Основные элементы защиты бланков
Содержание:
- Аддитивные технологии от теории к практике
- Система металлографики GEDALU (трафаретная печать на материалах GEDACOLOR)
- Сферы использования
- Характеристики печатной продукции
- Металлографическая печать
- Сравнение поверхностей для фотопечати
- Офсетная печать
- Преимущества работы с нами:
- Остались вопросы? Хотите сделать заказ?
- Современное состояние высокой печати
- Технология персонализации
- Полиграфические методы защиты
- Универсальный помощник
- Аналоговые и цифровые
- Производство бумаги
- Персонализация бланка паспорта в ЕЦП
- Система металлографики GEDAKOP (фотомеханическая печать)
- Преимущества:
- Графические элементы
Аддитивные технологии от теории к практике
Ростех и входящая в его состав Объединенная двигателестроительная корпорация (ОДК) являются одними из главных драйверов внедрения аддитивных технологий в России. Корпорация начала освоение данных технологий при производстве перспективных газотурбинных двигателей. Также создала единый Центр аддитивных технологий на базе рыбинского «ОДК-Сатурн», где был разработан и апробирован процесс изготовления деталей селективным сплавлением. Сотни деталей, изготовленные этим способом, успешно прошли стендовые испытания.
В 2019 году была введена в эксплуатацию самая большая в России установка 3D-печати крупногабаритных деталей для промышленных газотурбинных двигателей. В том же году холдинги авиакластера Госкорпорации Ростех – ОДК, «Вертолеты России», «Технодинамика» и КРЭТ – создали на базе «ММП имени В.В. Чернышева» Центр Аддитивных Технологий (ЦАТ), оснащенный передовыми станками.

На сегодняшний день в ОДК методом аддитивных технологий изготавливается уже около трех тонн деталей в год. Такое современное производство невозможно без грамотных специалистов. Работа ведется и по этому направлению – сотрудники компании обучаются по мировой программе Additive Minds. Они изучают практические аспекты аддитивного производства. Ведь в будущем, в связи с внедрение промышленной 3D-печати в высокотехнологичных отраслях промышленности, потребуется еще большее количество квалифицированных специалистов, способных не только применять инновационные методы производства, но и обучать других сотрудников.
Актуален и вопрос локализации технологии. В частности, удалось избавиться от импортозависимости в материалах – созданы собственные металлические порошковые композиции. Разрабатываются и отечественные производственные машины. Один из последних примеров – гибридный пятикоординатный обрабатывающий комплекс, не имеющий аналогов в России и за рубежом.
Система металлографики GEDALU (трафаретная печать на материалах GEDACOLOR)
Технология GEDALU предназначена для изготовления больших тиражей черно-белых или цветных изображений на алюминиевых пластинах. Специальная краска GEDACOLOR проникает в поры слоя оксида алюминия на поверхности пластины. После варки поры закрываются и краска оказывается запечатанной в оксидном слое.
|
Металлографика «GEDALU»: Подготовка:
Изготовление шелкотрафарета с размером ячейки 100 — 140 меш. |
|
|
Металлографика «GEDALU»: 1. Нанесение краски.
Краска наносится шелкотрафаретным способом. |
|
|
Металлографика «GEDALU»: 2. Сушка.
При комнатной температуре время сушки составляет около 2 часов. При использовании сушильной камеры необходимо перед сушкой выдержать окрашенные пластины при комнатной температуре не менее часа, чтобы краска могла впитаться в поры анодированного алюминия. |
|
|
Металлографика «GEDALU»: 3. Закрепление.
Для закрытия пор на анодированной поверхности, пластины помещаются в термованну с водой при температуре 95-98 градусов на 40 минут. Этот процесс герметично закупоривает молекулы краски внутри анодированного слоя. Теперь панель становится устойчивой к атмосферным воздействиям, растворителям и механическому истиранию. |
|
|
Металлографика «GEDALU»: 4. Окончательная очистка.
Окончательная очистка производится с помощью |
Сферы использования
Глубокая печать применяется для изготовления журналов с иллюстрациями, рекламных каталогов. Она подходит для нанесения изображений или спецзнаков на этикетки, упаковку, банкноты, марки. Этот способ особо выгоден при тираже 70 000+ экземпляров.
Технология подходит для печати не только на бумажных носителях, но и на:
- металлической фольге;
- полимерной пленке;
- пакетах.
Еще один способ применения — дизайн интерьеров. Методом глубокой печати изготавливают обои, имитируя фактуру природного камня, дерева.
 Чаще всего глубокую печать задействуют в производстве упаковки
Чаще всего глубокую печать задействуют в производстве упаковки
Смотрите на видео, как работает машина глубокой печати FKF:
Характеристики печатной продукции
Глубокая печать имеет специфику, которая проявляется в конечном продукте. Характерные особенности полиграфии, изготовленной этим способом, следующие:
- буквы с зубчатыми краями;
- детальная проработка полутонов;
- высокое качество;
- яркость и насыщенность;
- мягкость тоновых переходов;
- запах летучих растворителей.
Технология решает проблемы с равномерностью при накате краски, пылением краски, растискиванием, что характерно для высокой и офсетной печати. Этих же недостатков лишена флексография. Преимущество последней — совместимость с большинством материалов. Вместе с тем флексография не позволяет достичь тонкой передачи тонов, так как не предусматривает непрерывного изменения толщины слоя краски на печатной форме.
 Листовки, отпечатанные по технологии глубокой печати
Листовки, отпечатанные по технологии глубокой печати
Металлографическая печать
Впервые была применена в 1887 г. и с тех пор получила широкое распространение среди эмитентов денежных знаков. Из самого названия уже понятно, что основные формы изготавливаются из металла, а если быть точнее — стали и никеля. Визуально это пластины с хорошо отполированной поверхностью, на которые под прессом наносится нужный рисунок. Для создания формы-оригинала используется только ручная гравировка, так называемый «оригинальный штемпель».
Узоры, получающиеся на подобных гравировальных установках, состоят из множества линий, которые в ходе травления преобразуются в конечное изображение, видимое впоследствии на купюре. Чтобы растиражировать рисунок, необходимо настроить автоматизированную гальванолинию либо использовать высокочастотное оборудование.
Краска, наносимая на печатные формы, покрывает пробельные и гравюрные элементы с разной интенсивностью. Рисунок получается в результате давления формы на бумагу под большим прессом. Как утверждают специалисты, одно из основных преимуществ металлографии — возможность варьирования цветами и, как результат, получения широкого оттеночного спектра для печати, а также объемных и красочных изображений.
Различают два вида металлографической печати:
- Высокий. Печатающие элементы располагаются выше пробельных, вследствие чего рисунок по краям имеет характерные «бортики», прощупывающиеся пальцами. Таким методом на банкноты наносятся серийные номера.
- Глубокий. Элементы изображений располагаются ниже пробельных для того, чтобы при заполнении формы краской она оставляла при высыхании на бумаге более толстый слой. Повышенную рельефность можно протестировать на всех российских купюрах выпуска 1997 г. Также метод применяется для нанесения специальных меток для незрячих людей.
Сравнение поверхностей для фотопечати
Если вы все ещё не уверены, является ли печать на металле тем художественным решением, который вы хотите разместить у себя дома или в офисе, посмотрите сравнение её с самым популярным типом печати.
Отпечатки на металле vs отпечатки на холсте
Давайте рассмотрим разницу отпечатков на металле по сравнению с отпечатками на холсте. Один из самых популярных фото-арт-продуктов, который предлагается большинством, если не всеми, полиграфическими фирмами — это печать на натуральном холсте с покрытием для струйной печати. Как и печать на металле она осуществляется с использованием высококачественных материалов. Оба типа отпечатков также рассчитаны на длительное использование при печати качественными чернилами, которые имеют стойкость к выцветанию более 100 лет. Но на чём стоит печатать фотографию? Металл или холст?
Постеры на металле с изображением интерьера и экстерьера кафе и ресторанов.
Если вы хотите разместить свои работы в условиях высокой влажности, например, в ванной или на кухне, на веранде или балконе, печать на металле является более предпочтительным вариантом перед печатью на холсте, так как достаточно долговечна, чтобы противостоять этому типу среды, хотя и вариант с постером на холсте тоже возможен в этих помещениях. Если вы хотите разместить свои работы на открытом воздухе, то фотопечать на металле является самым целесообразным вариантом, чем любые другие. Краситель, который находится не на поверхности материала, как при печати на холсте пигментными, сольвентными, водными или УФ отверждаемыми чернилами, а в его молекулярной структуре, что происходит при сублимационном термопереносе, делает изображение более стойким к механическим повреждениям и обладает свойствами защиты от выцветания более 100 лет при нормальных условиях освещения. Это значит, что допустимо незначительное попадание естественного солнечного света, но не постоянный прямой солнечный свет. Если вы разместите постер на металле под прямыми солнечными лучами, вероятно, со временем произойдёт некоторое выцветание красок. По данным промышленных справочников полиэстер очень хорошо переносит воздействие ультрафиолета, не подвержен порчи молью и другими вредителями, устойчив к пятнам. Это сравнение не только показывает особенности каждого типа печати, оно также содержит указание на то, как и где вы планируете разместить свой постер, какой стиль декора вы собираетесь подчеркнуть этим печатным аксессуаром, а также размер и ценовые соображения.
Постеры на металле с изображением интерьера кафе и ресторанов.
Но выбор между этими двумя типами печати не заканчивается только механическими или физическими свойствами, конечно, самым важным фактором являются эстетические предпочтения!
- Классические постеры на белом металле — это обычный отпечаток с глянцевой или матовой поверхностью и точной цветопередачей, такие отпечатки будут хорошо смотреться с любой фотографией и в любой обстановке.
- Постеры на металле «серебро» — это проявляющийся сквозь любые белые или с низкой насыщенностью участки серебристый цвет и текстура панели из алюминия. Цвета становятся металлизированными, создавая совершенно уникальный и артистический отпечаток. Этот вариант идеально подходит для создания необычного художественного или промышленного образа.
Офсетная печать
Особенностью этого способа является то, что пробельные и печатающие элементы укладываются в одну плоскость. Однако поверхности их смачиваются разными составами, пробельные — водой, печатающие — жирным раствором. соответственно, первые будут отталкивать воду, но хорошо впитывать краску (гидрофобные), вторые — наоборот, поглощают воду, но отторгают краску (гидрофильные).
В процессе печати краска сначала наносится на промежуточное полотно, эластичное по структуре, материал — резина, а уже с него производится оттиск на бумагу. Отпечаток получается тонкий, ровный, сквозь него можно рассмотреть фактуру бумаги. Сами же краски подразделяются на три категории: красные, синие и желтые.
Офсетным методом обычно создаются выборочные дополнительные элементы либо фоновая сетка. Иногда она используется для нанесения основного рисунка, но преимущественно на банкнотах мелкого достоинства. Этим же способом печатаются практически вся типографская продукция: календари, журналы, буклеты и т.д. Разница лишь в том, что для массового потребительского сегмента применяется растровый офсет, основанный на упорядочивании разноцветных точек, а валюта печатается штриховым офсетом.
Современное оборудование позволяет значительно ускорить технологический процесс, создавая одновременно по 4 шаблона с обеих сторон банкнот. Диапазон цветов также широк, до 10 оттенков. Возможность контроля подачи чернил по сдвоенному или разделительным каналам делает доступным создавать максимально сложные узоры, повторить которые для фальшивомонетчиков очень трудно.
Преимущества работы с нами:
|
Собственное производство |
Cкидки от тиража |
||
|
Изготовление образцов |
Сложные решения |
||
|
Контроль качества |
Доставка по России |
| Примеры печати на алюминии методом металлографики (алюмофото) |
|||
|
|
|
|
|
| Печать на алюминии | Печать информационных табличек из алюминия | Изготовление панелей с печатью | Шильды алюминиевые с печатью |

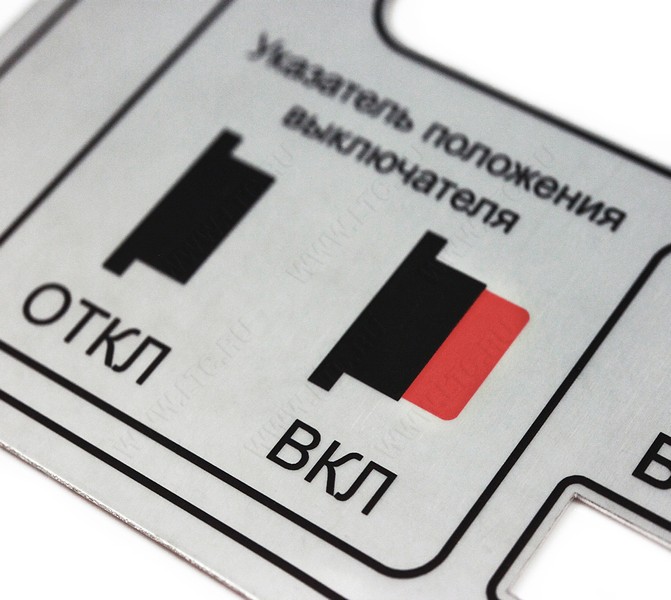
Особенности технологии металлографика (алюмофото)
Технология металлографики (алюмофото) была разработана в России для нужд военно-промышленного комплекса
в 80-х годах ХХ века. Представляет собой один из способов нанесения на алюминиевые поверхности цветных и
монохромных изображений. Среди других родственных ей технологий ― металлофото, гедаколор и полихромал.
Эти аналоги появились в разных странах и различаются между собой некоторыми деталями производственного
процесса. Основная же особенность самой металлографики заключается в том, что красящее вещество
наносится не на поверхность материала, а внедряется в его структуру. Обычно глубина такого проникновения
составляет от 10 до 25 микрон. Как же это происходит? Под микроскопом поверхность алюминия напоминает
губку. Так вот в процессе нанесения «поры» металла заполняются красителем, а сверху запечатываются
оксидной пленкой. В результате сделанное при помощи металлографики изображение выдерживает температуру
190-500°C и становится устойчивым к агрессивной внешней среде: воздействию растворителей, масел, солей,
кислотно-щелочных растворов и т.д. Разумеется, этот факт обусловил широкое использование данной
технологии для нужд производств самого разного профиля. В частности, сегодня повышенным спросом в Центре
лазерных технологий пользуются изготовленные с применением металлографии шильдики, измерительные шкалы,
мнемосхемы, приборные панели и указатели, которые в дальнейшем устанавливаются на морских судах,
оборудовании агрессивных производств и городских улицах. Также металлографику в ЦЛТ применяют для
производства фасадных табличек, вывесок, бэйджей, гардеробных номерков, и т.д. При этом минимальная
толщина используемого металла может составлять всего 0,25 мм, а высота нанесенного знака ― 0,2 мм.
Остались вопросы? Хотите сделать заказ?
Позвоните нам:
+7 (812) 309 89 99
(многоканальный)
Напишите письмо:zakaz@ltc.ru – офис на Тихорецкомzapros@ltc.ru – офис на Обводном
или воспользуйтесь формой обратной связи
Современное состояние высокой печати
Эта технология еще встречается в типографиях с устаревшим оборудованием. В рекламной полиграфии уже используется редко.
Более распространена и «осовременена» флексография. С ее помощью производят:
- этикетки, наклейки, стикеры, скотч;
- картонные бирки, лейблы для промышленных и продовольственных товаров;
- билеты с нумерацией, поперечной перфорацией;
- ярлыки (текстильные или ПВХ) для одежды;
- гибкая упаковка для продуктов и напитков;
- оболочки для колбасной продукции;
- обертки для конфет;
- одноразовая посуда;
- обои;
- почтовые конверты;
- бумажные и пластиковые пакеты;
- картонные коробки;
- газеты, телефонные справочники.
С помощью датчика фотометки делают дополнительную обработку запечатанного материала:
- добавление штрих-кода, даты и др.;
- впечатывание цветного изображения или текста;
- выборочная УФ-лакировка;
- тиснение блинтовое, конгревное, фольгой;
- вырубка нестандартных форм;
- резка на отдельные листы.
Печатать можно что угодно: от листовок до каталогов
Технология персонализации
Схема процесса персонализации бланка паспорта представлена на рис. 12. Вначале бланки паспортов закладываются оператором в приемный магазин машины в закрытом виде. Каждый магазин может содержать до 40 книжек паспортов. Система транспортировки магазина с помощью шарнирных механизмов открывает бланк на определенной странице и переносит открытые бланки из магазинов во внутреннюю транспортную систему машины.
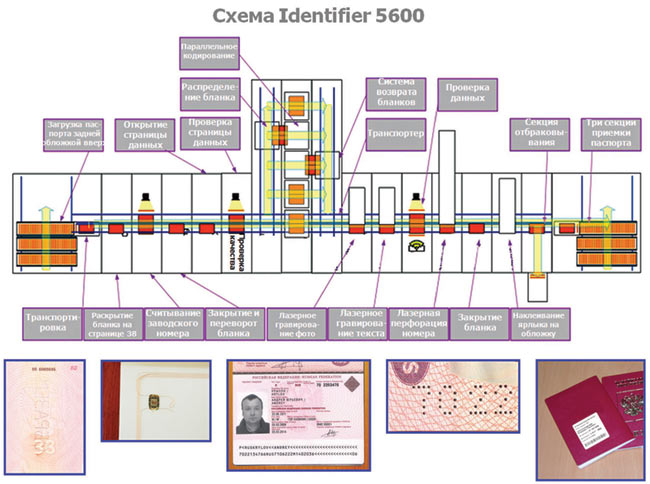
Рис. 12. Технология процесса персонализации бланка паспорта
Обнаружение и считывание номера. Для процесса персонализации необходимо передавать заводской номер бланка паспорта в систему управления машиной. Осуществляется связь между уникальным номером и пакетом данных конечного владельца паспорта. Полный пакет данных направляется в последующие секции персонализации.
Персонализация микросхемы. Чтобы достичь оптимальной скорости шифрования микросхемы биометрическими данными, заранее определяется тип микросхемы.
Лазерное гравирование. Лазерное гравирование (оптическая персонализация) пластиковой страницы владельца выполняется с помощью лазерной системы, которая гравирует текст, подпись и фотографию владельца (рис. 13 и 14). В результате страница владельца становится высокозащищенной, поскольку персонализация выполняется не на поверхности (ламинате), а внутри пластиковой страницы. Видеосистема оценивает смещение лазера относительно книжки.

Рис. 13. Пластиковая страница персональных данных. Пунктиром показаны зоны текста, подписи и фотографии владельца паспорта. Для ускорения работы машины (до 150 паспортов в час) биометрические данные наносятся двумя лазерными головками
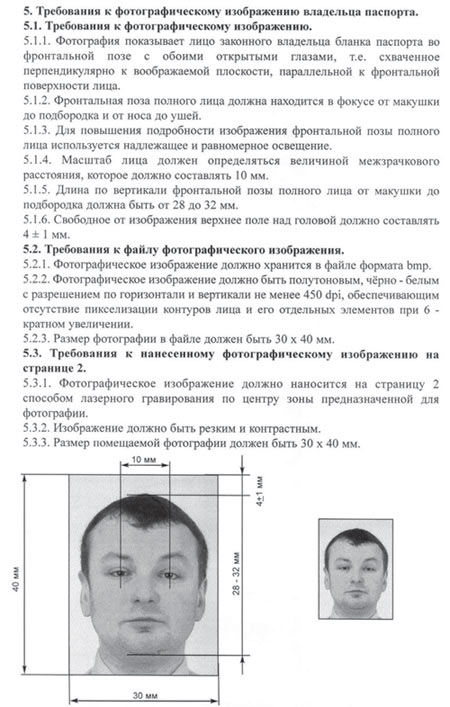
Рис. 14. Фрагмент описания фотографии владельца паспорта из технической документации для дальнейшего гравирования. Автору статьи во время работы на «Гознаке» довелось участвовать в проекте биометрического паспорта. Здесь пригодились знания, полученные во время учебы в Московском полиграфическом институте, касающиеся характеристик изображения и графического оформления документов в программах Adobe Photoshop и QuarkXPress

Рис. 15. Вид адресной этикетки. Информация наносится на роль самоклеящейся бумаги с помощью струйного принтера в дополнительном модуле Identifier 5600
Для ускорения выполнения задания по оптической персонализации вся оптическая персонализация, например изображение, текст и подпись, разделяется. Одно лазерное устройство гравирует изображение, а другое — текст и подпись.
Сортировка отбраковки. В случаях обнаружения нижеуказанного брака система машины направляет бланк паспорта в устройство отбраковки, не прерывая рабочий поток.
Брак может быть следующих типов:
- неверная ориентация книжки при транспортировке;
- несчитываемые знаки в машиночитаемой зоне и др.
Такие бланки попадают в устройство отбраковки, где толкатель помещает бланк в контейнер.
Вывод бланка с помощью контейнера. Модуль закрытия выполняет такие функции:
- автоматическая подача бланков после персонализации без брака;
- закрытие открытых книжек;
- перенос на приемный модуль;
- наклейка адресной этикетки на заднюю обложку паспорта (рис. 15).
Приемный модуль:
- снятие закрытых бланков с помощью ременного транспортера;
- выгрузка оператором.
Полиграфические методы защиты
По статистике процент подделок бумажных денег и ценных бумаг в общем количестве экономических преступлений равняется приблизительно 7-9%. Логично, что предприятия, занимающиеся выпуском документов строгой государственной отчетности, стараются всячески обезопасить свою продукцию от потенциальных мошенников.
В отношении денежных знаков применяются следующие полиграфические способы защиты:
Гильошные элементы
Определение гильоша звучит как рисунок сложной геометрической формы, созданный переплетением множества тонких линий и используемый на оттиске в качестве фона. Это могут быть всевозможные виньетки, сетки, бордюры и прочие узоры, дизайн которых просчитывается автоматически, с использованием математических формул, имеющих десятки цифр после запятой. Вариантов гильошей существует бесконечное количество, что и создает трудности для подделки. Если гильошная композиция создается методом орловской печати, то воспроизвести размытость контуров и вовсе не представляется возможным. Элементы рисунков настолько малы по толщине, что справиться с копированием не способны даже ультрасовременные сканеры и множительные аппараты. Техника нанесения гильошей применялась еще в период правления Александра II. В 1866 г. ее использовали для выпуска новых ассигнаций.
Дефекты
Чтобы ввести в заблуждение фальшивомонетчиков, сыграв на их невнимательности, иногда при производстве купюр специально допускают различные огрехи. Например, ставят лишние знаки препинания или, наоборот, убирают нужную пунктуацию. Также это могут быть пропущенные буквы, кривые линии, знаки, сдвинутые в сторону от основной оси и т. д. Предполагается, что мошенники не обратят на подобные неточности внимания, из-за чего и попадут в зону внимания тех, кто знает о дефектах-ловушках и отслеживает их подделку.
Микротекст
Очень популярный способ защиты, особенно в век развития копировальной техники. Суть его лежит в том, что на бумажный или полимерный носитель наносится некий набор символов, воспринимаемый человеческим глазом, как сплошная линия. На самом же деле это микротекст очень малого размера, как правило, в пределах 120 мкм. При сканировании он теряется на копии, так как копировальное оборудование не распознает такие мелкие знаки.
Скрытые изображения
Большинство фантомных (призрачных) рисунков создаются методом глубокой печати. В основе более простого способа лежит создание изображения из одинаковых по ширине линий, расположенных параллельно друг другу, но разных по рельефности. Тогда при обычном освещении никакой разницы видно не будет, а если посмотреть на банкноту под определенным углом, то станет заметно, что задний план значительно светлее переднего.
В усложненном варианте линии делаются одного рельефа, но передние будут перпендикулярны задним. В зависимости от наклона освещения оттенки переднего и заднего плана будут приобретать более светлые и темные оттенки, соответственно. Неподготовленным глазом и при отсутствии должного оборудования увидеть этот эффект достаточно сложно. Хотя на некоторых подделках он просматривается хорошо, причем независимо от угла зрения.
Метамерный эффект
Относится к категории скрытых изображений, дизайн которых закладывается еще при разработке общей концепции банкноты. Защита состоит в том, что различные материалы при одном освещении приобретают одинаковую окраску, а при другом — становятся совершенно другими по цвету. Сканеры и принтеры не способны воспроизвести подобный эффект. Ярким примером метамерного изображения служит рисунок кролика, сидящего в густых зарослях на одной из купюр Нидерландов. При обычном свете он невидим для зрения, а под красным фильтром просматривается очень четко и ясно.
Совмещающиеся элементы
Одна часть изображения наносится на лицевую сторону денежного знака, другая пропечатывается с изнаночной стороны. Просматривая купюру на просвет, можно увидеть, как элементы совпадают друг с другом по всем линиям, соединяясь в единую композицию. В противном случае это подделка. В стандартных типографских условиях воспроизвести совмещающиеся изображения крайне сложно.
Универсальный помощник
Пятикоординатный обрабатывающий центр совмещает в себе возможности обрабатывающего центра с ЧПУ, технологии прямого лазерного выращивания с программным обеспечением Autodesk PowerMill и лазерной сварки. Другими словами, комплекс совмещает в себе сразу несколько разных функций – отсюда и термин «гибридный» в названии.
3D-установка комплекса представляет собой прозрачную герметичную камеру, в которой струя металлического порошка подается на заготовку, а лазерный луч разогревает порошок для его сплавления и послойно создает крупногабаритные корпусные детали. Вся работа производится роботом. Непосредственно в процессе выращивания он может менять вид подаваемого порошка.
Одновременно с работой лазера осуществляется токарная и фрезерная обработка детали – сопло лазера и инструмента располагаются параллельно. Более того, мощность волоконного лазера (3 кВт) позволяет комплексу одновременно выполнять такие функции, как сварка и восстановление поврежденного материала дефектной детали, тем самым осуществляя ее ремонт.
По словам начальника отдела «Лазерная обработка» филиала ОДК «НИИД» Сергея Щербакова подобные комплексы разрабатываются только в нескольких странах мира. Их производят не на продажу, а только для опытного производства, и только в малогабаритном формате. В связи с этим ОДК объединила усилия с партнерами и самостоятельно разработала такой комплекс. Технология была разработана Санкт-Петербургским политехническим университетом, механическая часть сделана СКБ «Станкостроение».
Новый гибридный комплекс был создан в декабре 2019 года и уже не раз показал себя в работе. «Когда комплекс был готов, для пробы мы взяли очень сложную деталь – корпус подшипника. Результат превзошел все ожидания – качество детали получилось выше, чем при литье», – рассказывает Сергей Щербаков. Успешно гибридный комплекс продемонстрировал и свою ремонтную функцию – восстановление поврежденного материала дефектной детали. Недавно такие работы производились в интересах ОАО «218 АРЗ», одного из крупнейших предприятий по капитальному ремонту авиадвигателей в России.
Аналоговые и цифровые
Современные технологии фальсификации полиграфической продукции можно разделить на цифровые и аналоговые.
К цифровым технологиям фальсификации можно отнести всё, что отпечатано с помощью доступной множительной техники. При кажущейся привлекательности массовыми тиражами она не грозит: низкая производительность, а также высокая стоимость аппаратной базы и материалов формируют высокую себестоимость конечной продукции. В то же время она наиболее привлекательна, поскольку позволяет в «домашних условиях» изготавливать «почти настоящие» документыфальсификаты.
Если нужно максимальное правдоподобие, используются аналоговые технологии фальсификации (например, офсетный способ печати), фактически — полиграфические фальсификации, которые могут выполняться теми же методами, что и оригинальная продукция. Это уже чревато массовостью подделки и ее обращением наряду с подлинниками в так называемом контролируемом окружении, учитывающем возможность профессионального контроля.
В соответствии с этим формируют ся требования к уровню защищенности полиграфической продукции, которые складываются из суммы декларированных, то есть объявленных, сертифицированных и скрытых защит, известных только владельцу продукта, а иногда только разработчику дизайна.
|
Упомянем и о первых отчеканенных монетах, которые появились в Лидии около 600 г. до н.э. Через греческие города Малой Азии они проникли в Грецию и с V века до н.э. находились в обороте. Предпочтение отдавали монетам из серебра. Основной мерой веса и денежной единицей был талант. |
Производство бумаги
Для производства денежной бумаги используется лен и хлопок, обычно это обрезки из льняных и хлопчатобумажных тканей в разной пропорции. Ориентировочно процент целлюлозы составляет 95-98%. Сырье сортируется, проверяется на наличие инородных элементов, измельчается и отправляется в специальный котел, где под действием пара превращается в однородную бумажную массу. Далее, материал поступает в вымывную машину, хорошо промывается артезианской водой и смешивается с отбеливателем. Через несколько дней, когда масса приобретен нужную консистенцию, ее отправляют в размольную машину и смешивают с красителями и цветными волокнами.
Излишняя влага убирается путем прокатки через проволочную сетку, в процессе чего волокна между собой переплетаются и становятся похожими на бумажное полотно. Окончательный вид материал приобретает после прогонки через вакуумные валики и отсосы, чтобы еще больше уплотнить волокна и придать им требуемую структуру. Окончательный производственный этап — сушка. Здесь также используется система валиков, разогретых паром. После обработки бумага становится похожей на промокательную.
Чтобы добиться нужной плотности, бумагу пропитывают клеем, в составе которого содержится животный жир, а также глицерином. Готовые просушенные полотна разрезают на листы и отправляют на печать. После четко выдержанного технологического процесса купюры становятся устойчивыми к разрыву, многократным изгибам и характерно хрустят.
Дополнительно в бумагу добавляются различные защитные волокна, хаотично распределенные по общему полотну. Они могут быть как в толще листа, так и быть заметными на поверхности. Также существует практика ввода в сырьевую массу разноцветных полимерных частиц, кружочков, прямоугольников и прочих геометрических фигурок, обобщенно называемых конфетти.
Обязательный элемент денежных купюр — водяные знаки. Они могут быть двух- или многотоновые, представляя собой затемненные или, наоборот, высветленные участки, выделяющие на основном фоне листа. Водяные знаки должны хорошо просматриваться на просвете, но не иметь четких границ. Эффект размытости объясняется отсутствием однородности толщины бумаги. По своему назначению знаки различают на:
- Локальные. Рисунок, размещенный в одном определенном участке купюры. Как правило, на купонном поле.
- Общие. Рисунок, симметрично нанесенный по всему полю банкноты с определенным повторением.
Отсутствие оптического отбеливателя в составе денежной бумаги является причиной того, что в ультрафиолетовом свете она не люминесцирует. В отличие от обычной, которая под УФ-лампой начинает светиться голубым цветом.
В России поставки специализированной бумаги осуществляются из двух мест: Санкт-Петербургской бумажной фабрики Гознака и Краснокамской бумажной фабрики Гознака.
Персонализация бланка паспорта в ЕЦП
ЕЦП — это отдельное помещение на МПФ «Гознака». Сотрудники, работающие в ЕЦП, должны обеспечить:
1. Счетприем бланков и размещение на складе заготовок в ЕЦП.

Рис. 10. Для персонализации биометрических паспортов с микросхемой используется полностью автоматическая система. В центре системы — несколько машин для персонализации бланков паспортов Identifier 5600 (производитель — фирма Mühlbauer). Стоимость единицы оборудования сравнима со стоимостью многокрасочной офсетной машины — порядка 1,5 млн евро. Бланки паспортов с помощью транспортирующей системы проходят рабочие модули, после чего попадают в приемные магазины (на фото — слева)
2. Персонализацию бланка паспорта, которая происходит на оборудовании фирмы Mühlbauer (рис. 10) и включает:
- нанесение номера с помощью лазерной перфорации внутренних страниц и заднего форзаца и обложки;
- нанесение на пластиковую страницу методом лазерного гравирования персональных данных владельца.
3. Персонализацию и выявление бракованных экземпляров.
4. Отправку информации о присвоенном номере в ЦБД.
5. Отправку готовых бланков на склад готовой продукции ЕЦП.
6. Отправку заказчикам средствами спецсвязи персонализированных бланков паспортов для последующей выдачи их гражданским лицам.
Система металлографики GEDAKOP (фотомеханическая печать)
Простая технология изготовления черно-белых или цветных анодированных алюминиевых панелей. Специальная краска GEDACOLOR проникает в поры
слоя оксида алюминия на поверхности пластины. После варки поры закрываются и краска оказывается запечатанной в оксидном слое. Идеальна для
штучных работ и небольших тиражей.
Металлографика «GEDAKOP»: Подготовка: Вывод изображения на полиграфическую пленку (напр. для офсетной печати), либо на пленку на струйном
или лазерном принтере с разрешением 600 dpi
Металлографика «GEDAKOP»: 1
УФ (ультрафиолетовое) — экспонированиеИзображение копируется с пленки на покрытую светочувствительным слоем
алюминиевую пластину, используя УФ-экспонирующее устройство (например копировальную раму или УФ-засветку, которые применяются в полиграфии,
шелкографии, тампопечати).
ВНИМАНИЕ! Анодированные панели GEDAKOP чувствительны к УФ излучению и не должны находиться под прямым или непрямым
воздействием солнечных лучей (напр. из окна)
При этом они нечувствительны к обычному комнатному освещению. Изображения на пленке должно находиться в
непосредственном контакте с фотослоем на пластине. Может быть использовано любое УФ-экспонирующее устройство, предпочтительно с вакуумным прижимом.
Время экспозиции составляет 1-2 мин в зависимости от типа устройства.
Металлографика «GEDAKOP»: 2. Проявка.Экспонированное изображение проявляется под струей проточной воды до тех пор, пока изображение не станет отчетливым (покажется чистая алюминиевая поверхность).
Металлографика «GEDAKOP»: 3. Сушка.После проявки проточной водой необходимо дать воде стечь, затем промокнуть поверхность промокательной бумагой или мягкой салфеткой. Окончательная сушка производится под струей теплого воздуха (напр. феном). После сушки фотослой проверяется на отсутствие царапин и сквозных точек. При наличии таковых они замазываются корректором (корректурным лаком). Перед окраской он также должен быть полностью высушен.
Металлографика «GEDAKOP»: 4. Окраска.Экспонированные участки окрашиваются с использованием специальных фотокраскок GEDACOLOR. Для нанесения используйте мягкий тампон или кисть. Используйте достаточное количество краски, так как она взаимодействует с защитным слоем на поверхности металла. Краска наносится мягкими круговыми движениями. На больших поверхностях краска должна наноситься повторно для получения равномерного окрашивания. Излишки краски удаляются сухим тампоном или мягкой салфеткой.
Металлографика «GEDAKOP»: 5. Очистка.Окрашенная панель очищается от остатков фотослоя с помощью ГЕДА-СТРИППЕРА (смывка эмульсии). После очистки пластина промывается проточной водой.
Металлографика «GEDAKOP»: 6. Закрепление.Для закрытия пор на анодированной поверхности, пластины помещаются в термованну с водой при температуре 95-98 градусов на 40 минут. Этот процесс герметично закупоривает молекулы краски внутри анодированного слоя. Теперь панель становится устойчивой к атмосферным воздействиям, растворителям и механическому истиранию Окончательная очистка производится с помощью нетоксичного ГЕДА-БИО-КЛИНЕРА или обычного нитрорастворителя.
Преимущества:
снижение себестоимости печати (не нужны пленки, материал дешевле, меньше расход краски,
меньше ручной работы);
повышение оперативности печати;
увеличение производительности (процесс печати реалистичного качественного полноцветного изображения на алюминии);
сохраняется знаменитое качество изображения (устойчивость к истиранию, агрессивным средам, граффити, бензину, ацетону и т.д.);
можно сочетать с печатью на других материалах, тем самым, расширив ассортимент предлагаемой продукции для своих покупателей;
печатать разные изображения на одном листе прямо из компьютера, внося правки перед печатью тиража;
исчезает принципиальная разница между одноцветной и многоцветной печатью.
не требуется много места для оборудования, и оно быстро и легко осваивается;
Графические элементы
-
гильоширный узор — графические рисунки, образованные периодическими линиями, форма которых определяется математическими закономерностями; они могут выполняться в виде позитивных (темные линии на светлом фоне), негативных ( светлые линии на темном фоне) изображений, а также комбинацией таких рисунков,
- фоновые сетки в ценных бумагах используются с различным графическим оформлением: от простых, образованных непрерывными линиями, до комбинированных, включающих виньетки, стилизованные фигуры, логотипы эмитента и другие изображения)
- раппортные сетки состоят из узоров в виде одинаковых повторяющихся элементов орнамента
- нераппортные сетки состоят из неповторяющихся по форме и рисунку элементов орнамента,
- графические «ловушки» обычно представляют собой гильоширные розетки с очень тонкими линиями, имеющими плотную «упаковку» и растровую разбивку, в качестве графических «ловушек» используется также стохастика, имеющая паутинообразную структуру, точечные растры переменной плотности, а также узор корро,
- микропечать — элемент полиграфической защиты, представляющий собой изображения очень малых размеров (менее 0.2 мм); на ценных бумагах микропечать чаще всего присутствует в виде микротекстов, которые образуют линейные графические элементы или фоновые изображения.