Сталь шх15: характеристики, расшифровка, химический состав
Содержание:
- Характеристики стали 15ХСНД
- Состав стали
- Марки стали
- Сферы применения
- Характеристики стали 25Л
- Сталь марки 15ХМ — Металлургическая компания
- Характеристики
- Механические характеристики
- Механические свойства стали 15Х25Т
- Механические свойства стали в зависимости от степени пластической деформации
- Механические свойства стали при испытании на длительную прочность
- Жаростойкость
- Свойства по стандарту ГОСТ 5582-75
- Свойства по стандарту ГОСТ 5949-75
- Свойства по стандарту ГОСТ 7350-77
- Свойства по стандарту ГОСТ 9940-81
- Свойства по стандарту ГОСТ 9941-81
- Примерные расшифровки
- О цветной маркировке
- Химический состав
- Виды стали и маркировка
- Механические свойства стали 15ХМ
Характеристики стали 15ХСНД
| Классификация | Сталь конструкционная низколегированная для сварных конструкций |
| Применение | Из данной стали изготавливают элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до +450°С |
Общие рекомендации по технологии сварки стали 15ХСНД (и некоторых подобных низколегированных марок): в зависимости от требований, предъявляемых к сварным соединениям, толщины металла, размеров и жесткости конструкций, выбирают сталь, которую можно сваривать без последующей нормализации, либо используют рекомендуемую сталь и выбирают способ электрошлаковой сварки, уменьшающий перегрев, либо назначают высокотемпературную термообработку (нормализацию или отжиг в межкритическом интервале температур).
Выбор сталей с высокой стойкостью против перегрева необходим в случае изготовления толстостенных крупногабаритных конструкций особо ответственного назначения (например, сосудов высокого давления, работающих при низких температурах), когда другие методы повышения свойств соединений неприменимы. Конструкции, работающие при нормальных, а иногда и пониженных температурах, но не подвергающиеся тяжелым динамическим и ударным нагрузкам, например, станины ковочных прессов, гидрогенераторов и. электрических машин, корпуса и бандажи цементных печей, обшивки судов, баллеры рулей, изготовляют из низколегированных сталей типа 20ГСЛ, 15ХСНД и 08ГДНФЛ с применением электрошлаковой сварки без нормализации. Высокая работоспособность подобных соединений подтверждена безукоризненным многолетним опытом их эксплуатации.
Требуемая прочность сварных соединений сравнительно легко достигается путем применения низкоуглеродистых проволок, легированных повышенными количествами марганца (Св-10Г2, Св-08Г2С) либо марганцем, кремнием, никелем, хромом или молибденом в количестве до -1 % в различных сочетаниях (Св-08ГС, Св-10НМА, Св-08ГСМТ, Св-08ХМ и др.). Запас прочности швов, выполненных низколегированными проволоками, обычно небольшой. По этой причине для сварки соединений, подвергающихся многократной термообработке, рекомендуется применять проволоки с повышенным легированием (Св-08Г2С и Св-08ГС взамен Св-10Г2, Св-04Х2МА и 10Х2МА взамен Св-08ХМ, Св-08ГСМТ взамен Св-10НМА и т. д.).
Плавящиеся мундштуки обычно изготовляют из стали СтЗ или М16С, а электродную проволоку -из сталей, содержащих повышенное количество легирующих элементов. Хорошие результаты получаются, например, при сварке сталей типа 08ГДНФЛ или 20 (25) ГСЛ проволокой Св-08ХН2М.
Для сварки термоупрочненных низколегированных высокопрочных сталей рекомендуются электродные проволоки Св-10НМ и Св-08ХН2ГМЮ.
Помимо равнопрочности, к металлу шва могут предъявляться специальные требования, например жаропрочность и жаростойкость. Это учитывают при выборе марки проволоки. Для сварки соединений, работающих в различных агрессивных средах, предпочтительно используют проволоки той же системы легирования, что и основной металл.
При сварке конструкций из низколегированных сталей обычного назначения используют флюс АН-8. В случае сварки конструкций, не подвергаемых последующей перекристаллизационной термообработке, предпочтение следует отдавать низкокремнистому флюсу АН-22 или безокислительным флюсам типа АНФ-6.
Режимы электрошлаковой сварки низколегированных сталей мало отличаются от тех, которые рекомендованы для низкоуглеродистых сталей.
Состав стали
Определяющим фактором, придающим стали те или иные свойства, является ее состав. От того, какие химические элементы содержатся в составе сплава, напрямую зависит, будет ли она твердой, какие условия внешней среды сможет переносить, какой внутренней структурой будет обладать и многое другое. Также немаловажным аспектом является процентное содержание того или иного элемента, ведь от этого зависит, насколько сильно себя проявят те свойства, за которые отвечает тот самый элемент из периодической таблицы.
Для стали 15ХСНД характерен следующий химический состав:
- углерод — 0,15 %;
- кремний — 0,55 %;
- марганец — 0,55 %;
- хром — 0,75 %;
- никель — 0,45 %;
- медь — 0,3 %;
- азот — 0,012 %;
- сера — 0,04 %;
- фосфор — 0,035 %;
- мышьяк — 0,08 %;
Марки стали
Настоящий стандарт регламентирует химический состав сталей следующих марок: 07Х3ГНМЮА, 12ХН, 12ХН2, 12ХН3А, 12Х2Н4А, 13ХФА, 14ХГН, 15Х, 15ХА, 15ХМ, 15ХР, 15ХФ, 15Н2М, 15ХГН2ТА, 15X2ГМФ, 17ХГ, 18ХГ, 18ХГТ, 18Х2Н4МА, 19ХГН, 20Х, 20ХМ, 20ХН, 20ХН3А, 20Х2Н4А, 20Н2М, 20ХГР, 20ХГСА, 20ХМФА, 20ХНР, 20ХН2М, 20ХН4ФА, 20ХФР, 20ХГНМ, 20ХГНР, 20ХГНТР, 25ХГМ, 25ХГСА, 25ХГТ, 25Х2Н4МА, 25ХГНМТ, 26ХГ2МФ, 27ХГР, 30Х, 30ХМ, 30ХМА, 30ХР, 30ХРА, 30ХН3А, 30ХГС, 30ХГСА, 30ХГТ, 30ХН2МА, 30Х3МФ, 30ХГСН2А, 30ХН2МФА, 32ХГМА, 33ХС, 34Х2Н2М, 34XH3M, 35Х, 35ХМ, 35ХГР, 35ХГСА, 36Х2Н2МФА, 38ХА, 38ХМ, 38ХС, 38ХГМ, 38ХГН, 38ХФР, 38XH3MA, 38Х2МЮА, 38Х2Н2МА, 38ХН3МФА, 40Х, 40ХН, 40ХС, 40ХФА, 40ГР, 40Г1Р, 40ХГМА, 40ХМФА, 40ХФР, 40ХН2МА, 40Х2Н2МА, 40Г1ТР, 40ХГНМ, 40ХГТР, 40ГМФР, 45Х, 45ХН, 45ХГМА, 45ХН2МФА, 45ХН4МФА, 45ХГСНМА, 47ГТ, 50Х, 50ХН.
Сферы применения
По существующей классификацией инструментальных легированных сталей 5ХНМ относят ко второй группе подобных сплавов. Они предназначены для изготовления инструментов и оборудования, используемого на предприятиях среднего и тяжёлого машиностроения. Его производят посредством штамповки и ковки. Из этого сплава изготавливают:
- различные штампы (как горячие, так и холодные);
- так называемые молотковые штампы (применяются в различных пневматических, гидравлических, паровоздушных прессах);
- блоков матриц, используемых в качестве дополнительных вставок;
- валов и колец обрабатывающих станков и прокатных станов.
Круг ст 5ХНМ
Применение стали 5ХНМ для изготовления такого оборудования обусловлено способностью удовлетворять высоким требованиям. К этим требованиям относятся:
- высокие прочностные характеристики;
- максимально возможное сопротивление скоротечному удару;
- высокая износоустойчивость;
- отличная теплопроводность (должен обеспечиваться быстрый отвод образовавшегося у поверхности штампа тепла);
- глубокая прокаливаемость (особенно это свойство особенно необходимо для крупногабаритных штампов);
- способность сохранять целостность поверхности (обладать высокой сопротивляемости образованию на поверхности трещин из-за так называемого разгара, то есть быстрого нагрева и последующего охлаждения);
- способностью хорошо подвергаться таким видам обработки как отжиг и закалка;
- допустимой красностойкостью (жаропрочные свойства изготовленного штампа не должны снижаться в процессе работы, под продолжительным воздействием повышенных температур, он должен продолжительное время сопротивляться отпуску);
- высокая вязкость (во время работы штампа ударному воздействию одновременно подвергается обрабатываемая заготовка и поверхность штампа, поэтому металл штампа должен обладать требуемой вязкостью, чтобы сохранять продолжительное время свои геометрические формы);
- обладать заданной отпускной хрупкостью (особенно это необходимо для штампов больших размеров);
- иметь хорошую слипаемость (штамп должен противостоять эффекту адгезии, прилипанию поверхности заготовки к рабочей поверхности штампа, это позволит получать штампованные изделия с заданными свойствами в течение длительного времени и значительно увеличить срок службы агрегата).
https://youtube.com/watch?v=t5C292e7-Y8
Этот материал имеет как отечественные, так и зарубежные аналоги. Отечественными аналогами стали 5ХНМ являются — 5ХНВ, 5ХГМ, 5ХНВС и некоторые другие из второй группы. Более подробную информацию можно найти в марочнеке сталей и соответствующих стандартах.
Подобный металл производятся во многих странах мира. Наиболее известным аналогами являются: Т61206 – производится в США, 1.2711 и 1.2713.55 – изготавливается в Германии, 55NCDV7 и 55NiCrMoV7 – во Франции, 5CrNiMo в Китае.
Характеристики стали 25Л
| Классификация | Сталь нелегированная |
| Применение | Производство литых конструкций и деталей |
Расшифровка марки стали 25Л: цифра 25 означает содержание в сплаве 0,25 % углерода, а буква Л — обозначение литейной стали.
Литейный сплав 25Л предназначен для изготовления отливок (заготовок). Поэтому к нему предъявляются специфические требования.
И основными особенностями данной стали являются:
- жидко-текучесть — свойство расплавленного металла полностью заполнять форму;
- отсутствие склонности к образованию усадочных раковин;
- отсутствие склонности к образованию трещин.
Область использования в промышленности, машиностроении литейной стали 25Л очень широка. Из неё изготавливают цельные конструкции — станины прокатных станов, шкивы, плиты настильные, рамы рольгангов и тележек, крышки цилиндров, бабы паровых молотов, траверсы, крышки и пр.
Кроме того, 25Л незаменима при производстве литых деталей самого разнообразного применения – элементы насосов, сварно-литых конструкций, фланцы, поршни, элементы подшипников, арматура турбин, валы и оси, патрубки, маховики, балансиры и зубчатые колёса, мульды и пр.
Данная сталь подходит для литья конструкций, элементов и деталей, эксплуатация которых проходит под давлением и в температурных режимах — -40 °С до +450 °С.
Сталь марки 15ХМ — Металлургическая компания
Краткие обозначения:σв
— временное сопротивление разрыву (предел прочности при растяжении), МПа
ε
— относительная осадка при появлении первой трещины, %
σ0,05
— предел упругости, МПа
Jк
— предел прочности при кручении, максимальное касательное напряжение, МПа
σ0,2
— предел текучести условный, МПа
σизг
— предел прочности при изгибе, МПа
δ5,δ4,δ10
— относительное удлинение после разрыва, %
σ-1
— предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа
σсж0,05 и σсж
— предел текучести при сжатии, МПа
J-1
— предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа
ν
— относительный сдвиг, %
n
— количество циклов нагружения
sв
— предел кратковременной прочности, МПа
R и ρ
— удельное электросопротивление, Ом·м
ψ
— относительное сужение, %
E
— модуль упругости нормальный, ГПа
KCU и KCV
— ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2
T
— температура, при которой получены свойства, Град
sT
— предел пропорциональности (предел текучести для остаточной деформации), МПа
l и λ
— коэффициент теплопроводности (теплоХотСтилость материала), Вт/(м·°С)
HB
— твердость по Бринеллю
C
— удельная теплоХотСтилость материала (диапазон 20o — T ), [Дж/(кг·град)]
HV
— твердость по Виккерсу
pn и r
— плотность кг/м3
HRCэ
— твердость по Роквеллу, шкала С
а
— коэффициент температурного (линейного) расширения (диапазон 20o — T ), 1/°С
HRB
— твердость по Роквеллу, шкала В
σtТ
— предел длительной прочности, МПа
Характеристики
Все характеристики данного сплава определены нормами ГОСТ 5520-79. В документе отражены все эксплуатационные, технические параметры и химический состав стали.
В став сплава входят следующие элементы:
- Углерод;
- Молибден;
- Хром;
- Марганец;
- Никель;
- Медь;
- Фосфор;
- Сера.
Сплав является очень надежным материалом. Его плотность может достигать 7800 кг/м3, электросопртивление может варьироваться в диапазоне 230 – 1130 ОМ, что зависит от метода обработки.
12ХМ обрабатывается резанием в отпущенном и нормализованном состоянии. Это трудносвариваемый металл, поэтому доступны следующие виды сварки:
- РДС – ручная дуговая сварка;
- АДС – аргонно дуговая сварка.
Перед сваркой необходим нагрев и термообработка.
Механические характеристики
| Сечение, мм | t отпуска, °C | sТ|s0,2, МПа | σB, МПа | d5, % | y, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа |
|---|---|---|---|---|---|---|---|
| Поковки. Закалка + Отпуск | |||||||
| 100-300 | — | ≥345 | ≥590 | ≥17 | ≥40 | ≥530 | 174-217 |
| 100 | — | ≥395 | ≥615 | ≥17 | ≥45 | ≥579 | 187-229 |
| 100 | — | ≥440 | ≥635 | ≥16 | ≥45 | ≥579 | 197-235 |
| 100 | — | ≥490 | ≥655 | ≥16 | ≥45 | ≥579 | 212-248 |
| Заготовки деталей трубопроводной арматуры. Закалка в воду от 910-930 °C (выдержка 2,5-4,0 ч в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | |||||||
| ≤100 | 560-580 | ≥490 | ≥615 | ≥18 | ≥50 | ≥686 | 197-217 |
| Сталь калиброванная и калиброванная со специальной отделкой поверхности, горячекатаная и горячекатаная со специальной отделкой поверхности. Термообработанная (отжиг) | |||||||
| — | — | — | — | — | — | ≤179 | |
| Трубы бесшовные для паровых котлов и трубопроводов по ТУ 14-3Р-55-2001. Нормализация при 930-960 °С + Отпуск при 680-730 (выдержка не менее 0,5 ч), охлаждение на воздухе | |||||||
| — | ≥225 | — | — | — | — | — | |
| Сортовой прокат. Нормализация при 900-920 °С, охлаждение на воздухе + Отпуск при 630-650 °С | |||||||
| — | — | ≥345 | ≥530 | ≥26 | ≥67 | — | — |
| Заготовки деталей трубопроводной арматуры. Закалка на воздухе от 930-950 °C (выдержка 2,5-4,0 ч в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | |||||||
| ≤300 | 620-640 | ≥255 | ≥441 | ≥22 | ≥40 | ≥590 | 143-163 |
| Трубы бесшовные для паровых котлов и трубопроводов по ТУ 14-3Р-55-2001. Нормализация при 930-960 °С + Отпуск при 680-730 (выдержка не менее 0,5 ч), охлаждение на воздухе | |||||||
| — | ≥196 | — | — | — | — | — | |
| Сортовой прокат. Нормализация при 900-920 °С, охлаждение на воздухе + Отпуск при 630-650 °С | |||||||
| — | — | ≥220 | ≥500 | ≥22 | ≥67 | — | — |
| Поковки для деталей стойких к МКК. Закалка на воздухе от 870-890 °C + Отпуск при 640-660 °С, охлаждение на воздухе | |||||||
| ≤250 | — | ≥275 | ≥441 | ≥21 | ≥55 | ≥1177 | — |
| Трубы бесшовные для паровых котлов и трубопроводов по ТУ 14-3Р-55-2001. Нормализация при 930-960 °С + Отпуск при 680-730 (выдержка не менее 0,5 ч), охлаждение на воздухе | |||||||
| — | ≥191 | — | — | — | — | — | |
| Сортовой прокат. Нормализация при 900-920 °С, охлаждение на воздухе + Отпуск при 630-650 °С | |||||||
| — | — | ≥245 | ≥495 | ≥24 | ≥69 | — | — |
| Трубная заготовка + Трубы горячедеформированные (Dн=57-465 мм) по ТУ 14-3-460-2003. Нормализация при 900-930 °С + Отпуск при 700-730 °С (выдержка не менее 30 мин), охлаждение на воздухе | |||||||
| 20-25 | — | ≥225 | 440-460 | ≥20 | ≥45 | ≥490 | — |
| Сортовой прокат. Нормализация при 900-920 °С, охлаждение на воздухе + Отпуск при 630-650 °С | |||||||
| — | — | ≥245 | ≥480 | ≥22 | ≥74 | — | — |
| Трубная заготовка + Трубы горячедеформированные (Dн=57-465 мм) по ТУ 14-3-460-2003. Нормализация при 900-930 °С + Отпуск при 700-730 °С (выдержка не менее 30 мин), охлаждение на воздухе | |||||||
| 20-25 | — | ≥235 | 440-640 | ≥21 | ≥50 | ≥590 | — |
| Поковки. Нормализация + Отпуск | |||||||
| 100-300 | — | ≥195 | ≥390 | ≥23 | ≥50 | ≥530 | 111-156 |
| Сортовой прокат. Нормализация при 900-920 °С, охлаждение на воздухе + Отпуск при 630-650 °С | |||||||
| — | — | ≥265 | ≥440 | ≥20 | ≥76 | — | — |
| Поковки. Нормализация + Отпуск | |||||||
| 100 | — | ≥195 | ≥390 | ≥26 | ≥55 | ≥579 | 111-156 |
| Трубы бесшовные для паровых котлов и трубопроводов по ТУ 14-3Р-55-2001. Нормализация при 930-960 °С + Отпуск при 680-730 (выдержка не менее 0,5 ч), охлаждение на воздухе | |||||||
| — | — | ≥225 | 441-637 | ≥20 | ≥45 | ≥490 | — |
| Сортовой прокат. Нормализация при 900-920 °С, охлаждение на воздухе + Отпуск при 630-650 °С | |||||||
| — | — | ≥265 | ≥410 | ≥20 | 62-82 | — | — |
| Поковки. Нормализация + Отпуск | |||||||
| 100-300 | — | ≥215 | ≥430 | ≥20 | ≥48 | ≥481 | 123-167 |
| Трубы бесшовные для паровых котлов и трубопроводов по ТУ 14-3Р-55-2001. Нормализация при 930-960 °С + Отпуск при 680-730 (выдержка не менее 0,5 ч), охлаждение на воздухе | |||||||
| — | — | ≥235 | 441-637 | ≥21 | ≥50 | ≥590 | — |
| Сортовой прокат. Нормализация при 900-920 °С, охлаждение на воздухе + Отпуск при 630-650 °С | |||||||
| — | — | ≥245 | ≥410 | ≥21 | ≥79 | — | — |
| Трубы бесшовные холодно- и горячедеформированные в состоянии поставки термообработанные | |||||||
| — | ≥225 | ≥431 | ≥21 | — | — | — | |
| Поковки. Нормализация + Отпуск | |||||||
| 100 | — | ≥215 | ≥430 | ≥24 | ≥53 | ≥530 | 123-167 |
| Сортовой прокат. Нормализация при 900-920 °С, охлаждение на воздухе + Отпуск при 630-650 °С | |||||||
| — | — | ≥240 | ≥305 | ≥22 | 51-77 | — | — |
| Поковки. Нормализация + Отпуск | |||||||
| 100-300 | — | ≥245 | ≥470 | ≥19 | ≥42 | ≥334 | 143-179 |
| 100 | — | ≥245 | ≥470 | ≥22 | ≥48 | ≥481 | 143-179 |
| 100-300 | — | ≥275 | ≥530 | ≥17 | ≥38 | ≥334 | 156-197 |
| 300-500 | — | ≥275 | ≥530 | ≥15 | ≥32 | ≥285 | 156-197 |
| 100 | — | ≥275 | ≥530 | ≥20 | ≥40 | ≥432 | 156-197 |
| 100 | — | ≥315 | ≥570 | ≥17 | ≥38 | ≥383 | 167-207 |
| 100 | — | ≥345 | ≥590 | ≥18 | ≥45 | ≥579 | 174-217 |
Механические свойства стали 15Х25Т
| Прокат | Размер | Направление | Временное сопротивление разрыву, σв, МПа | Предел кратковременной прочности, ST, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость KCU при 20°С, Дж/см2 |
| Лист | — | Поперечный | 430 | — | 12 | — | 200 |
| Пруток | — | Продольный | 450 | 300 | 20 | 45 | — |
| Лист тонкий | — | — | 530 | — | 17 | — | — |
| Трубы холоднодеформированные | — | — | 461 | — | 17 | — | — |
| Трубы горячедеформированные | — | — | 441 | — | 17 | — | — |
Механические свойства стали в зависимости от степени пластической деформации
| Степень деформации, % | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % |
| 450 | 32 | |
| 10 | 600 | 15 |
| 20 | 700 | 10 |
| 30 | 760 | 8 |
| 40 | 800 | 7 |
| 50 | 840 | 6 |
| 60 | 860 | 5 |
Механические свойства стали при испытании на длительную прочность
| Предел ползучести, МПа | Скорость ползучести, %/часа | Температура, ºС | Предел длительной прочности, МПа | Длительность испытания, час | Температура, ºС |
| 12 | 1/1000 | 700 | 18 | 1000 | 700 |
| 8 | 1/10000 | 700 | 8 | 1000 | 800 |
| 3 | 1/1000 | 875 | 4 | 1000 | 875 |
| 2 | 1/10000 | 875 | 3 | 1000 | 1000 |
Жаростойкость
| Среда | Температура, °С | Длительность испытания, час | Глубина, мм/год | Группа стойкости или балл |
| Воздух | 850 | — | 0,175 | 6 |
| Воздух | 950 | — | 0,294 | 6 |
| Воздух | 1050 | — | 0,490 | 6 |
| Чистый воздух | 900 | 500 | 0,39 | 6 |
| 1,5 % SO2 + чистый воздух | 900 | 500 | 0,54 | Пониженно-стойкая |
Свойства по стандарту
ГОСТ 5582-75
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Отжиг или отпуск 740-780 ºС (Образцы поперечные) | До 3,9 | — | 530 | 17 | — | — | — |
Свойства по стандарту
ГОСТ 5949-75
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Прутки. Отжиг при 730-770 °С, воздух или вода или без термообработки | 60 | 295 | 440 | 20 | 45 | — | — |
Свойства по стандарту
ГОСТ 7350-77
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Листы горячекатаные или холоднокатаные. Отжиг или отпуск 740-780 °С, вода (Образцы поперечные) | Свыше 4 | — | 440 | 14 | — | — | — |
Свойства по стандарту
ГОСТ 9940-81
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Трубы бесшовные: горячедеформированные без термообработки | 3,5 — 32 | — | 441 | 17 | — | — | — |
Свойства по стандарту
ГОСТ 9941-81
Примерные расшифровки
Чтобы было понятно, как расшифровываются разные виды сталей, приведем несколько примеров, которые дают знания о маркировке.
- Р6М5Ф2К8. Данная маркировка указывает, что это сталь быстрорежущая, в ней содержатся компоненты в процентном отношении: молибден 5, ванадий 2, кобальт 8. Такой элемент, как хром есть во всех сталях данного вида, поэтому его не вносят в маркировку. Также здесь есть вольфрам, но его количество может изменяться. В данной маркировке его 6 процентов.
- У10ГА. Маркировка относится к инструментальному стальному сплаву, содержит 10 процентов углерода. Сталь качественная, имеет в своем составе марганец.
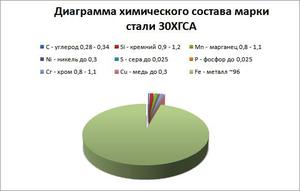
- 20ХГСА расшифровывается: углерод – 0,2 % (цифра впереди аббревиатуры). Затем в состав входит хром – Х, марганец – буква Г, кремний с полуторапроцентным содержанием (С). Буква «А» в любом сплаве обозначает высокое качество.
Зная условные обозначения можно легко определить марку стали.
- Теоретические основы и технология восстановительной плавки металлов из неокускованного сырья / С.В. Дигонский. — М.: Наука, 2007.
- Московский институт стали и сплавов. Фрагменты истории / В.А. Роменец. — М.: МИСИС, Руда и металлы, 2004.
- Справочник теплоэнергетика предприятий цветной металлургии. — М.: Металлургия, 1982.
- Статья на Википедии
О цветной маркировке
Обозначение в цвете применяется только в прокатной стали. Это позволяет избежать ошибок при транспортировке и хранении. Для этого применяют точки или полосы. Назначение стального сплава маркируется «своим» цветом, но группа и раскисление не учитываются.
Желтый цвет применяется для конструкционных сталей: общего назначения, автоматные, цементированные, улучшенные.
Красный круг или полоса говорит о том, что данный вид относится к высокопрочному стальному сплаву: легированная, инструментальная, быстрорежущая, закаленная.
Синий цвет обозначает прокат из нержавейки: с серой, аустенитная, мартенситная.
Обозначением зеленого цвета маркируется сталь универсального применения: высокопрочный чугун, общего назначения, автоматные, цементированные, азотированные, улучшенные углеродистые.
Марки стали и их назначение
- Согласно маркировке конструкционная углеродистая сталь 08 кп и 10 применяется для изготовления штампованных деталей (холодная штамповка и высадка), прокладок, трубок, метизов, колпачков, а также для деталей, которые не нуждаются в высокой прочности: втулки, упоры, валики, копиры, фрикционы, колеса с зубцами.
- 30, 35 – для деталей под низким напряжением: шпиндели, тяги, оси, звездочки, диски, рычаги.
- 40, 45 – для элементов повышенной прочности: коленвалы, распределительные валы, зубчатые венцы, колеса, плунжеры, фрикционы, оси.
- 50, 55 – используется для изготовления прокатных валков, штоков, зубчатых колес, эксцентрики, рессоры. Перед изготовлением деталей сталь подвергается закалке.
- 60 – для производства прочных и упругих деталей: диски сцепления, пружинные кольца, прокатные валы.
- Тонколистная, низколегированная, универсальная сталь имеет маркировку: 09Г2, 09Г2С, 10 ХСНД, 15 ХСНД, 15 ГФ. Сферы применения: машиностроение, судостроение, химическое машиностроение, вагоностроение. Это сварные конструкции, паровые котлы, детали вагонов, сложные и фасонные профиля.
- Конструкционная легированная сталь маркируется: 15 Х, 15 ХФ, 18 ХГТ, 20 Х, 20 ХГР, 20 ХНЗА, 35 ХМ, 38 ХА, 40 Х, 40 ХС и другие применяются для изделий, которые функционируют на повышенных скоростях, для деталей узлов и механизмов, работающих под высокими нагрузками.
- Стали и сплавы, стойкие к коррозии в своей маркировке имеют буквы Х, Н, С, АГ, ТГР, МТ, АМ, ДИ, Ю, Т. Сфера применения химическое машиностроение, газопереработка, нефтехимическая промышленность, пищевое производство, легкая промышленность, машиностроение, судостроение, а также в других областях, где работа деталей и механизмов сопряжена с агрессивными рабочими средами.
- Инструментальная нелегированная сталь разных марок, маркируется: У, А, Г, и применяется в деревообрабатывающей промышленности, изготовления ручных инструментов, для ножей, штампов для кузницы, игольной проволоки, сердечников, а также инструмента с низкой износостойкостью: хирургический инструмент, бритвы, для гравировки.
- Пружинная сталь применяется для производства рессор, пружин, подвергающихся большим нагрузкам и ответственные элементы в рессорах.
- Сталь для подшипников (подшипниковая) востребована для изготовления подшипников и их элементов для работы станков, железнодорожного транспорта, авиадвигателей, в точном приборостроении, на прокатных станах.
Химический состав
Основные добавки для легирования – металлы. Вариативность количественного состава и массовой доли дает возможность получать различные марки. Просто железо по своим техническим свойствам – низкое качество конечного продукта: низкая прочность и высокая коррозийность требуют добавления компонентов, которые будут улучшать качество. Однако на практике доказано, что, повышая одно свойство, понижаются другие. Так высоколегированная нержавейка имеет низкие показатели механической прочности, а высококачественные углеродистые стали с получением прочности, получают коррозийность.
Главные компоненты химического состава стали – углерод и железо, причем углерода должно быть не больше 2,14%, железа не меньше 50%. Количество углерода в составе определяет ее классификацию: низкоуглеродистые, среднеуглеродистые, высокоуглеродистые.
Если процент содержания углерода достаточно высок, то сплав получается с высокой твердостью, но прочность снижается.
Чтобы добиться нужных эксплуатационных свойств, вводятся химические легирующие элементы, которые разделяют сталь на три класса:
- с низким содержанием легирующих компонентов (до 2,5%);
- среднелегированные – до 10%;
- высоколегированные – до 50%.
Это указывается в маркировке числом процентного содержания для каждого элемента. Если нет числа, то это означает, что добавок меньше 1,5 %. Показатели углерода не отображаются, так как он присутствует во всех композициях. Содержание углерода стоит в начале маркировки. Такая же маркировка указывает на назначение сплава. Здесь также буквы, которые расположены в определенном порядке: начало, середина, конец.
Виды стали и маркировка
Для одних изделий нужна высокая износоустойчивость, для других стойкость к коррозии, а для третьих – магнитные свойства.
Но большая часть сплавов требуется для изготовления конструкционной стали, которая разделяется по видам и маркируется буквами:
- «С» — для строительства. С низким содержанием легирующих компонентов, отличающаяся хорошей свариваемостью.
- Для пружин (пружинная). В данных сплавах присутствуют отличные показатели упругости, сопротивляемости к разрушительным процессам, прочность на усталость. Для изготовления рессор, пружин.
- «Ш» для подшипников. Из названия понятно, что данные сплавы нужны для изготовления элементов подшипников для различных узлов, механизмов. Главные свойства – износоустойчивость, отменная прочность, и малая текучесть.
- Сталь стойкая коррозии или нержавейка. Данный вид отличает высокое содержание легирующих компонентов, повышенная стойкость к агрессивным средам и веществам.
- Жаропрочные марки стали – сплавы, которые могут применяться в изделиях, способных функционировать под нагрузкой при высоких температурах. Сфера применения – элементы различных двигателей.
- «У» для инструментов или инструментальная сталь нашла свое применение в изготовлении инструментов для измерений в металлообработке и для деревообрабатывающей промышленности.
- «Р» быстрорежущая сталь востребована для производства инструментов в металлообрабатывающем оборудовании.
- Цементирующая – сплав, применяемый для узлов и механизмов, которые функционируют при значительных поверхностных нагрузках.
Для остальных сталей (пружинная, инструментальная) не имеют обозначений. Указывается только химсостав.
Кроме видов сталь классифицируется по химсоставу, качеству, способу плавки, структуре, назначению.

Механические свойства стали 15ХМ
Механические свойства при 20°С
| Состояние поставки | Сечение ,мм | tисп. ,°C | tотпуск ,°C | St|S0,2 ,МПа | sB ,МПа | d5 ,% | d4 | d | d10 | y ,% | KCU, кДж/м2 | HB | HRC | HRB | HV | HSh |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Заготовки деталей трубопроводной арматуры. Закалка в воду от 910-930 °C (выдержка 2,5-4,0 ч в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | ||||||||||||||||
| ≤100 | 560-580 | ≥490 | ≥615 | ≥18 | ≥50 | ≥686 | 197-217 | |||||||||
| Заготовки деталей трубопроводной арматуры. Закалка на воздухе от 930-950 °C (выдержка 2,5-4,0 ч в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | ||||||||||||||||
| ≤300 | 620-640 | ≥255 | ≥441 | ≥22 | ≥40 | ≥590 | 143-163 | |||||||||
| Поковки для деталей стойких к МКК. Закалка на воздухе от 870-890 °C + Отпуск при 640-660 °С, охлаждение на воздухе | ||||||||||||||||
| ≤250 | ≥275 | ≥441 | ≥21 | ≥55 | ≥1177 | |||||||||||
| Трубная заготовка + Трубы горячедеформированные (Dн=57-465 мм) по ТУ 14-3-460-2003. Нормализация при 900-930 °С + Отпуск при 700-730 °С (выдержка не менее 30 мин), охлаждение на воздухе | ||||||||||||||||
| Поперечный образец | 20-25 | ≥225 | 440-460 | ≥20 | ≥45 | ≥490 | ||||||||||
| Продольный образец | 20-25 | ≥235 | 440-640 | ≥21 | ≥50 | ≥590 | ||||||||||
| Трубы бесшовные для паровых котлов и трубопроводов по ТУ 14-3Р-55-2001. Нормализация при 930-960 °С + Отпуск при 680-730 (выдержка не менее 0,5 ч), охлаждение на воздухе | ||||||||||||||||
| Поперечный образец | ≥225 | 441-637 | ≥20 | ≥45 | ≥490 | |||||||||||
| Продольный образец | ≥235 | 441-637 | ≥21 | ≥50 | ≥590 | |||||||||||
| Трубы бесшовные холодно- и горячедеформированные в состоянии поставки термообработанные | ||||||||||||||||
| Образец | ≥225 | ≥431 | ≥21 |
Механические свойства прутка
| Состояние поставки | Сечение ,мм | tисп. ,°C | tотпуск ,°C | St|S0,2 ,МПа | sB ,МПа | d5 ,% | d4 | d | d10 | y ,% | KCU, кДж/м2 | HB | HRC | HRB | HV | HSh |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сталь калиброванная и калиброванная со специальной отделкой поверхности, горячекатаная и горячекатаная со специальной отделкой поверхности. Термообработанная (отжиг) | ||||||||||||||||
| Образец | ≤179 |
Механические свойства в зависимости от сечения поковки и режима термообработки
| Состояние поставки | Сечение ,мм | tисп. ,°C | tотпуск ,°C | St|S0,2 ,МПа | sB ,МПа | d5 ,% | d4 | d | d10 | y ,% | KCU, кДж/м2 | HB | HRC | HRB | HV | HSh |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Поковки. Закалка + Отпуск | ||||||||||||||||
| КП 345 | 100-300 | ≥345 | ≥590 | ≥17 | ≥40 | ≥530 | 174-217 | |||||||||
| КП 395 | ≥395 | ≥615 | ≥17 | ≥45 | ≥579 | 187-229 | ||||||||||
| КП 440 | ≥440 | ≥635 | ≥16 | ≥45 | ≥579 | 197-235 | ||||||||||
| КП 490 | ≥490 | ≥655 | ≥16 | ≥45 | ≥579 | 212-248 | ||||||||||
| Поковки. Нормализация + Отпуск | ||||||||||||||||
| КП 195 | 100-300 | ≥195 | ≥390 | ≥23 | ≥50 | ≥530 | 111-156 | |||||||||
| КП 195 | ≥195 | ≥390 | ≥26 | ≥55 | ≥579 | 111-156 | ||||||||||
| КП 215 | 100-300 | ≥215 | ≥430 | ≥20 | ≥48 | ≥481 | 123-167 | |||||||||
| КП 215 | ≥215 | ≥430 | ≥24 | ≥53 | ≥530 | 123-167 | ||||||||||
| КП 245 | 100-300 | ≥245 | ≥470 | ≥19 | ≥42 | ≥334 | 143-179 | |||||||||
| КП 245 | ≥245 | ≥470 | ≥22 | ≥48 | ≥481 | 143-179 | ||||||||||
| КП 275 | 100-300 | ≥275 | ≥530 | ≥17 | ≥38 | ≥334 | 156-197 | |||||||||
| КП 275 | 300-500 | ≥275 | ≥530 | ≥15 | ≥32 | ≥285 | 156-197 | |||||||||
| КП 275 | ≥275 | ≥530 | ≥20 | ≥40 | ≥432 | 156-197 | ||||||||||
| КП 315 | ≥315 | ≥570 | ≥17 | ≥38 | ≥383 | 167-207 | ||||||||||
| КП 345 | ≥345 | ≥590 | ≥18 | ≥45 | ≥579 | 174-217 |
| Механические свойства в зависимости от температуры испытания |
| Состояние поставки | Сечение ,мм | tисп. ,°C | tотпуск ,°C | St|S0,2 ,МПа | sB ,МПа | d5 ,% | d4 | d | d10 | y ,% | KCU, кДж/м2 | HB | HRC | HRB | HV | HSh |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Трубы бесшовные для паровых котлов и трубопроводов по ТУ 14-3Р-55-2001. Нормализация при 930-960 °С + Отпуск при 680-730 (выдержка не менее 0,5 ч), охлаждение на воздухе | ||||||||||||||||
| Образец | 250 | ≥225 | ||||||||||||||
| Образец | 400 | ≥196 | ||||||||||||||
| Образец | 450 | ≥191 |
| Механические свойства при повышенных температурах |
| Состояние поставки | Сечение ,мм | tисп. ,°C | tотпуск ,°C | St|S0,2 ,МПа | sB ,МПа | d5 ,% | d4 | d | d10 | y ,% | KCU, кДж/м2 | HB | HRC | HRB | HV | HSh |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сортовой прокат. Нормализация при 900-920 °С, охлаждение на воздухе + Отпуск при 630-650 °С | ||||||||||||||||
| 20 | ≥345 | ≥530 | ≥26 | ≥67 | ||||||||||||
| 350 | ≥220 | ≥500 | ≥22 | ≥67 | ||||||||||||
| 400 | ≥245 | ≥495 | ≥24 | ≥69 | ||||||||||||
| 450 | ≥245 | ≥480 | ≥22 | ≥74 | ||||||||||||
| 500 | ≥265 | ≥440 | ≥20 | ≥76 | ||||||||||||
| 520 | ≥265 | ≥410 | ≥20 | 62-82 | ||||||||||||
| 550 | ≥245 | ≥410 | ≥21 | ≥79 | ||||||||||||
| 600 | ≥240 | ≥305 | ≥22 | 51-77 |
| Механические свойства при испытании на длительную прочность |
| Предел ползучести, МПа | Скорость позучести, %/ч | Температура испытания, °C | Предел длительной прочности, МПа | Длительность испытания, ч | Температура отпуска, °C |
|---|---|---|---|---|---|
| 78 | 1/10000 | 500 | 186 | 10000 | 475 |
| 132 | 1/1000 | 525 | 152 | 10000 | 500 |
| 54 | 1/10000 | 525 | 108 | 10000 | 525 |
| 44 | 1/10000 | 550 | 74 | 10000 | 550 |
| 167 | 1/1000 | 475 | |||
| 88-98 | 1/10000 | 475 | |||
| 500 | 127 | 100000 | |||
| 550 | 51 | 100000 | |||
| 500 | 118 | 200000 | |||
| 550 | 38 | 200000 |