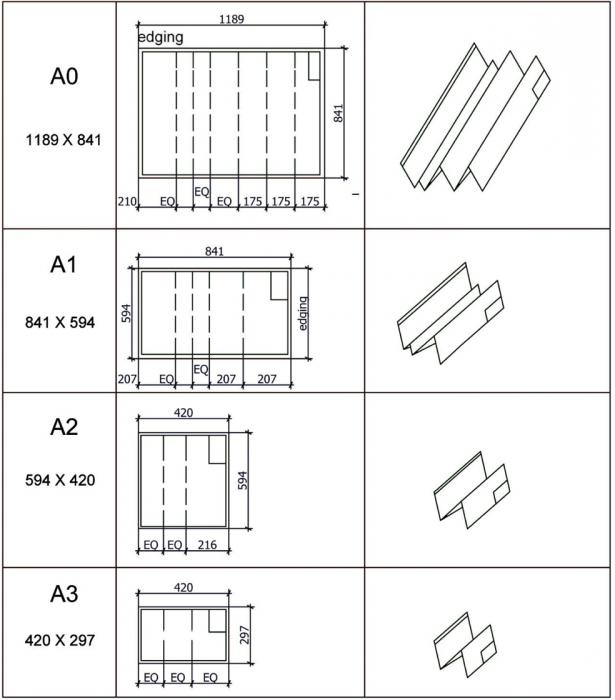
Фальцовка чертежей
Данная услуга выполняется в целях удобной транспортировки готового чертежного листа или других листов большого формата. Правильная фальцовка бумаги позволит сохранить в нормальном состоянии вашу работу гораздо дольше, ведь не будет кривых заломов, лишних потертостей и т.п. Выполняют Ф. чертежей под форматы А4, реже – под А3.
Можно сказать простыми словами о процедуре «фальцовка», что это такое машинное профессиональное свертывание листов. Согласитесь, если сжимать самому в домашних условиях, сгиб может выйти немного кривым («немного» — это в лучшем случае). Доступна эта процедура практически в любой типографии, а её стоимость рассчитывается по таким пунктам как:
- способ выполнения (машинный, ручной);
- вид сгибания;
- срочность выполнения;
- объём работы и её сложность.
Фальцовка — что это такое, зачем это нужно? Может кто-то спросить и услышать простой ответ. Это не только удобство транспортировки, но и опрятный, аккуратный, презентабельный вид вашей работы. Для серьёзных организаций будет весьма показательно, что человек появится с работой, к которой относится со всей бережностью, это как минимум показатель аккуратности.
Кассетные и комбинированные машины
Если говорить о фальцевальных машинах кассетного типа, то образование фальца осуществляется при помощи двух валиков и кассеты вместо тупого ножа. Принцип работы этого агрегата также очень прост. Подающие валики доводят лист до упора кассеты. Сразу после того, как лист достигает этого момента, он перестает двигаться вперед. Однако валики все еще продолжают проталкивать лист бумаги. В результате этой операции образуется прогиб листа в том месте, где будет находиться фальц. Процесс проглаживания и уплотнения фальца в этом типе машины осуществляется тем же способом, что и в ножевой.
Комбинированные фальцевальные машины же работают таким образом, что одна из их секций — это копия ножевой машины, а вторая секция — это копия кассетного агрегата.

Выбирая бумагу…
Существует множество разновидностей офсетной бумаги, плотность которой обычно варьируется в диапазоне от 60 до 220 г/кв.м.
Производители этого материала определяют его как бумагу без покрытия, чистоцеллюлозную или с содержанием древесной массы, обладающую высокой устойчивостью к деформации под действием влаги при офсетной печати.
Особенности данного способа печати определяют достаточно жесткие требования к свойствам офсетной бумаги. Среди прочих характеристик большое значение имеют поверхностная прочность бумаги, проклейка, впитываемость, а также устойчивость размеров при увлажнении и последующем высыхании во время печати.
При офсетной печати поверхность бумаги контактирует с резиновым полотном, поэтому для улучшения структурно-механических и печатных свойств офсетной бумаги применяется поверхностная проклейка. Это дает возможность повысить прочность поверхности путем уменьшения выщипываемости и пылимости.
Поскольку поверхностная прочность и пылимость бумаги зависят также от состава бумажной массы, в композицию бумаги добавляют разного рода наполнители и присадки. Однако введение большого количества наполнителей в офсетную бумагу нежелательно, так как они могут налипать на поверхность резинотканевых офсетных пластин в процессе печатания.
Проклейка в массе делает бумагу также более влагостойкой, затрудняя проникновение в нее воды, но не препятствуя впитыванию масляных полиграфических красок.
Кроме того, один из важных показателей материала — его впитываемость. Если офсетная бумага имеет низкую степень впитываемости (будет водонепроницаемой), это может привести к скоплению влаги на резиновом полотне и проникновению ее в краску. С другой стороны, если впитываемость выше нормы, бумага при печати будет впитывать краску непосредственно с офсетного цилиндра — это приводит к размягчению покровного слоя.
Офсетная бумага пригодна почти для всех способов печати, поэтому она находит применение и в офисной печати — на лазерных и струйных принтерах, а также в ризографии (одна из разновидностей трафаретной печати).
Срок службы материала определяется содержанием в композиции древесной массы — для изданий длительного срока использования рекомендуется чистоцеллюлозная бумага, для изданий среднего и малого срока — с содержанием древесной массы от 50 до 75%.
Офсетная бумага применяется для печати иллюстрационных изданий (как однокрасочных, так и многокрасочных), журналов, книг, газет. Офсетные бумаги широко используются для печати разного рода рекламных и промо-материалов. Это могут быть брошюры, каталоги, листовки, постеры, флайеры и многое другое. Помимо этого офсетную бумагу применяют и для издания самых разных многокрасочных или однокрасочных иллюстрированных изданий, начиная с журналов и заканчивая книгами.
Компания «Фидэлити» предлагает купить офсетную бумагу ведущих мировых производителей по низким ценам с доставкой в Москве.
Листопроводка
Проводка листов через фальцевальную машину выполняется роликовыми или тесемочными транспортерами. Скорость движения транспортеров несколько выше, чем скорость, сообщаемая листу вакуумным цилиндром самонаклада. В отличие от листовых офсетных машин, где лист жестко фиксируется механическими захватами листопроводящих цилиндров, в фальцевальных машинах лист транспортируется за счет сил трения, которые возникают между его поверхностью и поверхностями тесемок и роликов транспортеров.
Для обеспечения стабильной и надежной проводки листа транспортеры фальцевальных машин комплектуются специальными прижимающими линейками. Такие линейки содержат гнезда, в которые устанавливаются шарики, прижимающие лист к поверхности роликов или тесьмы. Шарики могут изготавливаться из разных материалов, но при этом они должны иметь высокую гладкость и не накапливать на своей поверхности статическое электричество. Количество и масса шариков подбираются в зависимости от толщины и формата листов. Для повышения жесткости листа элементы листопроводки (выравнивающие и ограничительные линейки) могут немного изгибать его в продольном направлении.
В процессе проводки листа должно выполняться его выравнивание. С этой целью ролики или одна из тесемок транспортера располагаются под углом к основному направлению движения листа, приталкивая его к боковой выравнивающей линейке. Этот угол должен быть достаточно большим, чтобы обеспечить выравнивание листа до его подхода к фальцевальной секции, однако сообщаемое боковое ускорение не должно приводить к сминанию кромки листа при контакте с линейкой. Поэтому величина угла установки роликов или выравнивающей тесьмы имеет самое маленькое значение перед первой секцией, когда жесткость листа минимальна, и возрастает по мере прохождения листа через машину и повышения его жесткости в результате фальцовки.
Тесемочные транспортеры стоят дешевле роликовых, однако роликовые обеспечивают более стабильные условия проводки листов, благодаря жесткости роликов и постоянству давления между ними и прижимающими шариками. В некоторых современных машинах применяются вакуумные тесемочные транспортеры, исключающие необходимость в прижимающих линейках.
Ножевая фальцовка
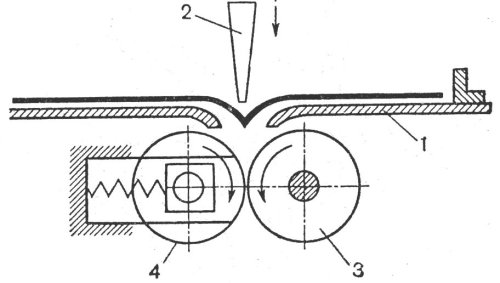
Ножевой способ фальцовки (рис.2) получается при проталкивании листа выравненного по передним и боковым упорах, подвижным ножом 2 между двумя, вращающихся навстречу друг другу, валиками 3 и 4, которые обжимают место сгиба – фальц. Зазор между валиками регулируется по толщине фальцуемой тетради.
Этот способ имеет ряд преимуществ: высокая точность фальцовки, плотное исполнение фальцев тетрадей, им можно фальцевать бумаги любой толщины и массы. Его недостатки: невысокая скорость работы из-за реверсивного движения механизма ножа, необходимость кратковременной остановки листа для выравнивания перед фальцовкой.
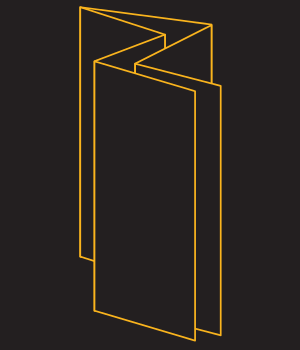
Виды вальцовки
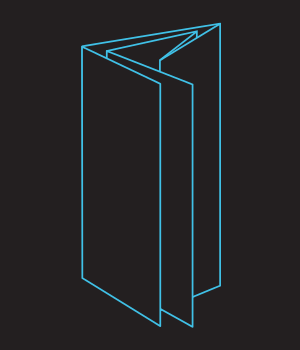
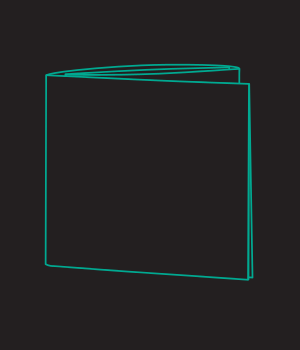
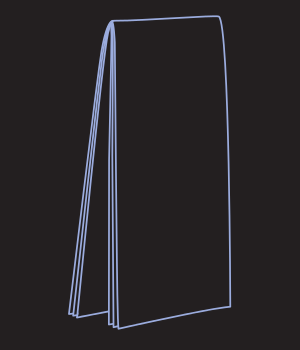
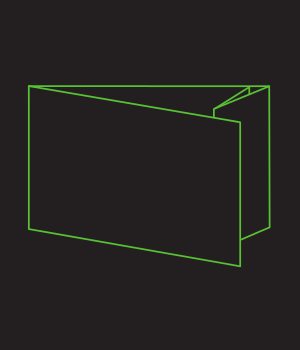
Существует несколько десятков видов фальцовки, которые для удобства можно подразделить на «семейства». Каждое из них наилучшим образом подойдет для определенного типа печатной продукции.
Cтандартная фальцовка — такие виды сгибов легко сделать вручную, однако фальцевальная машина справится сделает их еще более быстро и качественно.
|
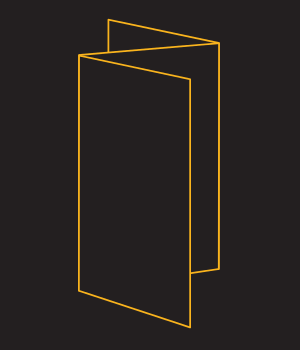
Книжка или фальцовка в 1 сгиб. |
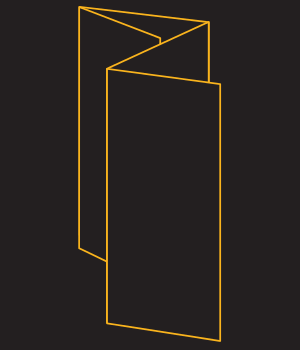
Параллельная фальцовка «в намотку»; «спираль»; фальцовка для бланков писем или евробуклетов. |
|
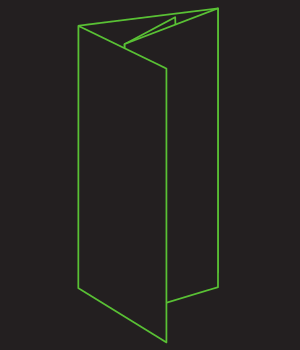
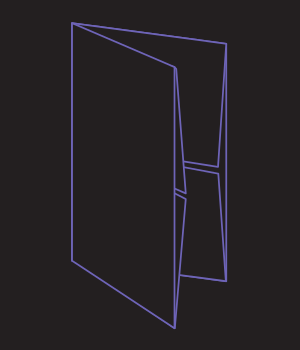
Вертикальная фальцовка для письма с закрывающейся полосой. |
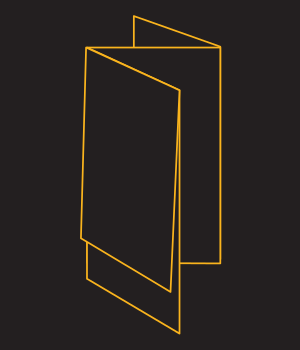
Двойная параллельная фальцовка с фронтальным раскрытием; «молния». |
|
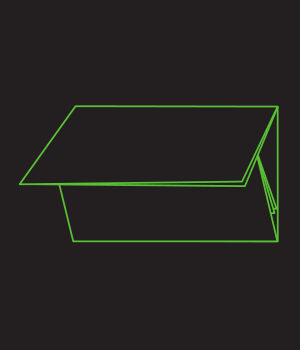
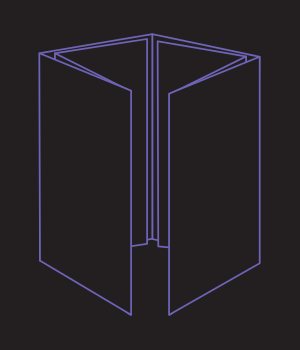
«Палатка». |
Перпендикулярная фальцовка; восьмиполосная фальцовка; карта. |
|
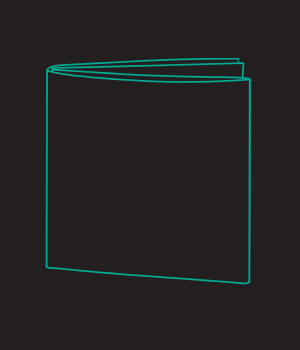
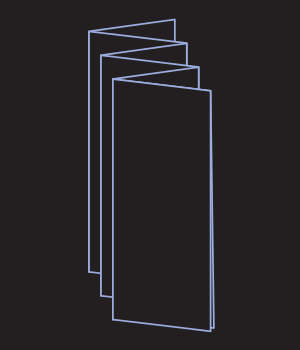
«Спираль» 4 полосы. |
«Гармошка». |

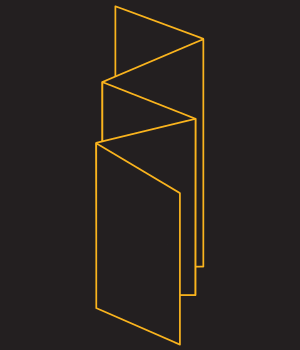
Фальцовка средней сложности — создание такой продукции может занять чуть больше времени, поскольку используются некоторые специальные виды сгибов.
|
«Гармошка»-реверс. |
Двойная параллельная фальцовка. |
|
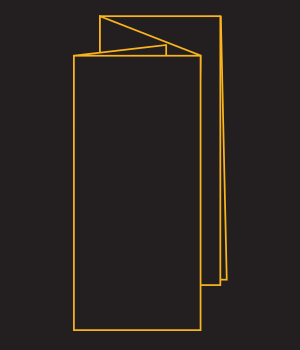
Тройная параллельная «гармошка» с фронтальным открытием. |
«Гармошка». |
|
Двойная параллельная фальцовка с центральным сгибом. |
Письмо с широким раскрытием. |
|
«Гармошка» со «спиралью». |
«Гармошка» с внешней укороченной фальцовкой. |
|
Вертикальная фальцовка-«спираль». |
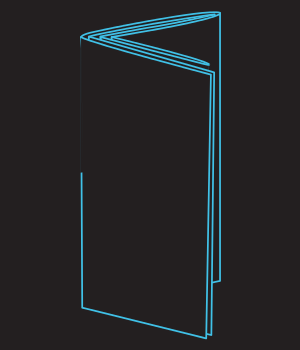
Сложная фальцовка — используются различные комбинации сгибов, требующие точной настройки оборудования и большего количества времени.
|
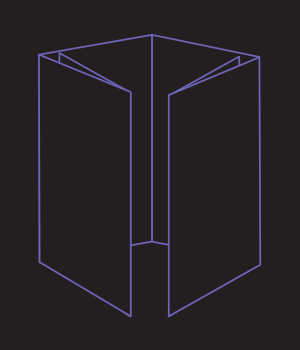
Двойные «ворота». |
Тройная параллельная фальцовка с фронтальным открытием. |
|
Письмо-«спираль». |
«Двухслойная» карта. |
|
Асимметричная «спираль». |
«Ворота». |
|
Закрывающаяся «гармошка». |
«Трехслойная» карта. |
|
Письмо-«гармошка». |
Десятистраничная параллельная фальцовка. |
|
Двойные «ворота». |
Вертикальные «ворота» с центральным фальцем. |
|
Двойные параллельные «ворота». |
Двойная карта-«гармошка». |


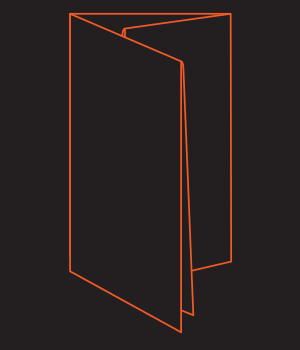
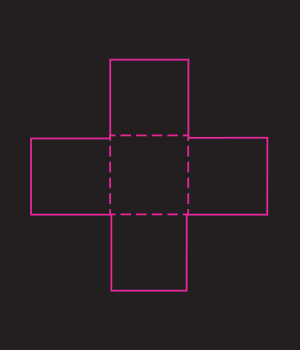
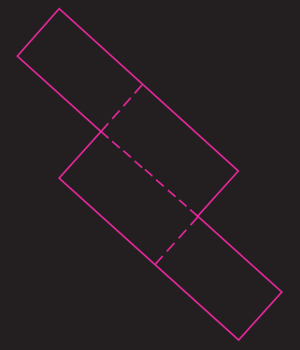
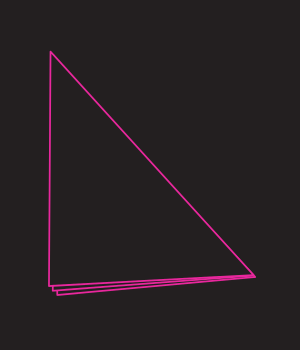
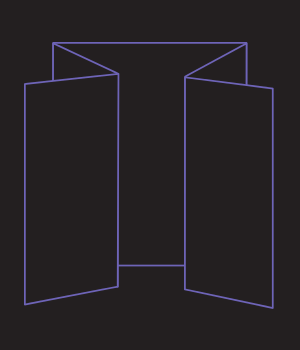
Особая фальцовка — используется для производства нестандартной оригинальной продукции, может требовать совмещения ручного и автоматического способа.
|
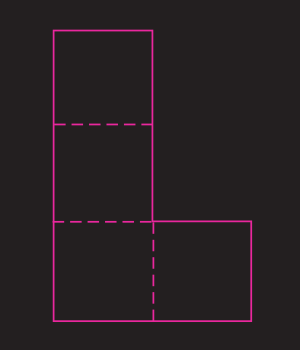
L-образная фальцовка. |
Крестообразная фальцовка. |
|
«Визитница». |
«Ворота» внутри двойной параллельной фальцовки. |
|
Треугольник. |
Открытые «ворота». |
|
«Коробочка». |
Угловая фальцовка. |
|
«Воротник». |
Связаться с менеджерами отдела продаж можно по многоканальному телефону (495) 228-20-11 (для московских клиентов) или позвонив на бесплатный номер 8-800-333-10-11 (для региональных клиентов).
|
Постпечатное полиграфическое оборудование |
Марки агрегатов
Разделение всех агрегатов по их маркам осуществляется на крупноформатные и малоформатные. К крупноформатным агрегатам можно отнести такие марки, как ножевые однотетрадные машины Ф-1 или БФА-2. К малоформатным агрегатам можно отнести такую марку, как кассетная машина ФК-30. Также стоит отметить, что каждая из этих машин предназначается для отдельного типа работы. ФК-30, к примеру, предназначается лишь для фальцовки листов для форзацев или обложек. А вот крупногабаритные Ф-1 и БФА-2 могут выполнять до четырех сгибов.

Также выделяются и некоторые марки комбинированных машин, к примеру, ФКН-60. Данный агрегат предназначается для перпендикулярной фальцовки с четырьмя сгибами. Так как данный тип машины является комбинированным, то первый перпендикулярный сгиб осуществляется по принципу работы ножевой машины, а вот последующие три сгиба осуществляются по принципу кассетной машины.
Понятие типографии

Типография – это промышленное производство, в котором происходит обычно цикл изготовления многотиражной продукции. Он включает в себя:
- Верстку. Дизайнер-верстальщик адаптирует
электронный формат продукции под требования конкретного оборудования. Эта
процедура называется допечатной подготовкой макета. - Изготовление печатных форм. Специальное
производство элементов, которые устанавливаются в автоматизированную линию для изготовления
тиража. - Офсетная печать. Минимально возможный формат –
А3+, но чаще всего применяется А2, А1, А0. Кстати, верстальщик раскладывает
продукцию строго по имеющемуся размеру. Поэтому нестандартные размеры изделий
будут стоить дороже. Они не укладываются на лист полностью, соответственно,
требуется большее количество бумаги, остается много отходов. - Послепечатная обработка. Здесь может быть целый
каскад работ, среди которых: УФ-лакирование, ламинирование, выборочная лакировка,
брошюрование, листоподбор и пр. Все зависит от возможностей производства.
В типографию нет смысла обращаться с малыми тиражами (до
1000 единиц). Типографское производство не рассчитано на малые объемы, хотя в
некоторых случаях устанавливаются цифровые печатные линии. Это дорогостоящее
оборудование, которое может выдавать полноцветные оттиски в количестве от 1
штуки без удорожания себестоимости.
Кассетная фальцовка
Кассетный способ (рис.3) формирует сгиб за счет взаимного расположения кассеты 3 и трех фальцевальных валиков. которые способствуют образованию в листе петли, обжимаемой затем по месту сгиба, как и при ножевом способе, вращающимися валиками.
Лист бумаги после выравнивания по боковой линейке на транспортере попадает в подающие валики 1 и 2, которые расположенные один над другим с некоторым смещением для лучшего вхождения листа в кассету. Кассета 3 представляет собой имеет передвижной упор 4, который регулируется в зависимости от формата и схемы фальцовки тетради. Поданый валиками 1 и 2 лист доходит до упора 4, сначала останавливается, потом начинает деформироваться, образуя волнообразную линию сгиба, которая заполняет всю полость кассеты. В нижней части кассеты образуется петля, которая захватывается и обжимается фальцевальными валиками 2, 5, вращающимися навстречу друг другу.
Лист бумаги подается в первую пару валиков 1,2, расположенных по вертикали, являются подающими, поэтому они регулируются по толщине листа. Вторая пара валиков 2,5, расположенных по горизонтали, являются фальцующими (понятно, что нижний валик одновременно является подающим) и поэтому они регулируются по толщине сфальцованного листа. Петля в листе образуется благодаря его изгибу в зоне валиков из-за остановки передней кромки у упора 4 в кассете 3, представляющей собой узкую полость для входа листа.
Этот способ имеет такие достоинства, как высокая скорость работы, отсутствие механизмов реверсивного действия, выравнивание листа выполняется во время транспортировки. К недостаткам кассетного способа относятся чувствительность к толщине, жесткости и гладкости бумаг, невысокая точность фальцовки.
Требования к сфальцованным тетрадям. К готовым тетрадям предъявляются следующие требования:
- обязательна правильная последовательность страниц;
- точность фальцовки, обеспечивающая заданные размеры полей в тетрадях и правильность расположения сгибов относительно «верных сторон» листа-оттиска, края отпечатанных полос страниц должны быть совмещены;
- отсутствие складок, морщин, повреждений листов и смазанных оттисков;
- расположение контрольных меток на головочном и корешковом сгибах точно по фальцу;
- плотность затяжки фальцев тетрадей, т.е каждый фальц должен быть хорошо обжат, а листы иметь плотное прилегание друг к другу у корешкового сгиба;
- в головочных сгибах 16- и 32-страничных тетрадей, изготовленных из плотной бумаги, обязательно наличие перфорации.
Хведчин Ю.И., проф. Укр. акад. печати (г. Львов).
Детали процесса
В условиях типографии или полиграфического центра биговку выполняют на специальном оборудовании. Процесс полностью автоматизирован.
На материале должны быть нанесены метки
Это важно учесть на этапе дизайна полиграфии в графическом редакторе. По меткам сотрудник типографии ориентируется, выставляя параметры машины
Важно соотнести характеристики плотности материала, размеры биговального ножа (при ударном методе) и глубину канавки.
 Выставлять параметры биговальной машины нужно под каждый вид продукции
Выставлять параметры биговальной машины нужно под каждый вид продукции
При обработке заготовок для картонных коробок готовятся специальные формы для высечки. На результат (отсутствии деформаций материала и дефектов оттиска) влияют правильно выбранные параметры носителя, биговальных линеек, пазов и матриц.
Если волокна материала расположены перпендикулярно линии бига, тогда биговку нужно выполнить ручным способом, иначе можно повредить изделие или изображение на нем.
Приемные устройства
Приемные устройства фальцевальных машин формируют каскадный поток или горизонтальную стопу сфальцованных тетрадей.
В первом случае после последней фальцевальной секции тетради выводятся на замедляющий ленточный транспортер, где формируется каскад, а затем выводятся каскадным потоком на горизонтальный стол или укладываются в вертикальную стопу. При выводе в горизонтальную стопу тетради укладываются корешками вниз.
Приемные устройства современных фальцевальных машин могут оснащаться системами выделения (маркировки) заданного количества тетрадей и прессующими устройствами. Иногда возможна комплектация системами обандероливания пачек тетрадей.
Стоячий фальц
Одинарный
Такой вид фальца отличается самой простой конструкцией. Его применяют на кровлях с большим уклоном (не менее 10°).
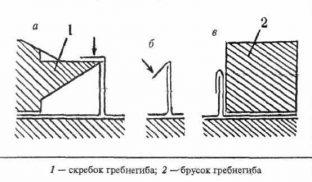 Рис. 4 (1 — скребок; 2 — брусок)
Рис. 4 (1 — скребок; 2 — брусок)
Порядок монтажа одинарного стоячего фальца:
1) со стороны меньшей кромки плотно прижать скребок к высокой кромке. Подстроить высоту скребка до совпадения с меньшей кромкой. Загнуть высокую кромку к поверхности скребка киянкой. Убрать гребнегиб.
2) закрыть низкий отгиб фальца высоким.
3) поджать фальц с помошью молотка и бруска гребнегиба, который плотно прижимается к тыльной стороне фальцевого соединения (рис. 4).
Двойной
Также значительно облегчают работу гибочные станки, с помощью которых можно быстро и легко загнуть кромку для придания ей необходимого профиля. Двойной стоячий фальц — это самый применяемый метод для стыковки двух соседних полотен кровли. А фальцевая кровля — один из самых распространенных видов кровельного покрытия.
Изготовление этого фальцевого соединения начинают с создания углового стоячего фальца, после чего его загибают вниз на 90°. Для компенсации температурных деформаций в основании фальцевой конструкции оставляют зазор шириной от 3 до 5 мм.
 Рис. 5
Рис. 5
Так как для получения двойного профиля приходится увеличить число рабочих операций, то, соответственно, увеличивается и время монтажа кровельного покрытия. Но эти неудобства сполна компенсируются надежностью основательно закрытого фальца — ведь он обеспечивает герметичную целостность вашей кровли во время выпадения осадков.
Реечный
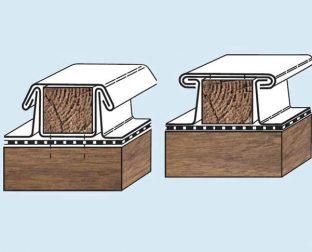 Рис. 6
Рис. 6
Реечный фальц по своей сути напоминает двойной вертикальный, но, в отличие от него, имеет более широкую стыковочную кромку за счет использования деревянного бруска.
Подогнутые части кровельных листов поднимаются по бокам бруска и крепятся либо здесь же (бельгийский вариант), либо на поверхности бруска (немецкий вариант). Особенность применения такого фальцевого соединения заключается в том, что его можно использовать только на крышах с уклоном более 3°, иначе накопившаяся на поверхности вода проникнет в подкровельные конструкции.
Самозащелкивающийся фальц
Российскими специалистами разработана уникальная схема крепления шва — самозащелкивающийся фальц (рис. 7). Это изобретение превосходит по технологичности все зарубежные аналоги. Применение «защелки» экономит время монтажа кровли и не нуждается в специальном фальцующем оборудовании.
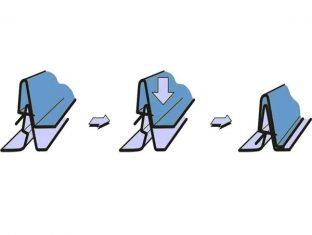 Рис. 7
Рис. 7
На кровельном полотне имеются два фигурных профиля, выполненные таким образом, что один из них выступает в качестве основания защелки, а второй играет роль ее крышки. Профиль с крышкой защелки одного полотна защелкивается на профиле основания другого полотна простым нажатием сверху. Таким образом формируется прочный и надежный фальцевый замок. На защелкивание системы замков вы потратите всего несколько секунд. А это означает заметное сокращение времени, необходимого на монтаж всей кровли.
К достоинствам фальца–«защелки» относятся:
- водонепроницаемость замкового соединения: не нужна дополнительная герметизация;
- простота сборки и разборки кровельных листов: не нужны профессиональные навыки, и можно обойтись без специального инструмента;
- единая панель на весь скат кровли, без дополнительных стыков;
- нечувствительность к термическим расширениям металла, что исключает деформацию кровельных полотен;
- доступная цена кровельного материала и монтажных работ;
- скорость в установке кровли;
- особая прочность соединения.
Фальцевая кровля невероятно популярна в малоэтажном строительстве. Ее признают одновременно простой, надежной и качественной конструкцией. Немаловажную роль играет и доступная цена. Если вы владелец частного дома, — возможно, это был и ваш выбор. Мы будем признательны за ваш рассказ о том, каким способом вы крыли крышу, и какой вид фланцевого соединения использовали при ее монтаже.
Историческая справка
Раньше выпуск книг в твердом переплете был технологически сложным и трудоемким. Требовалось дорогостоящее массивное оборудование, квалифицированный персонал. Далеко не все типографии могли себе это позволить. Спрос на издания в твердой обложке постепенно падал — они были громоздкими, неудобными в использовании и транспортировке. Это привело к замедлению темпов развития книжного дела.
 Твердый переплет было выгодно делать для коллекционных изданий и малых тиражей
Твердый переплет было выгодно делать для коллекционных изданий и малых тиражей
Вместе с тем читатели не были готовы переходить на хлипкие, непримечательные издания в мягкой обложке. В этот момент полиграфисты обратились к технологии изготовления интегральной переплетной крышки. На тот момент она уже была известна, однако не пользовалась популярностью вплоть до 80-х годов прошлого века.
Изобретением интегральной обложки мир обязан господину де Гаю (d’Huy). Президент голландской ассоциации производителей книг (отсюда второе название — голландский переплет) запатентовал технологию в 1949 году.
Интегральной обложку назвал Эрнст Рихтер, специалист в книжном деле. Он руководствовался сущностью понятия: integral означает «цельный», «единый». В этом заключается особенность переплета — он, в отличие от мягкого или твердого, состоит из одной детали.
Что такое фальцовка

Фальцовка – это процесс выполнения сгиба печатного листа путем его складывания. Название метода (Falzen) происходит от немецкого Falz, что означает «сгиб». Фальцевание выполняется механическим способом при помощи прижимных валов. Это позволяет получить ровный и стабильный сгиб, который называется фальц.
Фальцовку бумаги применяют для изготовления разных видов полиграфической продукции. В том числе ее используют при производстве открыток, буклетов, тетрадей, брошюр и т.д.
В полиграфии применяют разные виды фальцовки, которые классифицируют по числу и взаимному расположению сгибов. Количество сгибов может быть от одного до четырех. По их взаимному положению выделяют такие типы фальцовки бумаги:
- Параллельная – с параллельным положением сгибов («гармошка»).
- Перпендикулярная – с перпендикулярным положением сгибов. При этом количество фальцев определяется числом страниц, расположенных на одном листе: при одном фальце формируется 4 страницы, при двух фальцах – 6 страниц и т.д.
- Комбинированная – применяются параллельные и перпендикулярные фальцы. Это способ получил название «оконный».
Фальцовку используют при брошюровке полиграфической продукции, которую изготавливают из бумаги плотностью до 170 г/м².
В большинстве случаев в типографии выполняют автоматическую фальцовку полиграфической продукции на современном оборудовании. Это позволяет значительно повысить производительность. При выполнении штучных заказов на изготовление эксклюзивных изделий может использоваться ручная фальцовка.
Преимущества и недостатки фальцевой кровли
Поскольку фальцевая кровля является продуктом металлопроката, то нет ничего удивительного, что она имеет свои сильные и слабые стороны.
Достоинства фальцевых систем выражены в следующих показателях.
- Долговечность. Безусловно, это вопрос спорный, но благодаря цинкованию и другим мерам по защите от коррозии удалось значительно повысить срок службы металла, который сам по себе достаточно сильно подвержен окислению.
- Скрытая система фиксации является дополнительной гарантией от протечек.
- Малый вес покрытия не требует усиления несущих конструкций.
- Гибкость сырья, лёгкость в обработке и несколько вариантов монтажа позволяют использовать металлические панели на сложных кровельных конструкциях.
- Простота ремонта и хорошая антикоррозийность.
- Разнообразие текстур и расцветок, а также гладкость и красота покрытия.
На этом, пожалуй, достоинства заканчиваются. Рассмотрим недостатки, среди которых:
- плохая шумоизоляция, что, правда, можно исправить прокладкой звукоизоляционных уплотнителей;
- способность накапливать электричество, отчего при монтаже необходимо предусмотреть молниезащиту, хотя в этом вопросе нужен совет специалиста, чтобы по незнанию не усугубить поражающие факторы;
- малая сопротивляемость механическим повреждениям;
- а также то, что простая оцинковка смотрится не слишком презентабельно, а медные и цинковые покрытия стоят дорого.
Видео: достоинства и недостатки фальцевой кровли
https://youtube.com/watch?v=t9wVP8JY_Z4
Грохот фальцевой кровли — основная причина отказа от её использования. Хотя от ветра шумит любое металлическое покрытие и поводов для этого много. С ними нужно разбираться в каждом конкретном случае. Чтобы устранить или существенно уменьшить шум металлических полотен, специалисты рекомендуют сделать несколько важных доработок.
- Исключить возможность передачи вибрации снаружи внутрь дома по элементам стропильной системы. Для этого нужно уложить звукоизолирующий материал с хорошими акустическими свойствами под каждую рейку (брус) контробрешётки и обрешётки, чтобы плотно связать их с несущим каркасом.
- Использовать для фиксации контробрешётки, обрешётки и лобовых досок исключительно саморезы, которые не ослабляют крепление при усыхании древесины.
- Применить изоляционные уплотнители в торцевых, карнизных и коньковых узлах, а также вдоль центральной оси панелей с изнаночной стороны, чтобы понизить силу шумовой волны при прохождении через центр провисания металла.
- Уложить качественный утеплитель с высокими звукоизоляционными свойствами и правильно рассчитать его толщину согласно особенностям региональных температур.
Сборный тираж – секрет для клиента
В типографском деле есть такое понятие, как сборный тираж.
Например, одному заказчику требуется 1000 листов А4, другому – 1000 листов А5,
третьему – 2000 А6, а четвертому – 1000 А3. В этом случае специалисты могут
создавать сборные тиражи, продавая место на листе значительно дешевле, чем
стоила бы самостоятельная печать 1000 экземпляров, например А4 формата.
Все потому, что, как говорилось выше, печать идет крупными
форматами А2 и выше. Как раз на 1 лист А2 лягут: 1 лист А3, 1 лист А4, 1 лист
А5 и 2 листа А6 (ведь каждый из форматов кратен последующему, например, на
одном А4 помещается 2 А5, и т. п.). Соответственно, запустив тираж в 1000
А2, мы получим желаемые типы продукции.
Потому, если клиент хочет удешевить цену своего заказа, он
может осведомиться о наличии места в сборном тираже. То же можно сделать, если
очень важна срочная печать совсем маленькой продукции (например, визиток). Ее
могут доложить к другому изделию.
Итак, мы выяснили, что типография – есть производство (этот термин не изменен), а полиграфия – отрасль промышленности, а также виды печатной продукции. Вот в чем и есть главное различие двух понятий.
Ролевые машины
Стоит отметить, что существует еще один тип фальцевальных машин — это ротационные. Однако принцип их работы существенно отличается от двух предыдущих. Наибольшее отличие — это качество фальцовки. Тетради, выпущенные таким агрегатом, обычно отличаются худшим качеством. Объясняется такой недостаток тем, что ротационные фальцевальные машины работают на слишком больших скоростях, что не позволяет добиться совпадения полос в тетради на смежных страницах.
Однако необходимо понимать, что и кассетные, и ножевые агрегаты также обладают своими недостатками и преимуществами. К преимуществам ножевых типов машин можно отнести то, что они всегда обеспечивают высокую точность готовой продукции, что позволяет соблюдать все технические требования, которые предъявляются к сфальцованным изделиям. К тому же точность операции никак не зависит от плотности бумаги.

Преимуществом же кассетной машины является то, что расположение фальцев в тетради будет также иметь высокую точность. Этот показатель также гарантирует высокую точность и минимальные отклонения, которые могут быть допущены. Однако все относится лишь к процессу, в котором будет использоваться бумага определенных типов.
Технологии и методы

В зависимости от типа выпускаемой продукции и дальнейшей цели ее использования применяют различные виды фальцовки. Наиболее распространенный и легкий способ, предусмотренный для дешевых изделий — складывание в один сгиб. Он подходит для справочных брошюр, инструкций и прочей листовой полиграфии.
Более солидные и оригинальные рекламные материалы обрабатываются другим способом — складываются «гармошкой». Такое фальцевание используется, если необходимо на листе маленького размера компактно разместить большой объем информации (например, рекламные буклеты или каталоги товаров).
Полиграфическая продукция с краями листов, сложенными внутрь, также выглядит довольно оригинально и привлекает внимание. А вот фальцовка перпендикулярная — редкий способ, подходит только для листов с широкоформатной печатью (географические карты, схемы)
Фальцевально-склеивающая машина
В настоящее время функционирует компания с названием BOBST, которая занимается производством такого типа машин с далекого 1942 года. Первый агрегат этой компании — PCR 382. Начиная с этой машины и до сегодняшнего дня в компании функционирует большой научно-исследовательский штаб, а также проводятся опытно-конструкторские работы. Все эти подразделения нацелены на улучшение уже существующих фальцевально-склеивающих машин.
Стоит отметить, что процесс фальцевания — это один из необходимых и важнейших процессов в полиграфии, который относят к послепечатной обработке. Однако если сейчас используются механизированные агрегаты, то ранее применялись ручные фальцевальные машины. Но стоит понимать, что производительность человека в разы ниже, чем машины. К тому же человек не способен осуществить нужное количество операций за определенный срок. Поэтому ручные варианты этих машин используются лишь для конкретных целей и очень ограниченного тиража какого-либо издания.