Гост 30893.2-2002. основные нормы взаимозаменяемости. общие допуски. допуски формы и расположения поверхностей, не указанные индивидуально
Содержание:
- Допуски цилиндричности, круглости, профиля продольного сечения
- 2 Нормативные ссылки[править]
- Допуски радиального биения и полного радиального биения. Допуски соосности, симметричности, пересечения осей в диаметральном выражении.
- Допуски соосности, симметричности и пересечения осей в радиусном выражении.
- НАЗНАЧЕНИЕ РАЗМЕРОВ И ДОПУСКОВ ДЛЯ НЕЖЕСТКИХ ДЕТАЛЕЙ
- 4 Основные положения
- ПРИЛОЖЕНИЕ А (обязательное)
- 1 Область применения
- 5 Общие допуски формы
- 1 Область применения
- Допуски плоскостности и прямолинейности
- 4 Общие положения
- ПРИЛОЖЕНИЕ А (обязательное). Дополнительные варианты назначения предельных отклонений линейных размеров с неуказанными допусками
- 2 Нормативные ссылки
- Допуски параллельность, перпендикулярности, наклона, торцевого биения и полного торцевого биения
- Взаимозаменяемость
Допуски цилиндричности, круглости, профиля продольного сечения
| Интервалы номинальных размеров, мм |
степень точности | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| мкм | мм | |||||||||||||||
| ≤ 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 0,08 | 0,12 | 0,2 | 0,3 |
|
> 3 ≤ 10 |
0,4 | 0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 0,1 | 0,16 | 0,25 | 0,4 |
| > 10 ≤ 18 |
0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 0,12 | 0,2 | 0,3 | 0,5 |
| > 18 ≤ 30 |
0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 0,16 | 0,25 | 0,4 | 0,6 |
| > 30 ≤ 50 |
0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 12 | 0,2 | 0,3 | 0,5 | 0,8 |
| > 50 ≤ 120 |
1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 0,25 | 0,4 | 0,6 | 1 |
| > 120 ≤ 250 |
1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 0,3 | 0,5 | 0,8 | 1,2 |
| > 250 ≤ 400 |
1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 0,4 | 0,6 | 1 | 1,6 |
| > 400 ≤ 630 |
2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 0,5 | 0,8 | 1,2 | 2 |
| > 630 ≤ 1000 |
2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 0,6 | 1 | 1,6 | 2,5 |
| > 1000 ≤ 1600 |
3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 0,8 | 1,2 | 2 | 3 |
| > 1600 ≤ 2500 |
4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1 | 1,6 | 2,5 | 4 |
Примечание. Под номинальным размером понимается номинальный
диаметр поверхности
2 Нормативные ссылки[править]
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.052—2006 Единая система конструкторской документации. Электронная модель изделия. Общие положения
ГОСТ 2.308—2011 Единая система конструкторской документации. Указание допусков формы и расположения поверхностей
ГОСТ 2.414—75 Единая система конструкторской документации. Правила выполнения чертежей жгутов, кабелей и проводов
ГОСТ 2.417—91 Единая система конструкторской документации. Платы печатные. Правила выполнения чертежей
ГОСТ 2.419—68 Единая система конструкторской документации. Правила выполнения документации при плазовом методе производства
ГОСТ 6636—69 Основные нормы взаимозаменяемости. Нормальные линейные размеры
ГОСТ 25346—89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ 25347—82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 25348—82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм.
ГОСТ 25349—88 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков деталей из пластмасс
ГОСТ 30893.1—2002 (ИСО 2768-1—89) Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Допуски радиального биения и полного радиального биения. Допуски соосности, симметричности, пересечения осей в диаметральном выражении.
| Интервалы номинальных размеров, мм |
степень точности | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| мкм | мм | |||||||||||||||
| ≤ 3 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 12 | 0,2 | 0,3 | 0,5 | 0,8 |
|
> 3 ≤ 10 |
1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 0,25 | 0,4 | 0,6 | 1 |
| > 10 ≤ 18 |
1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 0,3 | 0,5 | 0,8 | 1,2 |
| > 18 ≤ 30 |
1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 0,4 | 0,6 | 1 | 1,6 |
| > 30 ≤ 50 |
2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 0,5 | 0,8 | 1,2 | 2 |
| > 50 ≤ 120 |
2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 0,6 | 1 | 1,6 | 2,5 |
| > 120 ≤ 250 |
3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 0,8 | 1,2 | 2 | 3 |
| > 250 ≤ 400 |
4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1 | 1,6 | 2,5 | 4 |
| > 400 ≤ 630 |
5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 800 | 1,2 | 2 | 3 | 5 |
| > 630 ≤ 1000 |
6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1000 | 1,6 | 2,5 | 4 | 6 |
| > 1000 ≤ 1600 |
8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 800 | 1200 | 2 | 3 | 5 | 8 |
| > 1600 ≤ 2500 |
10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1000 | 1600 | 2.5 | 4 | 6 | 10 |
Примечание.
При назначении допусков радиального 6иения и полного радиального
биения под номинальным размером понимается номинальный диаметр рассматриваемой
поверхности.
При назначении допуска соосности, симметричности, пересечения
осей под номинальным размером понимается номинальный диаметр рассматриваемой
поверхности вращения или номинальный размер между поверхностями, образующими
рассматриваемый симметричный элемент. Если база не указывается, то допуск
определяется по элементу с большим размером.
Допуски соосности, симметричности и пересечения осей в радиусном выражении.
| Интервалы номинальных размеров, мм |
степень точности | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| мкм | мм | |||||||||||||||
| ≤ 3 | 0,4 | 0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 0,1 | 0,16 | 0,25 | 0,4 |
|
> 3 ≤ 10 |
0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 0,12 | 0,2 | 0,3 | 0,5 |
| > 10 ≤ 18 |
0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 0,16 | 0,25 | 0,4 | 0,6 |
| > 18 ≤ 30 |
0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 12 | 0,2 | 0,3 | 0,5 | 0,8 |
| > 30 ≤ 50 |
1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 0,25 | 0,4 | 0,6 | 1 |
| > 50 ≤ 120 |
1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 0,3 | 0,5 | 0,8 | 1,2 |
| > 120 ≤ 250 |
1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 0,4 | 0,6 | 1 | 1,6 |
| > 250 ≤ 400 |
2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 0,5 | 0,8 | 1,2 | 2 |
| > 400 ≤ 630 |
2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 0,6 | 1 | 1,6 | 2,5 |
| > 630 ≤ 1000 |
3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 0,8 | 1,2 | 2 | 3 |
| > 1000 ≤ 1600 |
4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1 | 1,6 | 2,5 | 4 |
| > 1600 ≤ 2500 |
5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 800 | 1,2 | 2 | 3 | 5 |
Примечание.
Под номинальным размером понимается номинальный диаметр
рассматриваемой поверхности вращения или номинальный размер между поверхностями,
образующими рассматриваемый симметричный элемент. Если база не указывается, то
допуск определяется по элементу с большим размером.
НАЗНАЧЕНИЕ РАЗМЕРОВ И ДОПУСКОВ ДЛЯ НЕЖЕСТКИХ ДЕТАЛЕЙ
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и конструкторским институтом средств измерения в машиностроении (ОАО «НИИизмерения»)
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 23 от 22 мая 2003 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика Республика Армения Республика Беларусь Республика Казахстан Кыргызская Республика Российская Федерация Республика Таджикистан Туркменистан Республика Узбекистан Украина |
Азгосстандарт Арм госстандарт Госстандарт Республики Беларусь Госстандарт Республики Казахстан Кыргызстандарт Госстандарт России Т аджи кстан дарт Главгосслужба «Туркменстандартлары» Узгосстандарт Госпотребстандарт Украины |
3 Настоящий стандарт гармонизирован с международным стандартом ИСО 10579:1993 «Технические чертежи. Назначение размеров и допусков. Нежесткие детали» и содержит дополнительные требования, отражающие потребности экономики страны
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 10 декабря 2003 г. № 363-ст межгосударственный стандарт ГОСТ 30987—2003 (ИСО 10579:1993) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2005 г.
5 ВВЕДЕН ВПЕРВЫЕ
И ПК Издательство стандартов, 2004
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
4 Основные положения
4.1 Для нежестких деталей (элементов детали) размеры, геометрическая форма и расположение элементов в закрепленном состоянии (в технологическом, контрольно-измерительном оборудовании или в сборочной единице) и в свободном состоянии могут существенно различаться из-за влияния силы тяжести, ориентации детали, деформирующих усилий, гибкости материала, возникновения или снятия внутренних напряжений, вызванных обработкой, и др. В связи с этим допуски размеров, формы и расположения поверхностей на чертежах нежестких деталей должны сопровождаться указаниями условий, к которым эти допуски относятся. Для одних случаев может потребо-
Издание официальное
ваться назначение допусков в свободном состоянии, для других, в дополнение к ним или взамен них, — допуски в закрепленном состоянии.
4.2 Деталь по данному чертежу относится к разряду нежестких, если на чертеже имеется ссылка на настоящий стандарт в соответствии с 5.1.
4.3 Допуски размеров, формы и расположения в свободном состоянии в общем случае должны быть ограничены такими значениями, при которых возможно приведение нежесткой детали в соответствие с допусками, требуемыми для детали в закрепленном состоянии, с применением давлений или усилий, не превышающих значений, принятых для нормальных условий сборки. В случае назначения допусков в свободном состоянии при необходимости должны оговариваться условия, при которых должен соблюдаться данный допуск (направление силы тяжести, опоры и их размещение и т. д.).
4.4 При назначении допусков для нежестких деталей в закрепленном состоянии должны быть установлены элементы, по которым производится закрепление детали, и усилия закрепления. Условия закрепления (базы, усилия и т. и.) следует устанавливать исходя из условий сборки и функционирования детали. Эти условия должны применяться при контроле деталей, отнесенных на чертеже к нежестким, кроме тех случаев, когда размеры и допуски указаны для свободного состояния с помощью специального символа по 5.1.
ПРИЛОЖЕНИЕ А (обязательное)
Отклонения формы, ограничиваемые полем допуска размера или допусками ориентации
А.1 Для элементов с указанными на чертеже предельными отклонениями размеров и неуказанными допусками формы допускаются любые отклонения формы в пределах поля допуска размера рассматриваемого элемента.
Условия, ограничивающие отклонения формы, соответствуют определению предельных размеров по ГОСТ 25346.
А.2 Отклонения формы, ограничиваемые полем допуска размера, и наибольшие значения этих отклонений, возможные при полном использовании допуска размера, приведены в .
Таблица А.1
|
Вид отклонения формы |
Допуск размера, ограничивающий отклонение формы |
Рисунок |
EFmax |
|
1 Отклонение от цилиндричности, круглости и профиля продольного сечения |
Допуск диаметра цилиндрической поверхности ITd |
EFmax = ITd |
|
|
2 Отклонение от плоскостности и прямолинейности |
а) Допуск размера (ширины, толщины) рассматриваемого элемента ITh, |
EFmax = ITh |
|
|
б) Допуск размера между рассматриваемой плоскостью (прямой) и другой плоскостью ITh |
|||
|
Примечание— В таблице приняты следующие обозначения: ЕFтах— наибольшее значение отклонения формы, возможное при полном использовании допуска размера; IT с индексом — допуск размера, указанного индексом. |
A3 Ограничение отклонений формы допуском размера возможно при следующих условиях контроля размера:
— для цилиндрических и плоских элементов (пункты 1 и 2, перечисление а) ) размер элемента (d или h) должен контролироваться по пределу максимума материала (проходному пределу) средством, измерительная поверхность которого имеет форму парной соединяемой детали и длину, равную длине соединения, по пределу минимума материала (непроходному пределу) — двухточечным средством во всех1) точках поверхности или линии;
— для плоских поверхностей (пункт 2, перечисление б) ) размер h (между рассматриваемой поверхностью (прямой) и другой поверхностью, принимаемой за базу) должен контролироваться во всех1) точках рассматриваемой поверхности или линии. Отклонения формы поверхности, принятой за базу при контроле, не выявляются, т.к. эта поверхность заменяется прилегающей плоскостью. При необходимости ее отклонения формы нормируют отдельно.
________
1) Допускается контроль в некоторых характерных точках.
А.4 Для частных видов отклонений формы, указанных в пункте 1 , таких как овальность, огранка с четным числом граней, кону сообразность, бочкообразность и седлообразность, наибольшее возможное отклонение формы равно 0,5 ITd.
А.5 Приведенные в наибольшие отклонения формы учитываются при анализе их влияния на работу изделия и оценке необходимости в назначении отдельного, более жесткого допуска формы. Однако они не должны использоваться изготовителем в качестве допуска формы, т.к. при этом не будет запаса на другие составляющие допуска размера (смещение настройки станка на размер, температурные изменения размера и др.).
А.6 Для элементов, для которых индивидуально указаны допуски ориентации (параллельности, перпендикулярности, наклона), общий допуск плоскостности или прямолинейности равен допуску ориентации, но не должен превышать значений .
А.7 На зарубежных чертежах и в другой технической документации требования по ограничению отклонений формы, установленные в , предполагаются в следующих случаях:
— на чертежах, содержащих ссылку на стандарт ИСО 8015 типа «Tolerancing ISO 8015» («Нанесение допусков по ИСО 8015»):
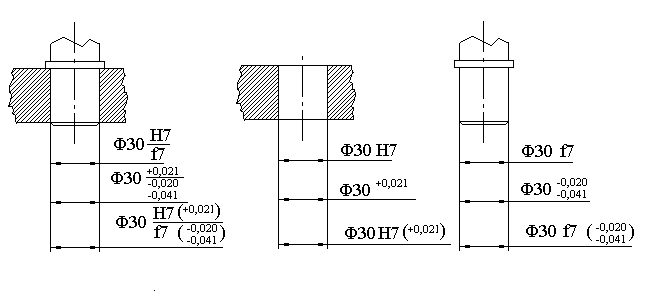
для элементов, у которых размер с указанными предельными отклонениями дополнен символом (Е), например 40 Н7(Е);
для всех элементов с указанными отклонениями размеров и неуказанными допусками формы, если ссылка на общие допуски дополнена буквой Е, например:
|
«Tolerancing ISO 8015 |
(Нанесение допусков по ИСО 8015 |
|
General tolerances ISO 2768-тК-Е»; |
Общие допуски по ИСО 2768 тК-Е) |
— на чертежах, не содержащих ссылку на стандарт ИСО 8015, для элементов с указанными предельными отклонениями размеров и неуказанными допусками формы.
1 Область применения
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, или детали, изготовленные формообразованием из листового металла, и устанавливает общие допуски для линейных и угловых размеров, если эти допуски не указаны непосредственно у номинальных размеров.
Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием или формообразованию из листового материала, если они не предусмотрены другими стандартами и пригодны для указанных деталей.
Дополнительные требования, отражающие потребности экономики страны, выделены курсивом (см. таблицу и приложение ).
5 Общие допуски формы
5.1 Отклонения формы для элементов с указанными на чертеже предельными отклонениями размеров в соответствии с ГОСТ 25346 должны быть ограничены в пределах поля допуска размера ().
5.2 Общие допуски прямолинейности и плоскостности для элементов с не указанными на чертеже предельными отклонениями (общими допусками) размеров приведены в .
Дополнительные требования по ограничению общего допуска прямолинейности и плоскостности для элементов с указанными на чертеже допусками ориентации (параллельности, перпендикулярности, наклона) приведены в .
Размеры в миллиметрах
|
Класс точности |
Общие допуски прямолинейности и плоскостности для интервалов номинальных длин |
|||||
|
до 10 |
св. 10 до 30 |
св. 30 до 100 |
св. 100 до 300 |
св. 300 до 1000 |
св. 1000 до 3000 |
|
|
Н |
0,02 |
0,05 |
0,1 |
0,2 |
0,3 |
0,4 |
|
К |
0,05 |
0,1 |
0,2 |
0,4 |
0,6 |
0,8 |
|
L |
0,1 |
0,2 |
0,4 |
0,8 |
1,2 |
1,6 |
|
Примечание — Допуск прямолинейности выбирается исходя из длины элемента, а плоскостности — по длине большей стороны поверхности или ее диаметру, если поверхность ограничена круговым контуром. |
5.3 Общий допуск круглости для элементов с не указанными на чертеже предельными отклонениями размеров равен допуску на диаметр, но не должен превышать общего допуска на радиальное биение (6.4).
1 Область применения
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, и устанавливает общие допуски формы и расположения для тех элементов, для которых на чертеже эти допуски не указаны индивидуально (неуказанные допуски формы и расположения).
Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием, если они не предусмотрены другими стандартами и пригодны для этих деталей.
Дополнительные требования, отражающие потребности экономики страны, выделены курсивом (см. ).
Допуски плоскостности и прямолинейности
| Интервалы номинальных размеров, мм |
степень точности | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| мкм | мм | |||||||||||||||
| ≤ 10 | 0,25 | 0,4 | 0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 0,06 | 0,1 | 0,16 | 0,25 |
| >10≤ 16 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 0,08 | 0,12 | 0,2 | 0,3 |
| > 16 ≤ 25 | 0,4 | 0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 0,1 | 0,16 | 0,25 | 0,4 |
| > 25 ≤ 40 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 0,12 | 0,2 | 0,3 | 0,5 |
| > 40≤ 63 | 0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 0,16 | 0,25 | 0,4 | 0,6 |
| > 63 ≤ 100 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 0,2 | 0,3 | 0,5 | 0,8 |
| > 100 ≤ 160 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 0,25 | 0,4 | 0,6 | 1 |
| > 160 ≤ 250 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 0,3 | 0,5 | 0,8 | 1,2 |
| > 250 ≤ 400 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 0,4 | 0,6 | 1 | 1,6 |
| > 400 ≤ 630 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 0,5 | 0,8 | 1,2 | 2 |
| > 630 ≤ 1000 |
2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 0,6 | 1 | 1,6 | 2,5 |
| > 1000 ≤ 1600 |
3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 0,8 | 1,2 | 2 | 3 |
| > 1600 ≤ 2500 |
4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1 | 1,6 | 2,5 | 4 |
| > 2500 ≤ 4000 |
5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 800 | 1,2 | 2 | 3 | 5 |
| > 4000 ≤ 6300 |
6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1000 | 1,6 | 2,5 | 4 | 6 |
| > 6300 ≤ 10000 |
8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 800 | 1200 | 2 | 3 | 5 | 8 |
Примечание. Под номинальным размером понимается номинальная длина
нормируемого участка Если нормируемый участок не задан, то под номинальным
размером понимается номинальная длина большей стороны поверхности или
номинальный больший диаметр торцевой поверхности.
4 Общие положения
4.1 Общие допуски формы и расположения поверхностей по настоящему стандарту применяются, если на чертеже или в другой технической документации имеется ссылка на настоящий стандарт в соответствии с .
Принципы назначения общих допусков формы и расположения изложены в .
4.2 Общие допуски формы и расположения установлены по трем классам точности. При выборе класса точности следует учитывать обычную точность соответствующего производства. Если необходимы меньшие допуски или допустимы и экономически выгодны большие допуски, то эти допуски должны быть указаны непосредственно для соответствующих элементов согласно ГОСТ 2.308.
4.3 Значения общих допусков формы и расположения применяются независимо от действительных размеров рассматриваемых и базовых элементов (допуски являются независимыми).
4.4 Общие допуски цилиндричности, профиля продольного сечения, наклона, перекоса осей, позиционные, полного радиального и полного торцового биения, формы заданного профиля и формы заданной поверхности не устанавливаются. Отклонения этих видов косвенно ограничиваются допусками на линейные и угловые размеры или другими видами допусков формы и расположения, в том числе и общими. Если такого ограничения недостаточно, то перечисленные виды допусков должны указываться на чертеже непосредственно для соответствующих элементов.
ПРИЛОЖЕНИЕ А (обязательное). Дополнительные варианты назначения предельных отклонений линейных размеров с неуказанными допусками
ПРИЛОЖЕНИЕ А(обязательное)
______________* В бумажном оригинале наименование Приложения А выделено курсивом. — Примечание изготовителя базы данных.
A.1 Настоящее приложение устанавливает дополнительные варианты предельных отклонений линейных размеров с неуказанными допусками, нашедшие применение в промышленности.
Кроме симметричных предельных отклонений, установленных в основной части стандарта, в дополнение к ИСО 2768-1 допускается применение односторонних предельных отклонений для размеров отверстий и валов по квалитетам
ГОСТ 25346 и
ГОСТ 25348 (дополнительный вариант 1) или классам точности настоящего стандарта (дополнительный вариант 2) в соответствии с таблицей А.1.
Назначение дополнительных вариантов предельных отклонений линейных размеров с неуказанными допусками при новом проектировании рекомендуется ограничить.
Таблица A.1 — Дополнительные варианты неуказанных предельных отклонений линейных размеров
|
Дополнительный вариант |
Класс точности |
Обозначения предельных отклонений |
||
|
размеров отверстий |
размеров валов |
размеров элементов, не относящихся к отверстиям и валам |
||
|
Точный |
12 |
12 |
Или ±IT12/2) |
|
|
Средний |
14 |
14 |
Или ±IT14/2) |
|
|
Грубый |
16 |
16 |
(или ±IT16/2) |
|
|
Очень грубый |
17 |
17 |
(или ±IT17/2) |
|
|
Точный |
+ |
— |
||
|
Средний |
+ |
— |
||
|
Грубый |
+ |
— |
||
|
Очень грубый |
+ |
— |
A.2 Предельные отклонения по квалитетам (,, ±IT/2) должны соответствовать ГОСТ 25346 и ГОСТ 25348 .
Симметричные предельные отклонения по классам точности () должны соответствовать приведенным в таблице 1, при этом обозначение соответствует обозначению , , , .Односторонние предельные отклонения (+, -) должны соответствовать приведенным в таблице A.2.
Таблица A.2 — Односторонние предельные отклонения линейных размеров, кроме притупленных кромок (наружных радиусов скругления и высот фасок, см. таблицу 2) по классам точности
|
Размеры в миллиметрах |
||||||||||||
|
Класс точности |
Обозначение предельных отклонений |
Предельные отклонения для интервалов номинальных размеров |
||||||||||
|
от 0,5 до 3 |
св. 3 до 6 |
св. 6 до 30 |
св. 30 до 120 |
св. 120 до 400 |
св. 400 до 1000 |
св. 1000 до 2000 |
св. 2000 до 4000 |
св. 4000 до 6000 |
св. 6000 до 8000 |
св. 8000 до 10000 |
||
|
Точный |
+ |
+0,1 |
+0,1 |
+0,2 |
+0,3 |
+0,4 |
+0,6 |
+1,0 |
||||
|
— |
-0,1 |
-0,1 |
-0,2 |
-0,3 |
-0,4 |
-0,6 |
-1,0 |
|||||
|
Средний |
+ |
+0,2 |
+0,2 |
+0,4 |
+0,6 |
+1,0 |
+1,6 |
+2,4 |
||||
|
— |
-0,2 |
-0,2 |
-0,4 |
-0,6 |
-1,0 |
-1,6 |
-2,4 |
|||||
|
Грубый |
+ |
+0,4 |
+0,6 |
+1,0 |
+1,6 |
+2,4 |
+4,0 |
+6,0 |
||||
|
— |
-0,4 |
-0,6 |
-1,0 |
-1,6 |
-2,4 |
-4,0 |
-6,0 |
|||||
|
Очень грубый |
+ |
+1,0 |
+2,0 |
+3,0 |
+5,0 |
+8,0 |
+12,0 |
|||||
|
— |
-1,0 |
-2,0 |
-3,0 |
-5,0 |
-8,0 |
-12,0 |
А.3 Неуказанные предельные отклонения размеров притупленных кромок (наружных радиусов скругления и высот фасок) и угловых размеров для дополнительных вариантов должны соответствовать приведенным в таблицах 2 и 3 для соответствующих классов точности.
А.4 Ссылка на общие допуски с применением вариантов предельных отклонений линейных размеров, предусмотренных настоящим приложением, должна содержать номер настоящего стандарта и обозначения предельных отклонений согласно таблице А.1. Примеры (для класса точности средний):
Вариант 1:
«Общие допуски по
ГОСТ 30893.1: 14, 14, » или
«Общие допуски по
ГОСТ 30893.1: 14, 14, ±IТ14/2″
Вариант 2:
«Общие допуски по
ГОСТ 30893.1, , »
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.308-79 Единая система конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей
ГОСТ 24642-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения
ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ 30893.1-2002 Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
Допуски параллельность, перпендикулярности, наклона, торцевого биения и полного торцевого биения
| Интервалы номинальных размеров, мм |
степень точности | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| мкм | мм | |||||||||||||||
| ≤ 10 | 0,4 | 0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 0,1 | 0,16 | 0,25 | 0,4 |
|
>10 ≤ 16 |
0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 0,12 | 0,2 | 0,3 | 0,5 |
| > 16 ≤ 25 | 0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 0,16 | 0,25 | 0,4 | 0,6 |
| > 25 ≤ 40 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 0,2 | 0,3 | 0,5 | 0,8 |
| > 40≤ 63 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 0,25 | 0,4 | 0,6 | 1 |
| > 63 ≤ 100 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 0,3 | 0,5 | 0,8 | 1,2 |
| > 100 ≤ 160 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 0,4 | 0,6 | 1 | 1,6 |
| > 160 ≤ 250 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 0,5 | 0,8 | 1,2 | 2 |
| > 250 ≤ 400 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 0,6 | 1 | 1,6 | 2,5 |
| > 400 ≤ 630 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 0,8 | 1,2 | 2 | 3 |
| > 630 ≤ 1000 |
4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1 | 1,6 | 2,5 | 4 |
| > 1000 ≤ 1600 |
5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 800 | 1,2 | 2 | 3 | 5 |
| > 1600 ≤ 2500 |
6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1000 | 1,6 | 2,5 | 4 | 6 |
| > 2500 ≤ 4000 |
8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 800 | 1200 | 2 | 3 | 5 | 8 |
| > 4000 ≤ 6300 |
10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1000 | 1600 | 2.5 | 4 | 6 | 10 |
| > 6300 ≤ 10000 |
12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 800 | 1200 | 2000 | 3 | 5 | 8 | 12 |
Примечание.
При назначении допусков параллельности, перпендикулярности,
наклона под номинальным размером понимается номинальная длина нормируемого
участка или номинальная длина всей рассматриваемой поверхности (для допуска
параллельности — номинальная длина большей стороны), если нормируемый участок не
задан.
При назначении допусков торцевого биения под номинальным размером
понимается заданный номинальный диаметр или номинальный больший диаметр торцевой
поверхности.
При назначении допусков полного торцевого биения под номинальным
размером понимается номинальный больший диаметр рассматриваемой торцевой
поверхности.
Взаимозаменяемость
При конструировании различных машин и механизмов разработчики исходят из того, что все детали должны соответствовать требованиям возможности повторяемости, применяемости и взаимозаменяемости, а также быть унифицированными и соответствовать принятым стандартам. Одним из наиболее рациональных способов выполнения всех этих условий является применение на этапе проектирования максимально большого количества таких составных частей, выпуск которых уже освоен промышленностью. Это позволяет, ко всему прочему, существенно сократить сроки разработки и затраты на нее. При этом необходимо обеспечивать высокую точность взаимозаменяемых комплектующих изделий, узлов и деталей в части их соответствия геометрическим параметрам.
С помощью такого технического метода, как модульная компоновка, являющаяся одним из способов стандартизации, удается эффективно обеспечить взаимозаменяемость узлов, деталей и агрегатов. Помимо этого, она существенно облегчает ремонт, что серьезно упрощает работу соответствующего персонала (особенно в сложных условиях), и позволяет организовать поставки запасных частей.
Современное промышленное производство ориентировано, главным образом, на массовый выпуск изделий. Одним из его обязательных условий является своевременное поступление на сборочный конвейер таких компонентов готовых изделий, которые для их монтажа не требуют дополнительной подгонки. Помимо этого, должна быть обеспечена такая взаимозаменяемость, которая не отражается на функциональных и прочих характеристиках готовой продукции.