Шаг резьбы, длина резьбы: болты, гайки 8.8, 10.9 высокопрочные
Содержание:
- Болты
- Болты с увеличенной полукруглой головкой и квадратным подголовком, ГОСТ 7802-81, DIN 603
- Болты с увеличенной полукруглой головкой и усом, ГОСТ 7801-81, DIN 607
- Описание болта м12
- Расшифруем, что значат цифры на шляпке болта
- Болты с увеличенной полукруглой головкой и квадратным подголовком, ГОСТ 7802-81, DIN 603
- Какими бывают шаги и резьбы
- Процесс производства
- Что такое техническое условное обозначение металлического изделия?
- Конструктивные требования к болтам
- Как рассчитать?
- Основные размеры
- Размеры
- Типы болтов
- Нюансы выбора крепежа и производства монтажных работ
- Можно ли определить шаг резьбы по маркировке
Болты
Болты с увеличенной полукруглой головкой и квадратным подголовком, ГОСТ 7802-81, DIN 603
Стандарт DIN 603 соответствует ГОСТ 7802-81
, EN ISO 8677
Описание крепежа:
DIN 603 Болт мебельный с полукруглой низкой головкой и квадратным подголовком, неполная и полная метрическая резьба от М5 до М20, класс точности С.
Болты мебельные DIN 603 используются для
соединения и крепления деталей и конструкций в мебельной промышленности и строительстве.
Материалы:
- Сталь: 3.6, 4.6, 8.8 (класс прочности для болтов)
- Сталь с покрытием: гальваническая оцинковка, термодиффузионное цинкование
- Нержавеющая сталь: нержавеющая сталь А2, А4
- Цветные металлы, сплавы, пластик: латунь, пластик.
Таблица размеров и характеристик мебельных болтов
DIN 603 в мм
d
1
М5
M6
M8
M10
M12
M16
М20
P
0,8
1
1,25
1,5
1,75
2
2,5
d
2
мин.
12.45
15.45
19.35
23.35
29.35
37.2
45,2
макс.
13,55
16,55
20,65
24,65
30,65
38,8
46,8
k
мин.
2.7
3.12
4.12
4.62
6.05
8.05
9,95
макс.
3,3
3,88
4,88
5,38
6,95
8,95
11,05
f
2.9
3.4
4.4
5.4
7.25
11.1
14,1
V
мин.
4.52
5.52
7.42
9.42
11.3
15.3
19,16
макс.
5,48
6,48
8,58
10,58
12,7
16,7
20,84
b
L ≤ 125
16
18
22
26
30
38
46
125 < L ≤ 200
22
24
28
32
36
44
52
L > 200
—
—
41
45
49
57
65
L
Вес 1000 шт. болтов в кг
М5
M6
M8
M10
M12
M16
М20
16
4
6,9
20
4,5
7,6
13,8
22,7
25
5,1
8,5
15,4
25,2
30
5,9
9,6
17
27,7
45,7
35
6,7
10,7
19
30,2
49,4
40
7,5
11,8
21
32,7
53,1
45
8,3
12,9
23
35,8
56,8
50
9,1
14
25
38,9
61,2
119
55
9,9
15,1
26,9
42
65,6
126
60
10,7
16,2
28,9
45,1
70
133
65
11,5
17,3
30,9
48,2
74,4
141
70
12,3
18,4
32,9
51,3
78,8
149
247
80
13,9
20,6
36,8
57,5
87
165
272
90
22,8
40,8
63,7
96
181
297
100
25
44,8
69,9
105
197
322
110
27,2
48,8
76,1
114
213
347
120
29,4
52,8
82,3
123
229
372
130
31,6
56,8
88,5
132
245
397
140
32,8
60,8
95
141
261
422
150
35
64,8
101
150
277
447
160
107
159
293
497
180
119
177
325
547
200
131
195
357
597
Обозначения:
d
1
— номинальный диаметр резьбы
P — шаг резьбы
d
2
— диаметр головки
k — высота головки
f — высота подголовка, не менее
V — размер стороны квадратного подголовка
b — длина резьбовой части
L — длина болта
Болты с увеличенной полукруглой головкой и усом, ГОСТ 7801-81, DIN 607
ГОСТ 7801-81 Болт мебельный с увеличенной полукруглой головкой и усом
Стандарт ГОСТ 7801-81 аналог
DIN 607
.
Описание крепежа:
ГОСТ 7801-81 Болт мебельный с увеличенной полукруглой головкой и усом класса точности С, размер резьбы от М6 до М20, длина от 25 до 200 мм.
Болты оцинкованные ГОСТ 7801-81 используются в мебельной промышленности, для соединения и крепления деревянных конструкций.
Материалы:
- Сталь: 4,8; 5,8 (класс прочности для болтов)
- Сталь с покрытием: электролитическое (гальваническое) оцинкование
- Марки стали: 10кп.
| d | P | D | k | R | W | b | |
|---|---|---|---|---|---|---|---|
| l≤120 | l>120 | ||||||
| М6 | 1 | 14 | 3 | 11 | 3 | 18 | — |
| М8 | 1,25 | 18 | 4 | 14 | 3,5 | 22 | — |
| М10 | 1,5 | 23 | 5 | 18 | 5 | 26 | 32 |
| М12 | 1,75 | 28 | 6 | 22 | 6 | 30 | 36 |
| М16 | 2 | 35 | 8 | 26 | 8 | 38 | 44 |
| М20 | 2,5 | 44 | 10 | 32 | 9 | 46 | 52 |
Обозначения:
d — номинальный диаметр резьбы
d
1
— диаметр стержня, примерно равен номинальному диаметру резьбы или среднему диаметру резьбы
P — шаг резьбы
D — диаметр головки
k — высота головки
R — радиус сферы
W — высота уса, не менее
b — длина резьбы
l — длина стержня болта
DIN 607 Болт мебельный с полукруглой
головкой и усом
Стандарт DIN 607 соответствует ГОСТ 7801-81
.
Описание крепежа:
DIN 607 Болт мебельный с полукруглой головкой и усом, неполная метрическая резьба от М8 до М16, длина от 30 до 160 мм.
Болты DIN 607 используются для соединения и крепления деталей совместно с гайками DIN 555
при производстве мебели, в приборостроении и машиностроении.
Материалы:
- Сталь: 4.6 (класс прочности для болтов)
- Сталь с покрытием: гальваническая оцинковка
| d | M8 | M10 | M12 | M16 |
|---|---|---|---|---|
|
p |
1,25 | 1,5 | 1,75 | 2 |
|
b |
22 — 28 | 26 — 32 | 30 — 36 | 38 — 57 |
|
d k |
16.55 | 19.65 | 24.65 | 30.65 |
|
d s |
8 | 10 | 12 | 16 |
|
k |
6,38 | 7,45 | 9,65 | 11,75 |
|
i |
2,3 | 2,7 | 3,2 | 3,5 |
|
g |
3 | 3.2 | 3.6 | 4.2 |
|
r 1 |
8.9 | 10.5 | 13.3 | 15.8 |
|
Вес 1000 шт. болтов в кг |
||||
|
l |
M8 | M10 | M12 | M16 |
| 30 | 15,3 | |||
| 35 | 17,1 | 27,3 | ||
| 40 | 19 | 30,2 | 49 | |
| 45 | 20,8 | 33,2 | 53,3 | 98 |
| 50 | 22,7 | 36,1 | 57,5 | 105 |
| 55 | 24,6 | 38,9 | 61,7 | 113 |
| 60 | 26,5 | 41,8 | 65,9 | 122 |
| 65 | 28,4 | 44,7 | 70,1 | 129 |
| 70 | 30,3 | 47,6 | 74,3 | 136 |
| 80 | 34 | 53,4 | 82,7 | 151 |
| 90 | 59,3 | 91 | 165 | |
| 100 | 65,1 | 99 | 180 | |
| 110 | 107 | 195 | ||
| 120 | 115 | 210 | ||
| 130 | 226 | |||
| 140 | 241 | |||
| 150 | 257 | |||
| 160 | 273 |
Обозначения:
d — номинальный диаметр резьбы
p — шаг резьбы
b — длина резьбы, мин.- макс.
d
k
— диаметр головки болта, не более
d
s
— диаметр стержня, не более
k — высота головки, не более
g — ширина уса, не менее
i — длина уса, не менее
l — длина болта
Другие размеры крепежа и материалы по заказу.
Описание болта м12
В качестве примера рассмотрим по ГОСТ болт м12. Техническое условное обозначение этого изделия выглядит так: Болт 2М12×1,25LH-6gx50.58.019 ГОСТ 7798. Первый элемент название крепежа болт. Точность по ГОСТ болт м12 будет B, но его не указывают, так как указывается ГОСТ. Для него используется только класс B. Самым лучшим классом точности является первый класс А. Исполнение изделия, в нашем случае будет 2. Всего четыре. Когда его не указывают, значит, исполнение будет один.
 Вид резьбы по ГОСТ м12 будет M. Для этого изделия используется металлический вид резьбы. Всего используется три вида (металлический, конический, трапецеидальный). Его диаметр по ГОСТ болт м12 будет 12 мм. Шаг резьбы по ГОСТ болт м12 будет в нашем случае равно 1,25 мм. Шаг резьбы бывает крупный, мелкий и особо мелкий. В условном обозначении крупный шаг резьбы никогда не указываю. Для крепежа шаг резьбы равный 1,25 мм считается мелким, а крупный шаг начинается от 1,75 мм.
Вид резьбы по ГОСТ м12 будет M. Для этого изделия используется металлический вид резьбы. Всего используется три вида (металлический, конический, трапецеидальный). Его диаметр по ГОСТ болт м12 будет 12 мм. Шаг резьбы по ГОСТ болт м12 будет в нашем случае равно 1,25 мм. Шаг резьбы бывает крупный, мелкий и особо мелкий. В условном обозначении крупный шаг резьбы никогда не указываю. Для крепежа шаг резьбы равный 1,25 мм считается мелким, а крупный шаг начинается от 1,75 мм.
В нашем случае резьба будет направлена в левую сторону LH, потому что направлении в правую сторону в техническом обозначении не указывают. По ГОСТ болт м12 поле допуска резьбы будет составлять 6g. Этот параметр позволяет узнать класс точности изготовленной резьбы. В рассматриваемом изделии класс точности изготовленной резьбы будет грубый, так как грубый класс обозначается цифрами от 5.
По ГОСТ болт м12 имеет прочность в рассмотренном примере равную 58. В нашем примере 01 служит для обозначения вида покрытия, а толщина будет равна 9 мкм. Общая длина болта м12 будет равна 50 мм.Теоретический вес 1 тыс. штук болтов м12 при длине 14 мм будет составлять 27,89 кг, а вес 1 тыс. шт. болта м12 при длине 260 мм будет равно 245 кг.
Расшифруем, что значат цифры на шляпке болта
Стандарт 1759 содержит полную схему условных обозначений в виде цифр и букв на головке винта (болта, гайки):
К примеру, маркировка A2M14*1,25-6e*60.58.C.019 ГОСТ 17473-80 содержит следующие сведения:
- класс точности А в исполнении 2;
- число 14 в сочетании с буквой М обозначает диаметр метрической резьбы в мм;
- резьба мелкая, что понятно по знаку 1,25;
- бе – это поле допуска;
- 60 означает длину метиза;
- 5.8 – класс прочности;
- буква С в сочетании с цифрой 019– значит, что крепеж изготовлен из стали спокойной, имеет оцинкованное хроматированное покрытие толщиной 9 мКм;
- последние знаки указывают на стандарт, по которому изготовлено крепежное изделие.
Если на шляпке болта есть указательная стрелка, это значит, что резьба рабочего стержня выполнена в левом исполнении. Правое направление резьбы, как крупный шаг и отсутствие защитного покрытия на головке крепежного элемента никак не обозначаются.
Болты с увеличенной полукруглой головкой и квадратным подголовком, ГОСТ 7802-81, DIN 603

Стандарт DIN 603 соответствует ГОСТ 7802-81
, EN ISO 8677
Описание крепежа:
DIN 603 Болт мебельный с полукруглой низкой головкой и квадратным подголовком, неполная и полная метрическая резьба от М5 до М20, класс точности С.
Болты мебельные DIN 603 используются для
соединения и крепления деталей и конструкций в мебельной промышленности и строительстве.
Материалы:
- Сталь: 3.6, 4.6, 8.8 (класс прочности для болтов)
- Сталь с покрытием: гальваническая оцинковка, термодиффузионное цинкование
- Нержавеющая сталь: нержавеющая сталь А2, А4
- Цветные металлы, сплавы, пластик: латунь, пластик.
Таблица размеров и характеристик мебельных болтов
DIN 603 в мм
d
1
М5
M6
M8
M10
M12
M16
М20
P
0,8
1
1,25
1,5
1,75
2
2,5
d
2
мин.
12.45
15.45
19.35
23.35
29.35
37.2
45,2
макс.
13,55
16,55
20,65
24,65
30,65
38,8
46,8
k
мин.
2.7
3.12
4.12
4.62
6.05
8.05
9,95
макс.
3,3
3,88
4,88
5,38
6,95
8,95
11,05
f
2.9
3.4
4.4
5.4
7.25
11.1
14,1
V
мин.
4.52
5.52
7.42
9.42
11.3
15.3
19,16
макс.
5,48
6,48
8,58
10,58
12,7
16,7
20,84
b
L ≤ 125
16
18
22
26
30
38
46
125 < L ≤ 200
22
24
28
32
36
44
52
L > 200
—
—
41
45
49
57
65
L
Вес 1000 шт. болтов в кг
М5
M6
M8
M10
M12
M16
М20
16
4
6,9
20
4,5
7,6
13,8
22,7
25
5,1
8,5
15,4
25,2
30
5,9
9,6
17
27,7
45,7
35
6,7
10,7
19
30,2
49,4
40
7,5
11,8
21
32,7
53,1
45
8,3
12,9
23
35,8
56,8
50
9,1
14
25
38,9
61,2
119
55
9,9
15,1
26,9
42
65,6
126
60
10,7
16,2
28,9
45,1
70
133
65
11,5
17,3
30,9
48,2
74,4
141
70
12,3
18,4
32,9
51,3
78,8
149
247
80
13,9
20,6
36,8
57,5
87
165
272
90
22,8
40,8
63,7
96
181
297
100
25
44,8
69,9
105
197
322
110
27,2
48,8
76,1
114
213
347
120
29,4
52,8
82,3
123
229
372
130
31,6
56,8
88,5
132
245
397
140
32,8
60,8
95
141
261
422
150
35
64,8
101
150
277
447
160
107
159
293
497
180
119
177
325
547
200
131
195
357
597
Обозначения:
d
1
— номинальный диаметр резьбы
P — шаг резьбы
d
2
— диаметр головки
k — высота головки
f — высота подголовка, не менее
V — размер стороны квадратного подголовка
b — длина резьбовой части
L — длина болта
Какими бывают шаги и резьбы
Классификация крепежа в зависимости от типа резьбовой нарезки производится по разным признакам, среди которых выделяются следующие:
- Единица измерения шага и диаметра бывает:
- метрическая;
- дюймовая;
- модульная, у которой шаг резьбы является кратным числу π;
- питчевая (шаговый пазмер равен установленной доле числа π).
- Место расположения резьбы может быть внутри или снаружи крепежа.
- Направление вкручивания – левое или правое.
- Число заходов – от одного и более. Однозаходной называется резьба, стандартный шаг которой равен величине одного оборота болта или гайки при закручивании. Величина хода многозаходной нарезки определяется умножением шага на количество заходов.
- Контур крепежного устройства – цилиндрический, конусообразный.
- Профиль сечения может иметь вид:
- треугольника;
- трапеции;
- прямоугольника;
- полусферы.
В следующей таблице показаны наиболее характерные виды стандартной метрической резьбы с условными обозначениями и примерами маркировки:
| № | Тип | Профиль | Условное изображение | Стандарт | Примеры | Примеры |
|---|---|---|---|---|---|---|
| 1 | Метрическая | |||||
| 2 | Метрическая коническая | |||||
| 3 | Трубная цилиндрическая | |||||
| 4 | Трубная коническая | |||||
| 5 | Коническая дюймовая | — | ||||
| 6 | Трапецеидальная | |||||
| 7 | Упорная | |||||
| 8 | Круглая |
Процесс производства
Как делают гайки в России можно узнать из патентов различных заводов. Есть хорошо зарекомендовавший себя метод по патенту РФ №2361695. В нём применяется метод холодного штампования.
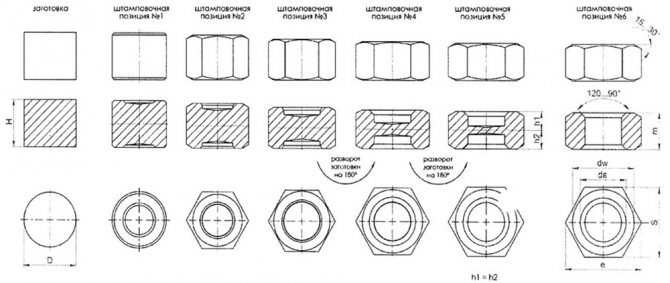
Процесс выштамповки по ГОСТу
Первым этапом получают заготовку, используя волочение или калибровку. Далее происходит процесс формирования изделия на прессах в пять этапов (способ похож на изготовление болтов):
- На первом-третьем выполняют осадку, формируют цилиндрм и намечают предварительное отверстие.
- На четвёртом образовывают перемычку под окончательное отверстие и придают практически законченный вид.
- Пятым — пробивают отверстие посередине.
После прохождения этапа штамповки, на гайке нарезают или накатывают резьбу. Изделие готово, осталось провести его испытания. Основным параметром является нагрузка, которую может выдержать изделие до срыва резьбы. Также проводят различные тесты на разрыв по горизонтали, искусственное старение и деформацию под различными нагрузками.
Очень распространён метод горячей ковки. Обрезанные заготовки нагревают до 1200 градусов. Далее гидравлический молот штампует шестиугольники с отверстиями внутри. Следующим этапом происходит охлаждение и нарезка резьбы с использованием масла. Иногда используется закалка. Для этого изделия помещают в печь при температуре 800 градусов, быстро охлаждают и погружают в масло на 5 минут. Второе нагревание производят на час, чтобы минимизировать хрупкость и сохранить прочность.
Подробный процесс производства показан на видео.
Что такое техническое условное обозначение металлического изделия?
Ещё в советское время ввели условное обозначение для крепёжного изделия, хотя в условном обозначении кое-что было заимствовано из Европы. Советским инженерам удалось создать новую систему условного обозначения для крепежа. Обозначения на чертежах крепёжных изделий (винт, шайба) должны соответствовать принятой системе условного обозначения крепежей. В результате недостаточной квалификации инженеров появилось упрощённое обозначение крепежей. На сегодняшний день существует три вида условного обозначения крепежей:
- Полное обозначение указывает все технические параметры (Гайка M 16–6 H.032 ГОСТ… и т. п.).
- Сокращённое обозначение указывает только важные технические параметры (Винт М8–8 gx 60.029 ГОСТ… и т. п.).
- Упрощённое обозначение указывает только важные параметры (Винт M 8×45 ГОСТ… и т. п.).
Какой ГОСТ, ТУ и ОСТ у крепежа указывать необходимо обязательно. Они указывают на ряд технических параметров конструкции, её геометрическую форму, точность, прочность и марку стали. Стандартом служит ГОСТ, для каждого вида крепежа он разный.
Расшифровка технического описания
 Для описания металлических крепежей используют ГОСТ 1759.0. Он используется только для крепежей. Давайте разберёмся с каждым параметром в техническом описании металлического изделия.
Для описания металлических крепежей используют ГОСТ 1759.0. Он используется только для крепежей. Давайте разберёмся с каждым параметром в техническом описании металлического изделия.
Для крепежей существуют следующие параметры:
- Наименование крепежа.
- Точность класса изделия (A, B, C).
- Исполнение.
- Вид (M, K, T р).
- Диаметр.
- Шаг резьбы.
- Направленность резьбы.
- Поле допуска.
- Общая длина.
- Прочность.
- Марка материала.
- Толщина и вид покрытия.
- Номер стандарта.
В техническом обозначении на схемах не всегда указываются все характеристики крепежа. Их может быть больше или меньше.
Конструктивные требования к болтам
- При сборке соединений отверстия в деталях конструкций должны быть совмещены и детали зафиксированы от смещения сборочными пробками (не менее двух), а пакеты плотно стянуты болтами. В соединения с двумя болтами сборочную пробку
устанавливают в одно из них. - В собранном пакете болты заданного в проекте диаметра должны пройти в 100% отверстий. Допускается прочистка 20% отверстий сверлом, равным по диаметру отверстия. При этом в соединениях с работой болтов на срез и смятие допускается чернота (несовпадение отверстий в смежных деталях) до 1 мм — в 50% отверстий, до 1.5 мм — в 10% отверстий. В случае несоблюдения этого требования с разрешения разработчика проекта все отверстия должны быть рассверлены на ближайший больший диаметр с установкой болтов соответствующих диаметров. Запрещается применение болтов разных диаметров при работе соединения на срез. В соединениях, работающих на растяжение, а также в соединениях, где болты установлены конструктивно, чернота не должна превышать разности диаметров отверстия и болта.
- Запрещается применение болтов и гаек, не имеющих клейма завода изготовителя, и маркировки, обозначающей класс прочности.
- Под гайки болтов следует устанавливать не более двух круглых шайб (ГОСТ
11371-78). Допускается установка одной такой шайбы под головку болта. В необходимых случаях следует устанавливать косые шайбы (ГОСТ 10906-78). Резьба болтов не должна входить в глубь отверстия более чем наполовину толщины крайнего
элемента пакета со стороны гайки. - Решения по предупреждению самоотвинчивания гаек постановка пружинной шайбы (ГОСТ 6402-70) или контргайки — должны быть указаны в рабочих чертежах. Применение пружинных шайб не допускается при овальных отверстиях или
при разности диаметров отверстия и болта более 3 мм, а также при совместной установке с круглой шайбой. Запрещается стопорение гаек забивкой резьбы или прихваткой к стержню болта. - Гайки и контргайки следует закручивать до отказа от середины соединения к краям.
- Головки болтов должны плотно соприкасаться с плоскостями шайб, а стержень
болта выходить из гайки не менее чем на 3 мм. - Плотность стяжки пакета следует контролировать щупом 0.3 мм, который в пределах зоны, ограниченной шайбой, не должен проходить между собранными деталями на глубину более 20 мм.
- Качество затяжки следует проверять остукиванием молотком с массой 0.4 кг, при этом болты не должны смещаться.
Как рассчитать?
При покупке 10–15 болтов не понадобится знание их веса, но если потребуется большое количество, будет легче всего оформить заказ весом: в килограммах или граммах.
А также можно рассчитать количество имеющихся болтов. Для этого необходимо знать, сколько весит один болт в теории, и иметь в наличии весы.


Чтобы вес болтов перевести из кг в штуки, нужно воспользоваться таблицей веса крепежей разных параметров. Расчет происходит на основе теоретического веса одного болта на основании стандарта ГОСТ. Нужно общий вес разделить на массу одного болта. Подобные подсчеты будут считаться примерными, так как вес болта берется теоретический. При подсчетах также стоит учитывать, что для изготовления метизов применяются разные марки стали, соответственно, и класс прочности тоже будет разный. Для облегчения процесса подсчета в сети интернет есть специальные онлайн-калькуляторы, которые помогут штуки переводить в килограммы и наоборот.

Основные размеры
Стандарт — это оценка соответствия, которая определяет технические характеристики изделия, в том числе прочность, материал изготовления и методы испытаний. Удовлетворять требованиям стандарта означает изготавливать качественное изделие.
Размеры винтов определяет ГОСТ1491-80 (идентичен международному стандарту ИСО 4762: 2004). Это значит, что винты изготовлены согласно стандартам технологии производства классов А и В. Норма размеров по ГОСТ – от М1 до М64, но на практике часто встречаются те, что отличаются от стандартов, на рынках можно найти варианты до М100. Если характеристики не соответствуют ГОСТ, необходимо воспользоваться другими международными нормами: ИСО 261, ИСО 888, ИСО 898-1, ИСО 965-2, ИСО 3506-1, ИСО 8839 и ИСО 4759-1.
Размеры
Отверстия под крепеж М6 таковы (в сантиметрах):
-
для первого ряда – 0,64;
-
для второго ряда – 0,66;
-
на третьей линии еще больше — 0,7.
Но на практике встречаются и крепежные изделия меньшего габарита — М5. В этом случае порядная раскладка сечений такова:
-
5,3;
-
5,5;
-
5,8 мм.
При этом существует и немало отверстий под болты большего размера. Так, под М8 приходится делать каналы:
-
сначала 8,4 мм;
-
затем 9 мм;
-
и наконец, в третьем ряду уже 10 мм.
Следующий по диаметру габарит — М10. Для этого типа метизов действуют такие размерные нормы:
-
на первой линии – 1,05;
-
на второй линии – 1,1;
-
на третьей линии – 1,2 см.
Разумеется, существуют и гораздо более длинные приспособления для крепления. Речь идет, прежде всего, о категории М30. Для отверстий под такие болты установлены следующие стандарты (по рядам):
-
3,1;
-
3,3;
-
3,5 см.
Самый крупный тип болтов, допускаемых стандартом 1975 года, – это М85. Чтобы использовать его на первом ряду, необходимы каналы как минимум 87 мм. На втором и третьем уровнях требуются уже, соответственно, 91 и 96 мм. Правда, в бытовых условиях этот размер потребуется весьма редко.
Довольно часто в индустриальном секторе находят применение и болты типа М45. Для их использования необходимо готовить отверстие:
-
в первом ряду – 4,6;
-
во 2-м – 4,8;
-
в 3-м – 5,2 см.
Но, опять же, все это излишне крупно для обычного бытового крепления в большинстве случаев. Там зато находит спрос болт М12. А с ним уже ситуация заметно интереснее. В начальной размерной группе значение весьма жестко задано — 13 мм. Но в двух последующих есть выбор — 1,35/1,4 и 1,45/1,5 см соответственно.
То же самое касается и М14 (15, 15,5/16, 16,5/17), и М16 (17, 17,5/18, 18,5/19 мм). Следующий по списку продукт — М18 — имеет размеры подходящих проходов в металле (порядные):
-
1,9;
-
2;
-
2,1 см.
Но внимания, безусловно, заслуживают и крепежные изделия категории М20, вернее, отверстия под их размещение. Тут все кажется сравнительно простым — 21, 22 и 24 мм в зависимости от конкретного ряда. Для следующей позиции — М22 — типичны габариты проходов для фиксации 2,3, 2,4 и 2,6 см. Наконец, у еще одного популярного варианта — болтов категории М24 — эти же показатели порядно составят:
-
2,5;
-
2,6;
-
2,8 см.
Варьирование величины отверстий как минимум в некоторых случаях объясняется очень легко. Это связано с тем, что сами болты отличаются по классу точности. Если они отвечают требованиям категории A, то можно формировать канал и без зазора. Однако проблема в том, что это довольно сложно. И потому в реальных строительных конструкциях преимущественно используются соединения категории B.
Для фрикционных метизов сечением 12 мм номинальные размеры технического канала составляют от 13 до 15 мм. Для срезных и фрикционно-срезных установлены те же ограничения. Но при большем диаметре стержня начинаются уже отличия между этими двумя группами (для 20-мм крепежа — 21–24 и 21–23 мм соответственно).
Дальше нужно добавить еще толщину применяемых шайб и гаек. Дополнительно вводится поправочный коэффициент 30% к сечению метиза. Когда этот расчет произведен, необходимо подобрать среди сортамента крепежных конструкций ближайший размер. (По мере надобности расчет округляют в большую сторону, чтобы болт выходил из гайки как минимум на один оборот резьбы). Описанного вполне достаточно, чтобы оценить базовые параметры отверстий.
Но есть еще несколько тонкостей, о которых следует помнить обязательно. Некоторые болтовые соединения работают на срез. Если толщина внешней части более 0,8 см, то резьба должна оказываться вне соединяемого пакета. В прочих случаях она должна как минимум на 50%, но не менее чем на 0,5 см оказываться вне соединяемых изделий. Если длина крепежа не выполняет это условие, нужно выбирать более длинный или же укорачивать отверстие — только убедившись, что крепление не потеряет надежности.
В следующем видео предлагаем наглядно ознакомиться с видами и размерами отверстий под болты.
Типы болтов
Болты без предварительного натяжения или обычные метизы различают трех классов точности:
- Повышенной
- Нормальной
- грубой А, В и С.
Болты класса точности А
Болты класса точности А имеют только минусовый допуск на диаметр стержня. Диаметры отверстий равны номинальному диаметру стержня плюс допуск 0.15 мм.
Болты класса точности А следует применять для соединений, в которых отверстия просверлены на проектный диаметр в собранных элементах, либо по кондукторам в отдельных элементах и деталях, либо просверлены или продавлены на меньший диаметр в отдельных деталях с последующей рассверловкой до проектного диаметра в собранных элементах. Предполагается одновременное включение всех болтов в работу при срезе.
Болты класса (точности В) устанавливаются в отверстия, диаметр которых больше диаметра стержня на 1…1.5 мм. Болты класса точности В следует использовать для соединений, в которых болты работают на растяжение или на срез. До включения всех болтов в работу требуется чтобы прошли деформации, равные черноте в отверстиях.
Болты класса точности С
Болты класса точности С устанавливаются в отверстия, диаметр которых больше диаметра стержня на 2-3 мм. Соединение используется как монтажные и на срез не рассчитывается.
Высокопрочные метизы
Высокопрочные метизы могут быть применены для фрикционных соединений, для срезных и фрикционно-срезных соединений, а также при работе на растяжение. Для соединения основных конструкций мостов используют фрикционные соединения.
Нержавеющие метизы
Нержавеющие метизы используют для элементов мостового полотна, подверженных агрессивному воздействию солевых растворов.
Нюансы выбора крепежа и производства монтажных работ
Чтобы крепежный узел максимально надежно выполнял свои эксплуатационные задачи, важно подбирать болт и гайку не только по номинальному диаметру. Эти два элемента должны иметь одинаковые размеры по основному шагу резьбы
Кроме того, у них должны совмещаться направление вращения и количество заходов резьбовой нарезки.

Нельзя для формирования одного узла одновременно использовать элементы с метрической и дюймовой нарезкой. Следует точно соблюдать последовательность технологического процесса с предварительной подтяжкой и очередностью затягивания болтов. Только так можно не допустить перекосов и создать прочное соединение.
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 684002.04.2020
Можно ли определить шаг резьбы по маркировке
В соответствии с регламентом ГОСТ 8724-81 обязательное присутствие в маркировке размера шага резьбы не предусмотрено, хотя и не возбраняется. Приведем несколько примеров:
- М22 означает, что на болт или винт нанесена крупная нарезка с номинальным диаметром 22 мм и правой нарезкой;
- М22LH – то же, но только с резьбой, направленной в левую сторону;
- М22*2 Говорит о том, что перед нами изделие с размером сечения 22 мм, мелкой резьбой, имеющей шаг в 2 мм;
- М22*3(P1) – болт диаметром 22 мм, имеющий трехзаходную насечку с ходом в 3 мм и шагом в 1 мм;
- М22*3(P1) LH – крепеж с аналогичными предыдущему варианту параметрами, но только с левой резьбой.
В маркировке крепежных изделий шаг резьбы обозначается буквой P а рядом стоящая цифра указывает на его размер. Не следует путать это понятие с ходом. В случае однозаходной резьбы эти величины совпадают. Когда же нарезка имеет многозаходный характер, то ход определяется как произведение шага на число заходов.