Сквозные отверстия под крепеж
Содержание:
- Как правильно установить анкерный болт с гайкой — пошаговая схема
- Как нарезать правильно
- Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
- Как устроен анкерный крепеж с гайкой?
- Параметры отверстия
- Выбор размера сверла
- Технология нарезания внутренней резьбы
- Методика нарезания
- Правила выбора крепежной оснастки
- Технология нарезания внутренней резьбы
- Основные размеры
- Приспособления
- Классификация метчиков и их сфера применения
- Формула подбора сверлильного инструмента
- Твердость материала
Как правильно установить анкерный болт с гайкой — пошаговая схема
Шаг 1: Диаметр отверстия под анкер
Перед тем, как высверлить отверстие под крепление, необходимо подобрать бур по бетону для перфоратора нужного диаметра. В этом случае в первую очередь руководствуйтесь размерами вашего крепления. Ни в коем случае не рекомендуется рассверливать отверстие, если втулка в него не входит. Лучше пройтись сверлом того же диаметра еще раз, и отверстие станет немного больше. Если рассверлить место крепежа сверлом большего диаметра, втулка может свободно в нем «гулять», при этом распорный механизм попросту не сможет выполнять удерживающие функции.
Шаг 2: Очистка места крепления от мусора
Не секрет, что после сверления в готовом отверстии остается мусор после работы перфоратором. Как раз эти крошки и пыль создают помеху при установке болта на место монтажа. Особенно трудно установить в неочищенное отверстие двухраспорный механизм, такой крепеж имеет втулку, которая немного шире обычной. Поэтому перед установкой качественно прочистите отверстие, в случае необходимости используйте строительный или бытовой пылесос.
Шаг 3: Правильная установка тяжелых элементов
После того, как вы вставили болт в отверстие, не спешите монтировать ваше устройство, при этом закручивать гайки, есть более практичное решение. После установки анкера, не навешивая изделие, затяните гаечным ключом болт до отказа. Затяжку нужно проводить до тех пор, пока шпилька не разопрет втулку, и крепление, так сказать, примет рабочий режим. После этого можно отдать гайку и на шпильки, которые уже прочно держатся в посадочном отверстии, установить прибор, и спокойно зажать его гайками.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
-
керосин — для алюминия.
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
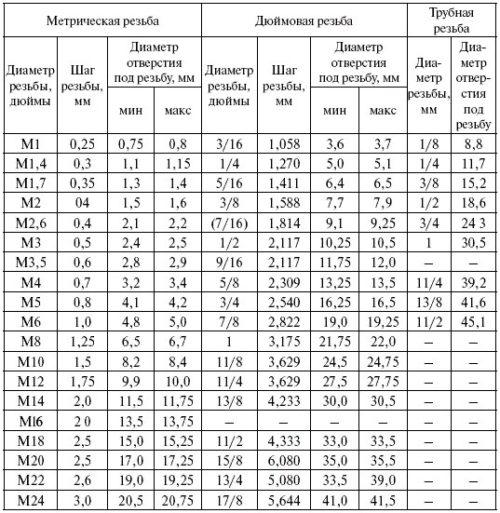
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Как устроен анкерный крепеж с гайкой?
Принимая во внимание тот факт, что данный крепежный механизм должен удерживать достаточно тяжелые элементы, он был тщательно продуман и переделан. Главным элементом конструкции в нем является распорная шпилька, которая имеет на одном конце форму конуса, на другом же конце нарезана метрическая резьба, на которую накручивается гайка
На шпильку по всей длине, кроме резьбовой части, надета специальная металлическая втулка с прорезями.
Работает данное устройство по принципу «распора», то есть, когда мы начинаем закручивать гайку, конусообразный конец входит во втулку и распирает ее в отверстии. Отличительной особенностью считается то, что такой анкер имеет литую шпильку, которая намного прочнее других анкерных конструкций. Ну, и, конечно, мы забыли упомянуть про гайку и в обязательном порядке стопорную шайбу, которые накручиваются со стороны резьбы. Шайба не позволяет при закручивании гайки углубляться в отверстие.
Сферы применения такого крепежа могут быть достаточно разными: от монтажа лестничных ограждений до тяжелых металлоконструкций. Самое популярное применение на сегодняшний день – это монтаж кронштейнов под кондиционер. Само устройство имеет достаточно приличный вес, поэтому использование такого крепления полностью оправдано.
Параметры отверстия
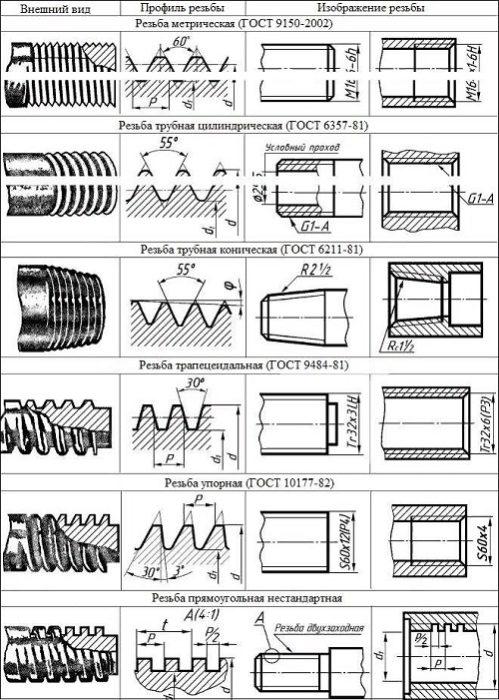
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
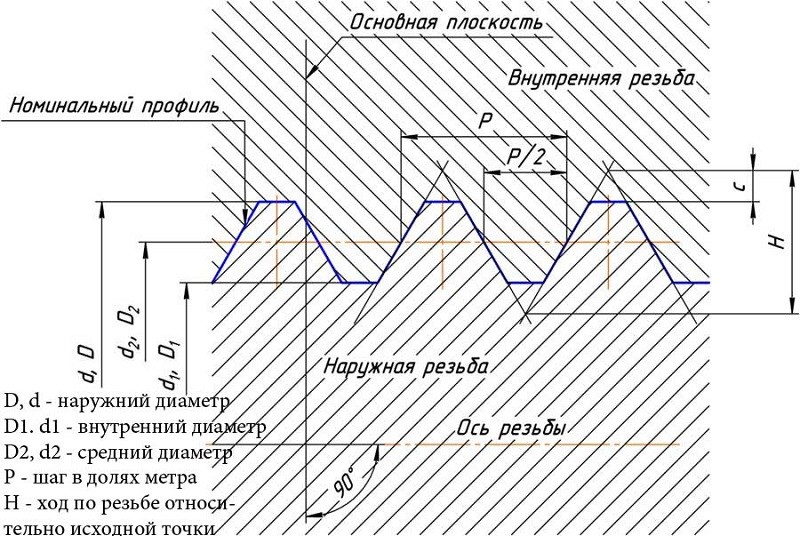
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
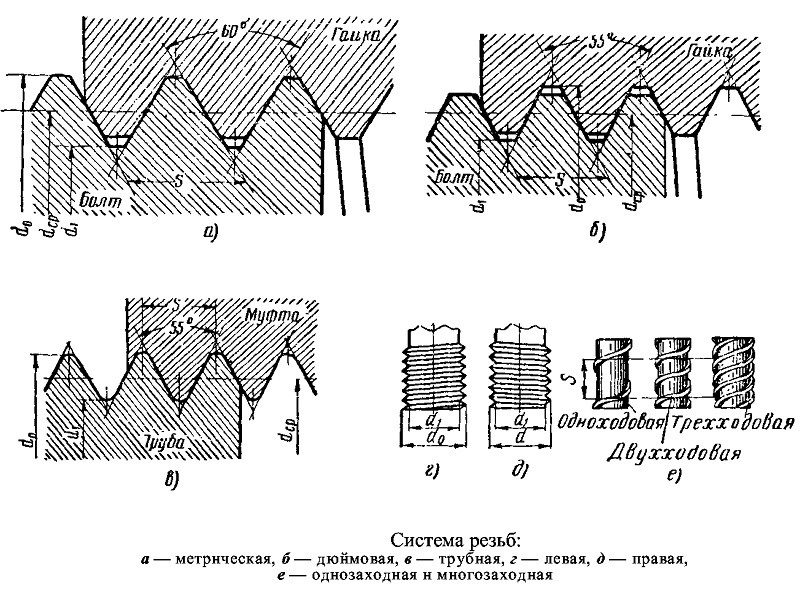
Система резьб
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки
Правила выбора крепежной оснастки
Чтобы правильно выбрать рамный анкер, требуется учитывать несколько важных технологических параметров и определённых факторов:
Обычно такие детали изготавливают из качественной углеродистой стали. Иногда используют латунь
Выбирая анкер, нужно обратить внимание на его поверхность. Она должна иметь цинковое антикоррозийное покрытие.
Латунные изделия не обладают высокой прочностью
Поэтому они покупаются для монтажа не очень тяжёлых предметов.
Размер рамного анкера зависит от массы изделия
При большом весе резьбовая шпилька должна иметь большой диаметр и большую длину.
Очень важно, чтобы толщина распорной втулки превышала 0,8 мм. Если этот размер будет меньше, крепление будет ненадёжным
Качество такого болта оставляет желать лучшего.
В действующих нормативных документах особо оговариваются важнейшие параметры таких болтов:
- Длина резьбы.
- Диаметр втулки.
Наиболее популярным диаметром втулки считается 8 мм. Он подходит к большинству строительных конструкций. Когда требуется создать более надёжное крепление, устанавливают рамные анкеры, у которых диаметр шпильки равен 10 мм. Такие детали рассчитаны на большие статические, а также динамические нагрузки.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
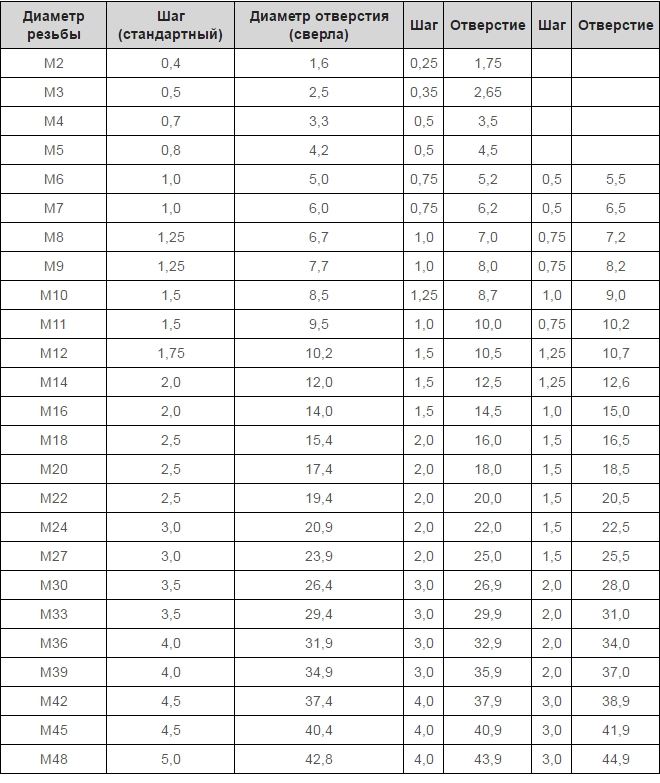
Таблица 1. Основные диаметры отверстий под метрическую резьбу
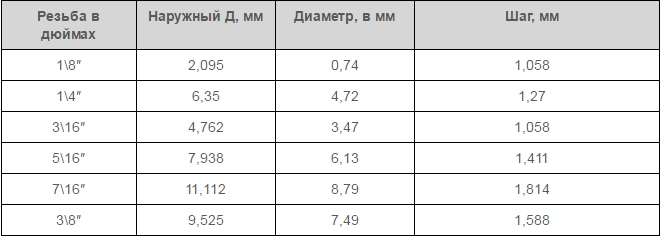
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. ДиаметрыСкачать
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
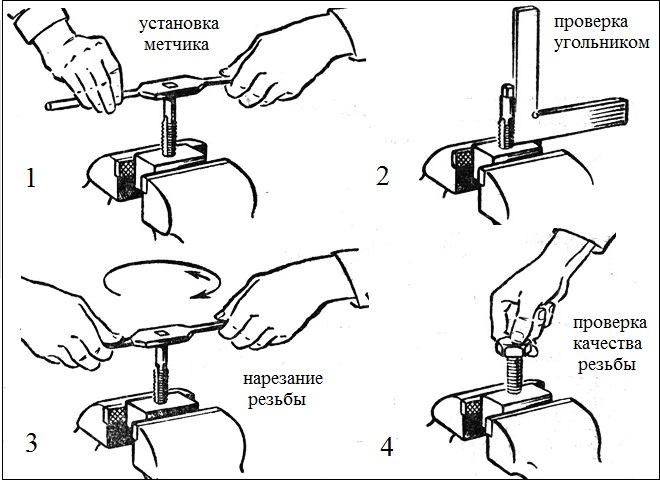
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Основные размеры
На евровинты ГОСТа не существует – их изготавливают, следуя таким европейским стандартам, как 3E122 и 3E120. Они имеют весьма обширный перечень размеров: 5х40, 5х50, 6,2×50, 6,4×50, 7×40, 7×48, 7х50, 7×60, 7×70 мм.

При работе с остальными конфирматами соблюдают следующий принцип: соразмерность диаметра отверстия под участок с выступами и диаметра стержня, при этом высота резьбы не учитывается. Другими словами:
- евровинт 5 мм – сверло 3,5 мм;
- евровинт 7 мм – сверло 5,0 мм.
Ассортиментный выбор еврошурупов не ограничивается представленным списком. Бывают даже такие необычные размеры, как 4×13, 6,3×13 мм.


Применение конфирматов без учета их характеристик непременно приведет к неприятностям. Без особых усилий можно испортить крупную деталь, неверно подобрав крепежный элемент
Выбор диаметра резьбы имеет особо важное значение. Толстые компоненты крепежа рвут мягкие материалы, такое нередко случается при работе с ДСП
Длина обязана гарантировать прочность крепления торца.


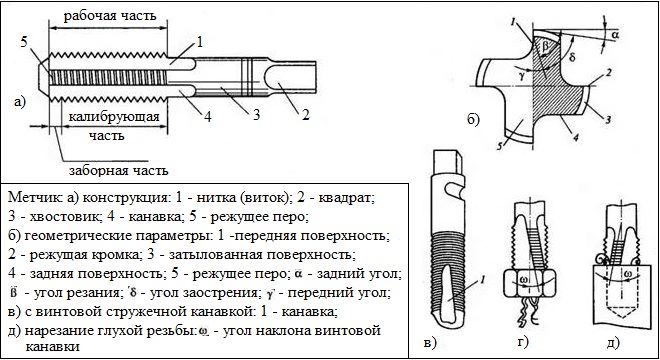
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
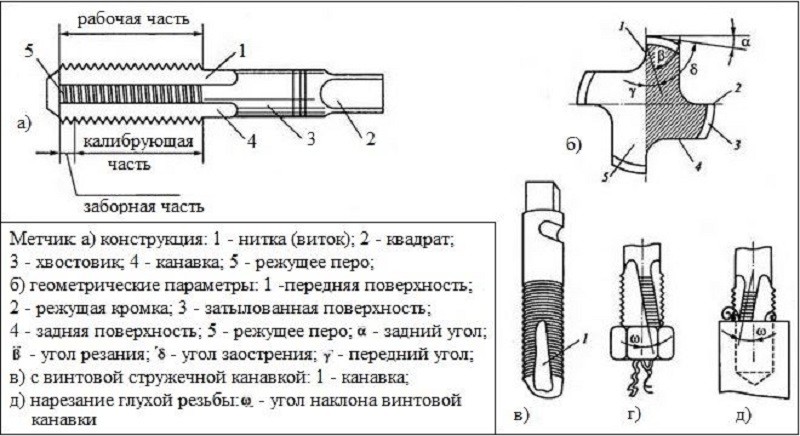
Устройство метчика
Метчики бывают:
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2ʺ, трубной – 1/8-2ʺ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
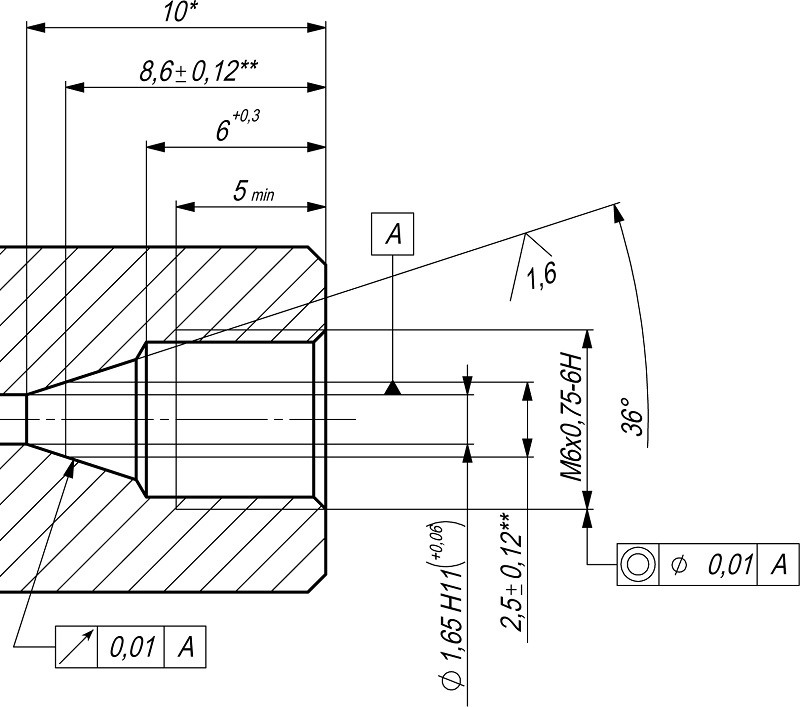
Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
Шаг резьбы
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
 Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Твердость материала
Твёрдость по Бринеллю – это характеристика, которая позволяет определить твёрдость материала.
Крепежи из нержавеющий стали тоже оснащены специальной маркировкой на верхушке крепления.
Вид стали А2 или А4 и предел прочности — 50, 70, 80, примеры: А2-70, А4-80. На крепления, которые имеют четко выраженную резьбу, наноситься цветная маркировка для A2 – зеленым цветом, для A4 – красным. Значение для предела текучести не указывается.
Максимальная текучесть для нержавеющих метизов, часто лишь справочное значение.
Текучесть в данном случае будет составлять 250 Н/мм2 для A2-70 и около 300 Н/мм2 для A4-80.
Приблизительное увеличение при этом будет не больше чем 40%. Иными словами, данный вид стали отменно меняет форму перед тем, как произойдёт непоправимая деформация.
Старые отечественные методы измерения по ГОСТ-у не позволяли уделить должное внимание максимально допустимым нагрузкам на болты, поэтому выпускаемые метизы были значительно ниже по качеству относительно современных. Крепление М12 с прочностью 8.8 размером d2 = 10,7мм и максимально продолжительностью сечения 89,87мм2
В этом случае максимально допустимая степень нагрузки будет: (8*8*10)*89,87 ;0) = 57520 Ньютон
Крепление М12 с прочностью 8.8 размером d2 = 10,7мм и максимально продолжительностью сечения 89,87мм2. В этом случае максимально допустимая степень нагрузки будет: (8*8*10)*89,87 ;0) = 57520 Ньютон.
Таблица нагрузок для болтов из углеродистой и из нержавеющей стали.
| ST-4.6 | ST-8.8 | А2-70 | А4-80 | |||||||
| РЕЗЬБА | d2, мм | Площадь по 62, тт2 | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М1 | 0,8 | 0,5 | 121 | 322 | 10 | 126 | 151 | |||
| М2 | 1,7 | 2,27 | 544 | 20 | 1 452 | 70 | 567 | 20 | 681 | 30 |
| М3 | 2,6 | 5,31 | 1 274 | 60 | 3 396 | 160 | 1 327 | 60 | 1 592 | 70 |
| М4 | 3,5 | 9,62 | 2 308 | 110 | 6 154 | 300 | 2 404 | 120 | 2 885 | 140 |
| М5 | 4,4 | 15,2 | 3 647 | 180 | 9 726 | 480 | 3 799 | 180 | 4 559 | 220 |
| М6 | 5,3 | 22,05 | 5 292 | 260 | 14 112 | 700 | 5 513 | 270 | 6 615 | 330 |
| М8 | 7,1 | 39,57 | 9 497 | 470 | 25 326 | 1 260 | 9 893 | 490 | 11 872 | 590 |
| М10 | 8,9 | 62,18 | 14 923 | 740 | 39 795 | 1 980 | 15 545 | 770 | 18 654 | 930 |
| М12 | 10,7 | 89,87 | 21 570 | 1 070 | 57 520 | 2 870 | 22 469 | 1 120 | 26 962 | 1 340 |
| М14 | 12,6 | 124,63 | 29 910 | 1 490 | 79 761 | 3 980 | 31 157 | 1 550 | 37 388 | 1 860 |
| М16 | 14,6 | 167,33 | 40159 | 2 000 | 107 092 | 5 350 | 41 833 | 2 090 | 50199 | 2 500 |
| М20 | 18,3 | 262,89 | 63 093 | 3 150 | 168 249 | 8 410 | 65 722 | 3 280 | 78 867 | 3 940 |
| М24 | 21,9 | 376,49 | 90 359 | 4 510 | 240 956 | 12 040 | 94 123 | 4 700 | 112 948 | 5 640 |
| М27 | 24,9 | 486,71 | 116 810 | 5 840 | 311 493 | 15 570 | 121 677 | 6 080 | 146 012 | 7 300 |
| М30 | 27,6 | 597,98 | 143 516 | 7170 | 382 708 | 19130 | 149 495 | 7 470 | 179 394 | 8 960 |
Вашему вниманию представлена дополненная таблица максимальных нагрузок на нержавеющие материалы и высокопрочные соединения.
Чтобы дополнительно быть уверенным в безопасности нагрузки, можно без зазрения совести разделять нагрузку в Ньютонах на тридцать.
| Нержавейка А2-50 | |||||
| РЕЗЬБА | d2, мм | Площадь d2, мм2 | Предел текучести, МПа | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М1 | 0,8 | 0,50 | 200 | 100 | |
| М2 | 1.7 | 2,27 | 200 | 454 | 20 |
| М3 | 2,6 | 5,31 | 200 | 1 061 | 50 |
| М4 | 3,5 | 9,62 | 200 | 1 923 | 90 |
| М5 | 4,4 | 15,20 | 200 | 3 040 | 150 |
| Мб | 5,3 | 22,05 | 200 | 4 410 | 220 |
| М8 | 7,1 | 39,57 | 200 | 7 914 | 390 |
| М10 | 8,9 | 62,18 | 200 | 12 436 | 620 |
| М12 | 10,7 | 89,87 | 200 | 17 975 | 890 |
| М14 | 12,6 | 124,63 | 200 | 24 925 | 1 240 |
| М16 | 14,6 | 167,33 | 200 | 33 466 | 1 670 |
| М20 | 18,3 | 262,89 | 200 | 52 578 | 2 620 |
| М24 | 21,9 | 376,49 | 200 | 75 299 | 3 760 |
| М27 | 24,9 | 486,71 | 200 | 97 342 | 4 860 |
| МЗО | 27,6 | 597,98 | 200 | 119 596 | 5 970 |
| Нержавейка А2-70 | |||||
| РЕЗЬБА | 62,мм | Площадь d2, мм2 | Предел текучести, МПа | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М1 | 0,8 | 0,50 | 250 | 126 | |
| М2 | 1,7 | 2,27 | 250 | 567 | 20 |
| М3 | 2,6 | 5,31 | 250 | 1 327 | 60 |
| М4 | 3,5 | 9,62 | 250 | 2 404 | 120 |
| М5 | 4,4 | 15,20 | 250 | 3 799 | 180 |
| Мб | 5,3 | 22,05 | 250 | 5 513 | 270 |
| М8 | 7,1 | 39,57 | 250 | 9 893 | 490 |
| М10 | 8,9 | 62,18 | 250 | 15 545 | 770 |
| М12 | 10,7 | 89,87 | 250 | 22 469 | 1 120 |
| М14 | 12,6 | 124,63 | 250 | 31 157 | 1 550 |
| М16 | 14,6 | 167,33 | 250 | 41 833 | 2 090 |
| М20 | 18,3 | 262,89 | 250 | 65 722 | 3 280 |
| М24 | 21,9 | 376,49 | 250 | 94 123 | 4 700 |
| М27 | 24,9 | 486,71 | 250 | 121 677 | 6 080 |
| МЗО | 27,6 | 597,98 | 250 | 149 495 | 7 470 |
| Нержавейка А4-80 | |||||
| РЕЗЬБА | 12, мм | Площадь d2, мм2 | Предел текучести, МПа | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М 1 | 0,8 | 0,50 | 300 | 151 | |
| М2 | 1,7 | 2,27 | 300 | 681 | 30 |
| М3 | 2,6 | 5,31 | 300 | 1 592 | 70 |
| М 4 | 3,5 | 9,62 | 300 | 2 885 | 140 |
| М 5 | 4,4 | 15,20 | 300 | 4 559 | 220 |
| Мб | 5,3 | 22,05 | 300 | 6 615 | 330 |
| М 8 | 7,1 | 39,57 | 300 | 11 872 | 590 |
| М10 | 8,9 | 62,18 | 300 | 18 654 | 930 |
| М12 | 10,7 | 89,87 | 300 | 26 962 | 1 340 |
| М14 | 12,6 | 124,63 | 300 | 37 388 | 1 860 |
| М16 | 14,6 | 167,33 | 300 | 50199 | 2 500 |
| М20 | 18,3 | 262,89 | 300 | 78 867 | 3 940 |
| М24 | 21,9 | 376,49 | 300 | 112 948 | 5 640 |
| М27 | 24,9 | 486,71 | 300 | 146 012 | 7 300 |
| МЗО | 27,6 | 597,98 | 300 | 179 394 | 8 960 |